圓度測量在缸孔加工中的應用
2017-06-26 07:48:00楊青松
裝備制造技術 2017年4期
袁 霞,楊青松
(1.上汽通用五菱汽車股份有限公司,廣西柳州545005;2.柳州上汽汽車變速器有限公司,廣西柳州545000)
圓度測量在缸孔加工中的應用
袁 霞1,楊青松2
(1.上汽通用五菱汽車股份有限公司,廣西柳州545005;2.柳州上汽汽車變速器有限公司,廣西柳州545000)
結合生產現場實際情況,介紹了圓度測量以及圓度儀的相關知識。以圓度測量在發動機部件缸體的缸孔的應用來展現其對機加零件質量控制的方法,體現了圓度測量在零件加工中質量控制的重要性,為提高零件加工的質量打下了良好基礎。
圓度測量;缸孔加工;質量控制;圓度儀
隨著汽車行業在國際和國內的迅速發展,各汽車廠商的競爭日益激烈,發動機作為汽車的核心部件,相關質量技術要求也在時代的進步中更加體現其重要性。質量檢測作為汽車零部件生產制造中控制加工質量的關鍵環節,與市場和成本息息相關。圓度測量是形位公差檢測中的一種,在機加質量控制中使用廣泛,為零件加工質量的提高起到很大的作用。
本文針對發動機缸體的缸孔加工,利用圓度測量儀來監控其加工質量,充分體現了圓度測量在零件加工中質量控制的重要性,解決了實際生產問題,從而提高了生產效率和節約經濟成本。
1 圓度測量的原理以及評價方法
圓度是指回轉表面的橫向截面輪廓(圓要素)的形狀精度。橫向截面與回轉表面的軸線相交的交點,是圓要素的中心。圓要素上各點至該中心的距離為圓要素的半徑。當實際圓要素存在形狀誤差時,在圓要素上各點處的半徑并不相同,故圓要素的形狀誤差是其半徑變化的真實反映[1]。
圓度誤差表示實際圓要素精度的技術參數。測量圓度,就是確定實際圓要素的圓誤差,從而獲得它們的形狀精度狀況。圓度測量方法主要有回轉軸法、三點法、兩點法、投影法和坐標法,直接利用數據采集儀連接百分表法[2]。
圓度測量的評定方法包括:最小區域法、最小二乘法、最小外接圓、最大內接圓四種,而最終的圓度評價值與各零件在評價中所選用的濾波也有一定的關系,各行業在選擇濾波上根據各自的零件特色、直徑以及不同的設備也有相應的規則。
對于圓度測量,國內和國際上都相應制定了標準,在汽車制造以及發動機制造上都有相應應用,尤其在一些具有一定規模的企業都有自己的一套相關體系或規程。
2 圓度測量工具
目前工廠常用橋式三坐標和圓度儀進行圓度測量,由于對圓度指標的具體測量要求不同,所采用的測量工具也不同。當測量要求對圓度指標不是最終要求工位,且公差精度等級不高時,通常采用快速的三坐標進行測量,使用三坐標測量值作為參考值來調節加工的各個參數,保證加工精度和加工質量,包括刀具的使用,節拍的控制,加工的步驟等。當圓度要求較高,圓度技術控制是最終工序時,采用實驗室的圓度儀進行測量。
圓度儀分為轉軸式圓度儀和轉臺式圓度儀兩種類型[3]。
如下圖(a)所示為轉軸式圓度儀的結構原理圖,該種儀器測量時,測量過程中被測工件固定不動,儀器的主軸帶著傳感器和測頭一起回轉。轉軸式圓度儀通常為大型圓度儀,用來測量大型工件,一方面大型工件回轉起來需要的動力比較大,精度難以保證,另一方面大型工件回轉中,工作臺的精度難以調節。
如下圖(b)所示為轉臺式圓度儀的結構原理圖,該種儀器工作時傳感器和測頭的位置固定不變,而被測零件放置于回轉工作臺上,隨工作臺一起回轉。轉臺式圓度儀常常制作成結構小巧的臺式儀器,工作過程中被測零件隨工作臺一起回轉,受工作臺承載能力的限制,該類儀器常用于測量小型零件。兩種圓度儀結構原理圖如圖1所示。
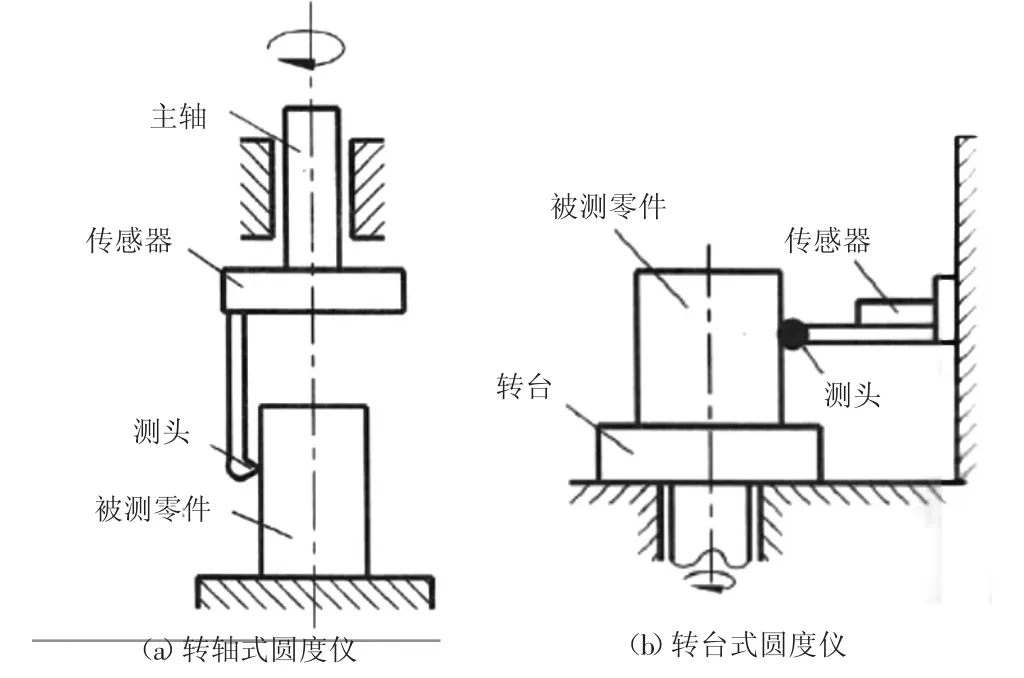
圖1 兩種圓度儀結構原理圖
實驗室同時具有上述兩種類型的圓度儀,鑒于缸體的體型和重量,實驗室采用大型圓度儀FMS8200和便攜式的圓度儀Incometer V115即轉軸式圓度儀測量缸孔的圓度,而小型圓度儀Tayloy365通常被用來測量檢具標準件、連桿、氣門等小型工件。
3 圓度測量在零件加工中的應用
發動機的3C件即缸體、缸蓋和曲軸的加工中,均有相關對于圓度質量控制的技術要求,而缸體作為汽車發動機的重要組成部件,在缸孔的檢測上尤為重要。如圖2所示為發動機缸體的三維圖,缸孔是氣體壓縮燃燒和膨脹的空間,并對活塞起導向作用,缸孔表面是發動機磨損最嚴重的表面之一,它的質量決定了發動機的使用壽命。
在實際生產環節,圓度儀等高自動化、高精度、高效率的自動檢測設備對生產效率和生產安全都起著至關重要的作用。
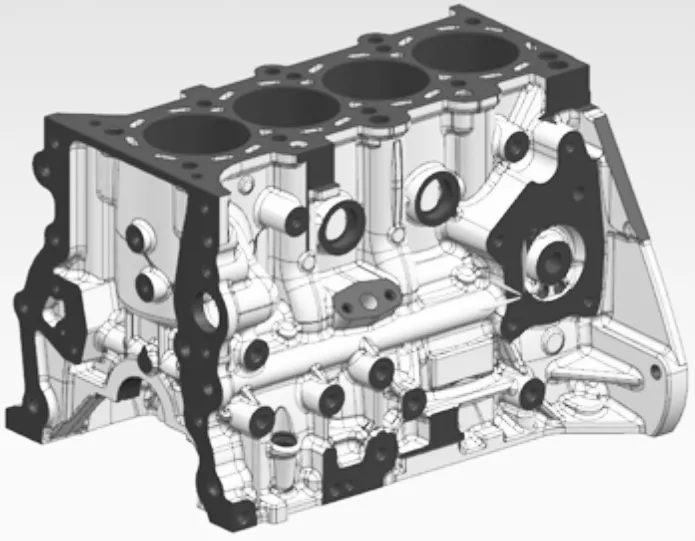
圖2 發動機缸體三維圖
3.1 缸體缸孔加工中的圓度測量
由于缸體材料需要較高的強度、良好的鑄造性能、耐磨性能、切削加工性能以及優良的熱疲勞性能,因此汽車發動機缸體制造的材料一般為灰鑄鐵和鋁合金,目前工廠采用的材料是灰鑄鐵。缸孔的加工工序為:粗鏜缸→半精—精鏜缸→精絎缸。
缸孔的主要加工工藝分為鏜孔和絎孔。粗加工主要是為了切削材料并為后續精加工奠定基礎,大多數采用鏜孔工藝。而對于精加工工序,珩磨可以同時達到缸孔表面粗糙度和儲油性能的要求,且不會影響缸孔表面的加工質量,可以降低汽車發動機油耗量,延長催化器的壽命,降低排放量,減少磨損。如下所示為缸孔在加工過程中,不同加工工序所對應的質量控制儀器的應用。
(1)粗鏜缸孔,加工工藝中只對缸孔的直徑和位置度作了要求,采用表塞規和三坐標檢測,為后續缸孔的加工確定好相應的尺寸,防止位置偏差帶來的缸孔傾斜。
(2)精鏜缸孔,加工工藝中對缸孔直徑位置度、垂直度和圓度都作了相應規定。除了直徑測量采用氣動檢具,其它均采用三坐標進行檢測。其中該工序圓度要求為0.015 mm,采用三坐檢測標可以滿足需求,如圖3所示為三坐標測量儀。
圖3 三坐標測量儀
(3)精絎缸孔,加工工藝中對缸孔直徑位置度、垂直度、圓度都作了相應規定。該工序直徑測量使用氣動檢具,位置度和垂直度采用線旁三坐標進行檢測。由于缸孔圓度要求為0.005 mm,精度高,因此采用如圖4所示轉軸式圓度儀進行測量。

圖4 轉軸式圓度儀
3.2 圓度測量數據分析
圓度測量數據結果包括測量數值和曲線圖形。如圖5所示為圓度測量值Q-DAS數據統計。采用Q-DAS集成數據統計,對加工零件的測量值實時進行統計分析,可以判斷生產線絎磨加工缸孔的過程能力,突出差異點,同時可以根據趨勢圖指導生產線的調整,刀具的調整等,從而提高生產效率和節約經濟成本。
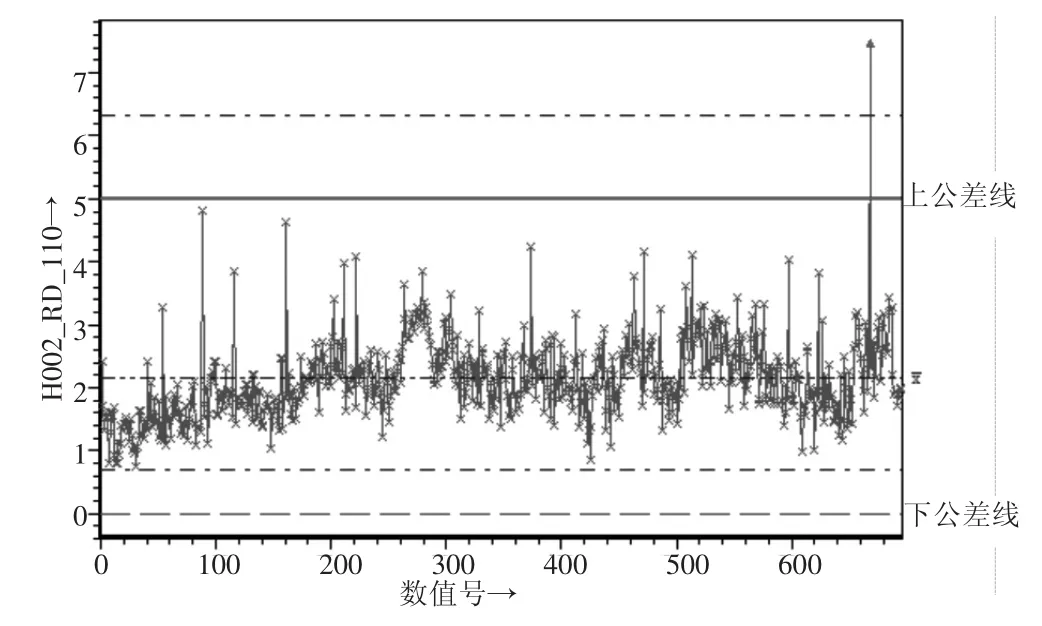
圖5 圓度測量值Q-DAS數據統計
圓度儀測量可以根據測量點模擬出測量的圓度圖形以及評價圓度曲線,通過實際圖形可以看出零件的缺陷所在,并分析出原因,進一步改善加工質量,提高整體加工水平。
缸孔在絎磨中,圓度圖形表現形式主要有尖峰低谷狀、拉毛鋸齒狀、橢圓桃子狀等。
(1)尖峰低谷狀,如圖6所示可以看出在實際的測量曲線中有一處尖峰或低谷,另擬合的圓度曲線也可見低谷狀,此處表現為異常點,分析此類問題時可以仔細觀察缸孔并觸摸,可發現此缸孔內表面有毛刺、毛屑或其它突兀污染物等現象,可以通過在送檢前進行打磨或清洗減少毛刺污染物等避免此類問題的發生。
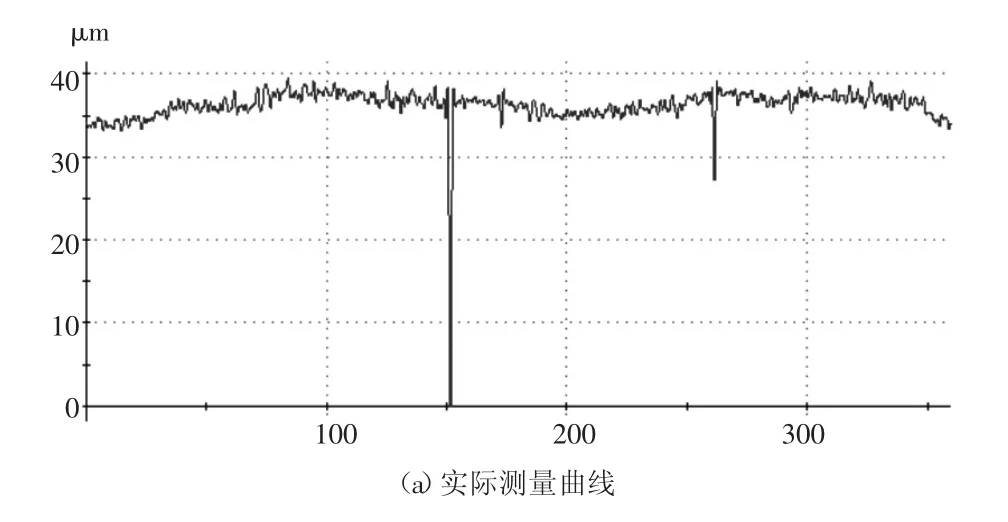
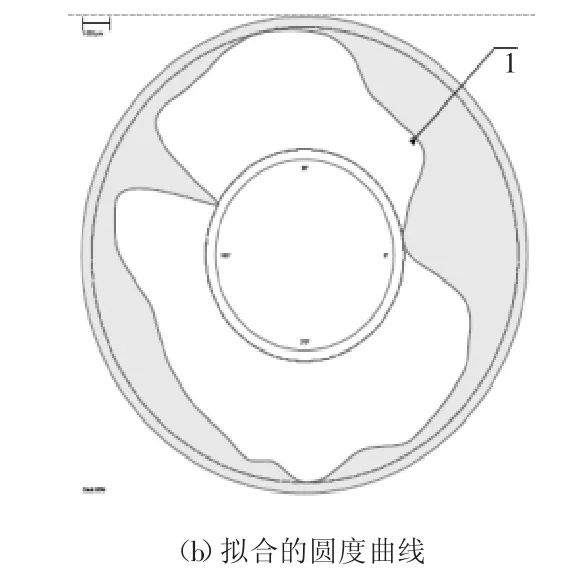
圖6 尖峰低谷狀輪廓
(2)拉毛鋸齒狀,如圖7所示,此類問題通常由多個深度不是很大的低谷或尖峰組成,分析此類問題時可以仔細觀察有問題的缸孔并觸摸,可發現此缸體內孔表面粗糙,網紋清晰可見,由此判斷出是缸體內孔粗糙影響了缸體圓度,可以通過提高缸體的內孔粗糙度等避免此類問題的發生。
圖7 拉毛鋸齒狀輪廓
(3)橢圓桃子狀,如圖8所示測量圖形呈橢圓狀,主要原因是由于刀具絎磨中刀具過長,晃動較大,加工不穩定造成。解決此類問題的有效方法為檢查機床和刀具,調整加工節拍,夾緊主軸。

圖8 橢圓桃子狀輪廓
綜上所述,對缸孔進行圓度測量前,需要對缸孔表面清潔干凈,保證裝夾過程對測量值無影響,操作無誤,在這些前提條件下才能正確地獲得測量數據,并對機加質量做出科學的引導,有效提高生產效率。
4 結束語
本文通過對缸孔加工中的圓度測量的闡述,體現了圓度測量對機加質量控制的重要性,在發動機的缸體、曲軸的各工序中無處不體現著相應的圓度測量需求。圓度測量與機加質量控制的影響遠遠不止這些,在后續不斷進步中仍需要不斷挖掘它的作用,只有掌握了這把利器,才能更好的適應未來的競爭市場。
[1]汪愷,張紀真.形狀和位置公差標準應用指南[M].北京:中國標準出版社,1999.
[2]甘永立.幾何量公差與檢測[M].5版.上海:上海科學技術出版社,2001.
[3]吳靜.機械檢測技術[M].重慶:重慶大學出版社,1999.
Roundness Measuring App lication in Cylinder Hole Processing
YUAN Xia1,YANG Qing-song2
(1.SAICGM Wuling Automobile Co.,Ltd.,Liuzhou Guangxi 545005,China;2.Liuzhou SAICMotor Transmission Co.,Ltd.,Liuzhou Guangxi545000,China)
In this paper,combined with the actual situation of the production site,introduced the roundnessmeasurement and roundness instrument of the relevant knowledge.The application of the cylinder bore of the engine in roundnessmeasurement shows the quality control of themachine parts,which reflects the importance of roundness measurement in the quality control of part processing,and improved the quality of the part processing has laid a good foundation.
roundnessmeasurement;cylinder bore processing;quality control;roundness instrument
TG806
A
1672-545X(2017)04-0100-04
2017-03-19
袁霞(1988-),女,湖北襄陽人,本科,助理工程師,主要研究方向:質量檢測。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中國生殖健康(2019年2期)2019-08-23 08:12:08
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
汽車觀察(2016年3期)2016-02-28 13:16:26
汽車與新動力(2015年1期)2015-02-27 12:11:01
