氣門鎖片帶料自動撥裝式壓頭設計
2017-06-29 12:00:51宋佳柏松王宏娟
中國設備工程 2017年11期
關鍵詞:發動機
宋佳,柏松,王宏娟
(1.中國科學院沈陽計算技術研究所有限公司,遼寧 沈陽 110168;2.中國航發沈陽黎明航空發動機有限責任公司,遼寧 沈陽 110043)
氣門鎖片帶料自動撥裝式壓頭設計
宋佳1,柏松2,王宏娟1
(1.中國科學院沈陽計算技術研究所有限公司,遼寧 沈陽 110168;2.中國航發沈陽黎明航空發動機有限責任公司,遼寧 沈陽 110043)
發動機是汽車核心部件,決定汽車性能最關鍵因素。缸蓋氣門彈簧座與鎖片的裝配采用傳統手動的工藝形式,勞動強度大、難度高,裝配質量得不到保證。近幾年在汽車發動機制造行業,氣門鎖片壓裝機被廣泛地應用,氣門鎖片不帶料自動推壓式壓頭存在的局限性難以避免。為了解決先預裝后推壓工藝、推壓短氣門桿質量差效率低的問題,本文提供一種氣門鎖片帶料自動撥裝式壓頭的設計方法,實現了氣門鎖片一次性壓裝到位撥推工藝。
氣門鎖片;氣門頂桿;鎖片壓頭
發動機是汽車核心部件,決定汽車性能最關鍵因素。缸蓋是發動機的主要零部件之一,肩負著發動機的燃燒和配氣機構,也是發動機工作最惡劣的部件,承受很大的熱負荷和機械負荷,因此其加工和裝配質量對發動機的性能具有很大的影響。
氣門鎖片不帶料自動推壓式壓頭,雖然解決了人工壓裝存在的問題,但因汽車發動機行業零部件種類繁多,存在的局限性也難以避免。比如進入壓裝機前需要預壓,保證壓裝機分別對進氣、排氣兩側氣門旋轉壓裝時彈簧座和鎖片不至于脫落;氣門彈簧自由高度大于氣門桿伸出長度,預壓工藝很難滿足實際工況需求,推壓式壓頭導致彈簧擠飛,降低了壓裝質量和壓裝效率。因此,本文設計了一種氣門鎖片帶料自動撥裝式的壓頭。
1 工作原理
為了克服現有的人工壓裝存在的不足,設計了一種氣門鎖片帶料自動拔裝式壓頭,解決了先預裝后推壓兩工藝、推壓短氣門桿質量差效率低的問題,實現了氣門鎖片一次性壓裝到位撥推工藝。
該壓頭采用彈簧系統, 利用彈簧的壓力來保證氣門彈簧蓋、氣門鎖片、氣門頂桿的相對位置,從而實現效率高、裝配質量穩定壓裝效果。
2 結構設計及動作實現
2.1 結構設計
在圖1、2中,氣門鎖片帶料自動撥裝式壓頭結構包括頂芯、撥套、永磁體、彈簧、撥片、壓頭體及驅動裝置,其中壓頭體為中空結構,壓頭體的上端與鎖片壓裝機的基板連接,下端設有多個永磁體,永磁體用于磁吸帶有氣門鎖片的氣門彈簧座。撥套和頂芯由外到內依次插設于壓頭體的腔體內、撥套和頂芯可相對滑動,彈簧容置于壓頭體的腔體內、并位于頂芯的上方,頂芯的下端通過氣門鎖片軸向限位。撥片的一端與撥套的上端連接,另一端與安裝在基板上的驅動裝置連接。

圖1 整體外型等軸側圖

圖2 整體外型側視圖
壓頭體的側壁上沿軸向設有與腔體連通的條形孔,撥片容置于條形孔內,并通過驅動裝置的驅動可在該條形孔內滑動。撥套的下端和壓頭體的下端內壁為錐面配合,壓頭體的下端端面上沿周向設有多個凹槽,多個永磁體分別容置于多個凹槽內。
撥套和頂芯由壓頭體的上端口插設于壓頭體的腔體內,頂芯上下貫穿壓頭體內部。壓頭體的腔體上端螺紋連接有螺堵,螺堵配合頂芯,提供滑動定位,同時給予彈簧上支撐力,彈簧的兩端分別與螺堵和頂芯抵接,即彈簧上連螺堵,下推頂芯,提供頂芯的彈性力,保證頂芯有足夠上下滑動空間;撥推初始,頂芯的下端頭頂住氣門鎖片,撥推時頂氣門桿;撥套介于頂芯外層、并位于壓頭體內部,上部連接撥片,下部緊貼壓頭體的錐孔,上下有滑動空間。
本結構中,述永磁體為八個,八個述永磁體嵌入壓頭體下端面的凹槽內,該凹槽為斜槽。永磁體磁吸氣門彈簧座,使氣門彈簧座的位置不發生改變。八個永磁體提供足夠含銜氣門鎖片和氣門彈簧座的磁力。
壓頭進一步包括導向軸,導向軸的上端與基板固定連接,導向軸的下端插設于撥片上設有的導向孔內。驅動裝置為氣缸,氣缸安裝在基板上、輸出端與撥片通過螺栓連接。氣缸提供驅動時,撥片被上下帶動,使撥套瞬間沖推氣門鎖片。
壓頭同時包括固定安裝在基板上的檢測開關,該檢測開關用于反饋氣門鎖片撥推到位信號,采用光電形式開關。
壓頭為多個并同步動作,相鄰兩個壓頭中的撥片共同與一個氣缸的輸出軸連接,一氣缸的瞬間沖擊推力可撥推兩個氣門鎖片分別卡入兩個氣門桿的環形定位槽內;采用一列八壓頭形式,如圖1所示。
氣門鎖片為錐形結構、并嵌設于氣門彈簧座上設有的環形錐臺孔內,氣門鎖片的內壁上端沿周向設有環形凸起,該環形凸起用于與氣門桿上的環形定位槽卡接,如圖3所示。
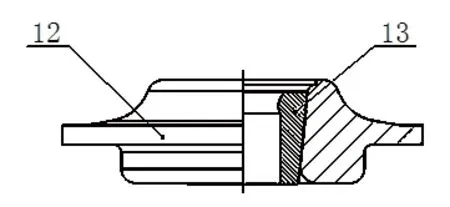
圖3 應用的帶有氣門鎖片的氣門彈簧座的結構示意圖
該結構采用推撥于壓頭內一次完成,極大地縮短裝配時間,降低工作強度,體現該結構在氣門鎖片壓裝機上高效性。
2.2 動作實現
該壓頭的動作實現過程是:氣門鎖片帶料自動撥裝式壓頭結構,初始狀態時,壓頭體通過八個永磁體磁吸氣門鎖片及氣門彈簧座,如圖4所示。
帶料的壓頭結構沿氣門桿方向靠近鎖片壓裝機內發動機缸蓋,氣門桿反推頂芯,壓頭結構內彈簧被壓縮,氣門桿進入壓頭體內部。氣缸處于待機狀態,撥片處于上極限位,撥套自然狀態。受局部摩擦影響,氣門鎖片離開氣門彈簧座環形錐臺孔。撥套受重力影響,壓頭體內部空間緊湊,氣門鎖片不會翻轉或側滾,如圖4所示。

圖4 撥裝氣門鎖片的初始狀態圖
氣門桿進入壓頭體內一定深度,壓頭結構靜止,氣缸撥推撥片,撥片瞬間沖擊撥套,撥套沿頂芯的軸向擠壓氣門鎖片的上表面,使氣門鎖片卡卡入氣門桿的環形定位槽內,如圖6所示。

圖6 撥裝氣門鎖片完成狀態圖
壓頭體完成撥裝氣門鎖片,此時檢測開關反饋氣門鎖片的到位信號,氣缸泄氣,撥片回退至初始位置。壓頭結構沿氣門桿的軸線方向離開鎖片壓裝機內發動機缸蓋。氣門彈簧推住氣門鎖片,環形錐臺孔單向卡住氣門彈簧座,完成氣門鎖片裝配。撥套在重力作用下回到初始位置,頂芯重新被壓頭體內彈簧推下。
3 結語
氣門鎖片帶料自動撥裝式壓頭采用推撥于壓頭內一次完成,極大地縮短裝配時間,降低工作強度,在氣門鎖片壓裝機上具有高效性,該結構適用于任何氣門鎖片壓裝機,且針對長、短型氣門開發,提供良好的系統兼容性。壓頭體內部空間緊湊,運動時序、空間互不干涉,體現該結構可靠性、穩定性。針對氣門彈簧長度大于氣門桿伸出長度的工況,可快速有效地完成氣門鎖片帶料撥裝。
[1]高毅華.發動機缸蓋氣門鎖片壓裝方案優化[J].航空精密制造技術,2015,51(4):56~59.
[2]趙天明,李經茂,韓秀茄.一種缸蓋氣門彈簧蓋、鎖片壓裝頭[J].汽車實用技術,2013(6):93~95.
U464.132
:A
:1671-0711(2017)06(上)-0118-03
猜你喜歡
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
汽車維修與保養(2020年11期)2020-06-09 05:42:06
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
汽車維護與修理(2016年3期)2016-02-28 13:16:54
汽車維修與保養(2015年1期)2015-04-17 03:25:30
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年6期)2014-02-27 12:10:49
汽車與新動力(2014年5期)2014-02-27 12:10:41
汽車與新動力(2014年2期)2014-02-27 12:10:15