空氣等離子弧切割參數的耦合關系
2017-06-15 18:12:42許麗華朱良張榮英
環球市場信息導報 2017年5期
許麗華 朱良 張榮英

通過加工實踐對數控等離子弧切割參數,切割電流、切割速度、氣體流量、割炬高度等對切割質量的影響與量化分析,給出最佳參數選擇和優化控制,取得了良好的切割質量,同時也為數控等離子弧切割的應用提供了參考建議。
等離子切割是通過一種電離的、離子化的導電氣體(等離子)來使材料實現熱分離。在切割過程中,等離子弧會產生很大熱量來熔化金屬,同時工作氣體在等離子槍體的噴嘴中被等離子弧加熱而迅速膨脹,并以非常高的速度從噴嘴中噴出,所以具有很大的吹力。因此,等離子弧不僅可以切割各種金屬材料,也可以切割非金屬材料。
等離子弧的切割過程是極其復雜的,分析等離子弧切割過程不僅要考慮周圍環境包含溫度,濕度對其影響;還要考慮加工過程中的噪聲對控制系統的干擾。
等離子弧切割工藝參數在解耦狀態下對加工質量的影響
影響等離子弧切割的工藝參數較多,其中主要包括切割電流、切割速度、氣體流量以及噴嘴距工件的高度等。
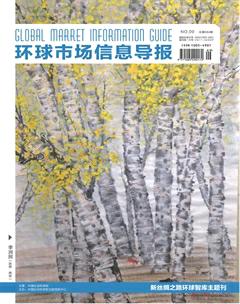
(1)切割電流的影響
切割電流直接影響等離子弧的能量密度及分布。正常情況下,電源的切割能力隨著電流的增大而提高,因此其切割速度也相應增大;但過大的電流會使得噴嘴熱負荷增大,導致電極和噴嘴過早地燒損,從而無法進行正常切割;同時,電流的增大也會使得等離子電弧直徑增加,從而也導致工件割縫變寬,嚴重影響切割質量;切割電流太小時,電弧切割能力不足,會導致工件不能被割開。
切割10mm鋼板時。設定切割電流如下表1所示,其它切割工藝參數設定如下:噴嘴孔徑為1.3mm,切割速度為1.5m/min,切割氣壓為0.6MPa,割炬高度為3mm,噴嘴孔徑為2.7mm,切割速度為0.6m/min,切割氣壓為0.6MPa,割炬高度為3mm。
由圖1表2可以看出,3號工件的切口質量最佳,表面比較光潔,粗糙度值低,且熔渣較少;小電流切割薄板的切口質量比大電流切割中厚板的切口質量要好;當電流減小時,切割面粗糙度變大,電弧切割能力下降,在切割工件中甚至出現割不透的現象,掛渣量增多;當增大切割電流時,切割面斜度減小,割縫寬度明顯增大,工件的掛渣量顯著增多,切割面光潔度下降,表面粗糙度變大。
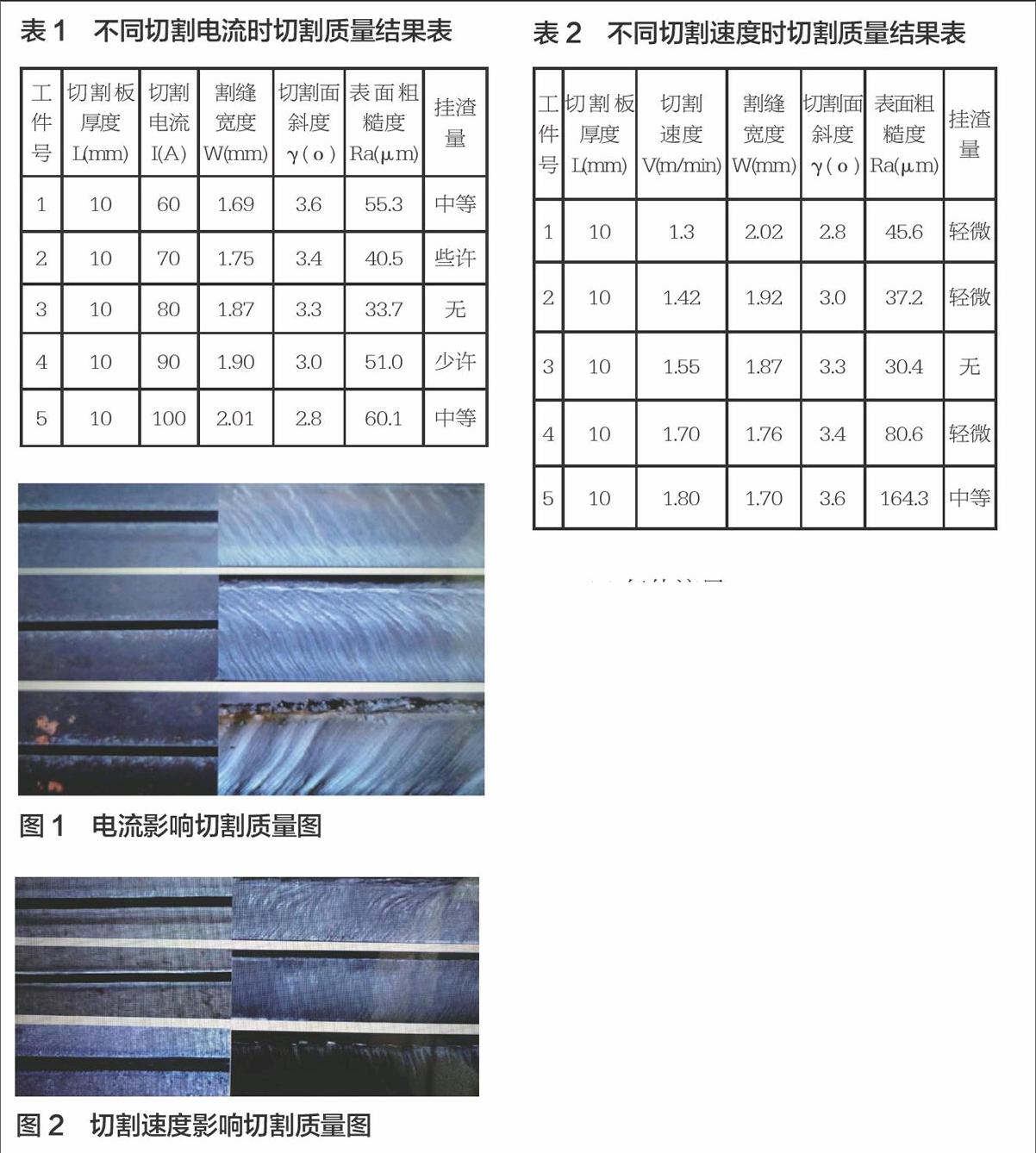
(2)切割速度的影響
切割速度一般由材料的厚度、材質、熔點、熱導率,以及熔化后的表面張力等因素來決定。切割速度快時,熔渣量雖然少,但附著的是難以剝落的熔渣。切割速度慢時,熔渣量雖然多,但熔渣容易剝落。由此可見,良好的切割質量與切割速度是分不開的。
切割10mm鋼板時,設定切割速度設置如下表2所示,噴嘴孔徑為1.3mm,切割電流為80A,切割氣壓為0.6MPa;割炬高度為3mm。
(3)氣體流量
氣體流量要與噴嘴孔徑相適應。氣體流量大,利于壓縮電弧,使等離子弧的能量更為集中,提高了工作電壓,有利于提高切割速度和及時吹除熔化金屬。但當氣體流量過大時,會因冷卻氣流從電弧中帶走過多的熱量,反而使切割能力下降,電弧燃燒不穩定,甚至使切割過程無法正常進行。
切割10mm鋼板時,設定切割氣壓如下表3設置,其它切割工藝參數設定如下:噴嘴孔徑為1.3 mm,切割電流為80A,切割速度為1.5m/min,割炬高度為3ram。
由圖3表4可以看出,3號工件的切割質量最佳,其表面比較光潔粗糙度低。2號工件底部沒有掛渣,氣體壓力下降,電弧切割能力下降,使得切口質量下降,表面粗糙度增大吹走而堆在底部,形成切口積瘤,如圖5號工件所示;氣壓過高時熔渣未能及時被,空氣流量會帶走一部分切割電弧熱量,再加上等離子電弧弧柱被吹散,使得電弧能量不能充分集中,減弱了其切割強度,使得切割質量也稍微下降;總之,切割氣壓越高,割縫寬度越窄,切面斜度越小。
(4)噴嘴距工件高度
噴嘴距工件高度是等離子體切割的重要工藝參數,為使割縫均勻一致,該高度值在切割過程中必須保持不變。為了提高切割質量,等離子體割炬頭高度必須隨被切割板材變形量的變化而自動調節,保證割炬頭到被切割板材的距離不變。
切割10mm鋼板時,設定割炬高度設置如下表4所示,其它切割工藝參數固定如下:噴嘴孔徑為1.3 mm,切割電流為80A,切割速度為1.5m/min,切割氣壓為0.6MPa。
由表4圖4可以看出,但隨著割炬高度的增加,壓縮空氣的吹力逐漸減弱,氣流的沖擊力不足,使得割縫里的熔渣不能被充分吹走,因此工件底部掛渣量也會相應增多;再者,從等離子射流的形態方面考慮,由于電弧直徑在噴出槍口后是向外膨脹的,增加割炬高度會使得擊穿工件的有效電弧直徑變大,因此割縫寬度也會隨著增大,同時,切面斜度也變大。
等離子弧切割參數耦合關系
我們選取不同厚度的鋼板,進行切割實驗,分別給予參數不同的取值范圍,從實驗中獲取參數之間的關聯系數。通選擇不同的切割速度,切割電流,切割氣壓,割炬高度等參數多次試驗。試驗分析可得:
(1)切割速度與切割氣壓關系。切割速度過高、氣壓過低時,切割面的傾斜度大。這是因為速度過快,弧柱嚴重后傾,割縫下半部熔化速度跟不上,所以切割的零件尺寸上平面尺寸小,下平面尺寸大。尤其是切割直角零件時,在拐角處的底部割縫成圓弧形。如果切割速度過低,氣壓過高則掛渣嚴重,不易清除,表面粗糙度也相對較差。如果切割速度合適,工作氣壓過高,弧柱的挺度和圓滑度受到破壞,切割能力下降,切割面的表面粗糙度也較差。
(2)切割電流與切割速度的關系。對于確定厚度的板材,切割電流越大,切割速度越快;但切割電流過大,易燒損電極和噴嘴,且易產生雙弧。對于確定的電極和噴嘴,一般依據板厚及切割速度選擇合適的切割電流,增加切割電流同樣能提高等離子弧的功率,但不能超過最大允許電流的限制,否則會使等離子弧柱變粗,割縫寬度增加,降低電極壽命。
(3)切割速度是切割過程中割炬與工件間的相對切割速度使切口表面粗糙不平直,使切口底部熔瘤增多,清理較困難,同時熱影響區及切口寬度增加。切割速度變更的大致基準以元切割速度的80-120%為大致基準提高弧柱電壓能明顯地增加等離子弧的功率,因而能提高切割速度和切割厚度。
實驗中其他影響切割質量的因素
(1)引起工件的刮渣和毛刺現象的原因很復雜。切割工件的速度過快或過慢;割嘴的老化和損壞,保護氣體的純度不夠或者氣體種類跟噴嘴材料不合適。
(2)鎢極與噴嘴的同心度,防止等離子弧和氣流動力的對稱性被破壞。出現等離子弧偏吹,切口大小不對稱,以及雙弧現象。同時,通過縮小噴嘴孔尺寸而產生極度壓縮電弧,大大提高了等離子弧電流密度,等離子弧切割獲得了與激光產品競爭所需要的高能量密度。切口窄,切割面光滑且無掛渣,無需進行二次處理,主要適用于精密切割及高速度低成本切割場合。
總之,對于切割參數的選擇不是單一參數的確定,必須兼顧其他參數的影響。考慮參數之間的耦合效應。切割不同厚度的鋼板時,需合理選擇不同的切割功率、切割速度和工作氣壓,才能得到較好的切割效果。