淺談Artis刀具監控在實際生產中的應用
2017-06-26 07:48:02吳明杰
裝備制造技術 2017年4期
吳明杰,唐 恒
(上汽通用五菱汽車股份有限公司,廣西柳州545007)
淺談Artis刀具監控在實際生產中的應用
吳明杰,唐 恒
(上汽通用五菱汽車股份有限公司,廣西柳州545007)
主要講述了Artis刀具監控的原理、Artis刀具監控的設置以及Artis刀具監控在曲軸線實際生產中的應用。通過實際案例,詳細闡述了Artis刀具監控對設備運行、產品質量控制和刀具壽命監控的重要性,希望該監控手段能在實際生產中得到更好,更廣泛地應用。
Artis;刀具監控;刀具壽命監控
Artis刀具監控技術是當代切削加工最穩定、最可靠的刀具監控技術,通過合理地設置刀具監控參數,可以使刀具壽命達到最大化。一方面避免了刀具磨損量低于磨頓標準,刀具實際壽命沒有得到充分利用而帶來的浪費,增加制造成本;另一方面也避免了刀具磨損量高于磨頓標準,導致工件表面加工質量和尺寸精度受到影響,嚴重時甚至會損壞機床[1]。
Artis刀具監控技術的目的就是在刀具的有效使用壽命內保護加工刀具,降低加工制造成本,控制工件表面加工質量,以實現制造利潤最大化。
1 Artis刀具監控原理
如圖1所示,Artis刀具監控的基本原理為:CTM卡與設備NC系統通過profibus總線進行連接,CTM卡接收各類傳感器檢測信號,將信號傳送到PCI控制單元,PCI控制單元對接收到的信號以曲線圖樣顯示在監控界面中,并與監控設置參數進行對比,向NC系統發送相應指令,以控制機床的加工動作[2]。
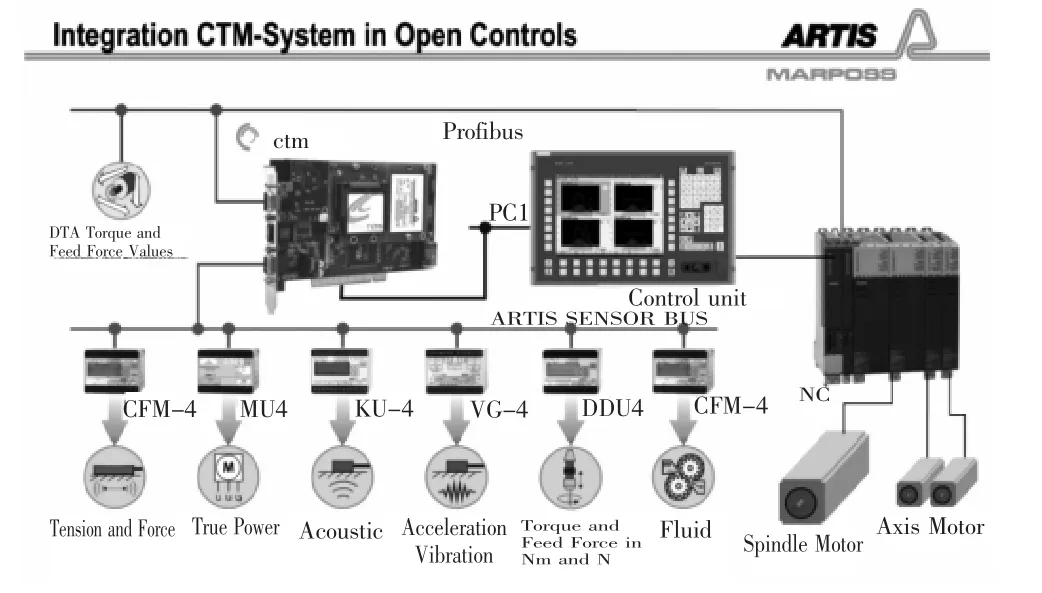
圖1 Artis刀具監控原理圖示
Artis刀具監控信號輸入主要通過:刀具表面張力、設備加工功率、聲波、震動加速度、扭矩及切削力、流量等類型進行監控[3],通過加工工況的不同,合理選擇監控類型,以達到預期的刀具監控目的。
2 Artis刀具監控的設置
Artis刀具監控主要設置參數及其作用如下:
Delay time Ts:延時監控起點,主要用于濾掉監控開始時候的雜波,相當于將監控的起點延時,可以直接輸入數字修改。作用是避免在加工開始階段發生誤報警。Artis監控曲線分析如圖2所示。

圖2 Artis監控曲線分析(來自Artis刀具監控系統)
Base line:監控基準線,例如此工步設置為50 ms,系統算出這50 ms中的空載扭矩平均值,然后在TS后的整個監控中,減去對應時間的空載扭矩。作用是去掉空載扭矩,方便觀察曲線和進行面積計算。只要使用base line功能,畫面上就會有一處豎條顯示,如圖3所示,此功能可以使具有斷刀下限功能的監控得到保證,避免斷刀下限誤報警的發生。

圖3 機床報“A056.2(RHP-SEOC)主軸1ARTIS刀具損壞”報警
Start delay:啟動延遲,用于抑制歸零后的不理想信號,相當于使用完Base line后的再次延時。若與Ts和Base line功能均開啟使用,它只能用于Ts和Base line功能后面。
Trigger:該參數的設定值為縱軸的百分比值,當觸發后“觸發”線以下的曲線不參與面積運算,主要是用于刀具的丟失報警。
Start pause:開始暫停,是在正常監控期間突遇到尖峰,可以將尖峰階段暫停監控。
Duration:監控時長,此參數用于調整監控時間的長短。
3 Artis刀具監控在曲軸線實際生產中的應用
目前上汽通用五菱汽車股份有限公司寶駿基地曲軸線所有設備Artis刀具監控采用的是震動加速度進行檢測,通過將震動加速度傳感器安裝在刀具驅動的主軸上,即時將刀具破損的信號傳遞至控制中心,控制機床運動。
案例1:曲軸線OP40A油孔鉆是曲軸油孔加工工位,該工位加工直油孔和斜油孔時刀具極易斷刀,導致油孔未鉆通,發動機運行時軸頸潤滑不足、軸瓦燒毀的嚴重后果。所以,針對該工位,設備增加了直油孔、斜油孔刀具Artis斷刀檢測功能,當刀具磨損到一定程度,或者刀具漏裝、刀具斷刀等,設備將通過刀具主軸的震動加速度檢測出存在的問題,機床產生報警和停機。
2017年3月1日,曲軸線OP40A油孔鉆機床發生“A056.2(RHP-SEOC)主軸1ARTIS刀具損壞”報警(如圖3、圖4所示)。查看ARTIS報警界面發現主軸1上2號刀加工到BN7工步的時候斷刀,刀具實際加工扭矩大于監控上限,設備報警。
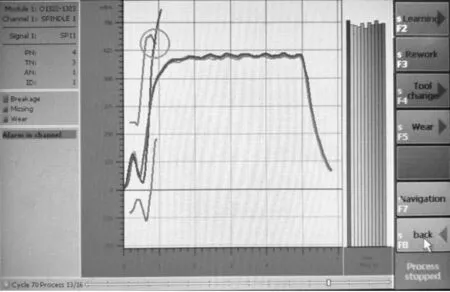
圖4 機床報警時Artis監控報警曲線
停機檢查刀具發現確實主軸1上2號刀具已斷,然后將未加工完成的兩件工件抽檢下來進行檢查,發現對應斷刀件的所加工孔里有斷刀碎片存在(圖5所示)。
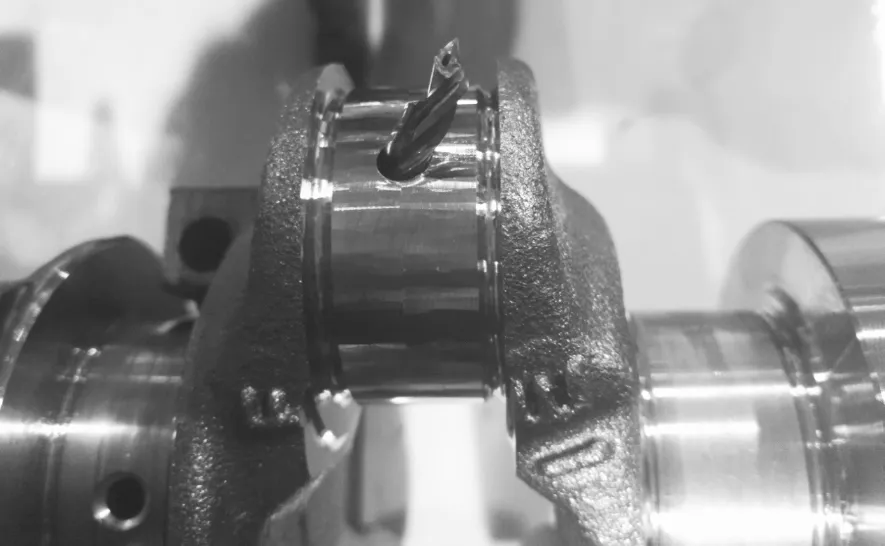
圖5 斷刀件有斷刀刀頭
通過合理設置刀具監控范圍,既避免了頻繁的設備誤報警,又可以在第一時間探測出刀具缺陷,避免批量質量事故問題發生。
案例2:曲軸線車車拉機床是曲軸粗加工設備,加工余量大,部分特征還存在斷續加工,刀具承受瞬間沖擊力較大,刀具極易崩刀。如果沒有對刀具崩刀進行準確、及時的探測,將導致批量質量事故發生,更嚴重的還會撞毀機床,后果不堪設想。
所以,需要在機床上增加Artis刀具監控功能,特別是粗車主軸頸、車發信盤端面以及油封、HUB直徑刀具,由于切削余量大,刀具容易崩裂。但是過于嚴格的監控參數將會導致設備頻繁誤報警,影響設備正常運行,對于刀具監控參數的設置,需要根據生產實際數據進行不斷優化,需找符合實際的監控值。
2013年12月20日,曲軸線OP20B車車拉機床發生“刀具破損監控通道2刀具破損(+H-A124032)L2”報警,查看ARTIS報警界面發現刀具在加工到BN5工步的時候斷刀報警,break=166%大于Upper limi(t150%)(如圖6所示),停機檢查刀具發現刀盤上28號刀位用于車發信盤直徑的CR31刀崩刀(如圖7所示)。

圖6 報警值break=166%大于上限Upper lim it(150%)

圖7 發信盤直徑的CR31刀崩刀
通過上述例子可以看出,Artis刀具監控在曲軸線生產中起到了舉足輕重的作用,通過合理地設置刀具監控參數,能夠第一時間將刀具崩刀等信息反饋出來,避免批量質量問題發生,并對機床起到了及時的保護,降低了生產制造成本。
4 結束語
Artis刀具監控在實際生產中起到了保護刀具、保護機床,避免批量質量問題發生的重要作用,合理地選擇刀具監控方式,以及合理地設置刀具監控參數,能夠更有效地對刀具缺陷進行探測,保證工件加工質量,降低生產制造成本。
[1]張寶金,宋書善,陳明.基于刀具狀態的切削力模型研究[J].工具技術,2010,44(2):27-30.
[2]朱紹維,李衛東,湯立民,等.ARTIS刀具監控系統在航空結構件銑削加工中的應用[J].中國機械工程,2016,27(15):2040-2043.
[3]鄧文科,彭林波,何蔚.數控加工中心的刀具監控技術[J].科技創新導報,2011(17):109-109.
Introduction to Artis ToolMonitoring App lication in PracticalProduction
WU Ming-jie,TANG Heng
(SAIC-GM-Wuling Auto Co.,Ltd.,Liuzhou Guangxi545007,China)
This article mainly tells the story of artis cutting toolmonitoring principle,artismonitoring tool setting and artis toolmonitoring application in the crankshaft production line.Through actual case studies,in detail elaborated the artis toolmonitoring of equipment operation,product quality control and the importance ofmonitoring the tool life,hope themonitoringmethod can get better and more widely in actual production application.
artis;toolmonitoring;artis toolmonitoring
TG659
B
1672-545X(2017)04-0106-03
2017-01-17
吳明杰(1987-),男,廣西桂平人,學士,助理工程師,研究方向為機械設計制造及其自動化方向。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
少先隊活動(2021年4期)2021-07-23 01:46:22
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
設備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
