基于某型發動機特殊狀態杠桿的狀態分析
2017-07-02 06:24:04張國紅寇德均韓晨諶青軍成都航利集團實業有限公司
航空維修與工程 2017年12期
■ 張國紅 寇德均 韓晨 諶青軍/成都航利(集團)實業有限公司
加力特殊工作狀態的功能是根據發動機綜合調節器的指令,重調發動機的主狀態和加力狀態,以減小發動機總的燃油消耗量。對于噴口—加力調節器來說,在“OP”特殊狀態時,油門桿刻度為111.5?~112.5?,加力燃燒室燃油耗量減少,噴管臨界截面積直徑減小6%。
“OP”特殊狀態工作附件由兩部分組成,一個是感受油門桿位置的受感部分,一個是將綜合調節器指令變為減小加力供油量的執行部分。杠桿處于執行部分,主要起到中間傳遞力的作用。當綜合調節器發出接通加力特殊工作狀態的電信號時,特殊狀態電磁活門ИМ5通電,關閉加力供油量重調活門下腔回油路,使下腔壓力增大,活塞上移,并通過杠桿向左移動凸輪軸,使杠桿繞軸作逆時針轉動,節氣針右移,輸往波紋管中的氣壓P2''減小,因此擺叉活門左移,造成第五輸油圈定量活門右移,通過平衡架的右移,使通往第二、第一和第五輸油圈的油路關小,加力燃燒室的供油量減少。
1 工作原理

表1 檢測報告
2 零件特性分析
針對某型發動機特殊狀態杠桿零件表面出現裂紋情況,對杠桿進行了材料分析、材料硬度分析和裂紋特性分析。
1) 材料分析
經查杠桿無制造圖樣,無法獲取其材料成分,在分析鑒定零件材料成分后,結論為30СrMnSiA,調質鋼,檢測報告如表1所示。
根據零件材料牌號,查《中國航空材料手冊》相關內容,該材料室溫抗剪強度值為715MPa(橫向)。
3) 材料硬度分析
對該零件的開口槽一端進行金相試驗分析,結論為:內圓滲碳層深0.91mm,心部組織為回火索氏體+殘余奧氏體+碳化物,滲層為回火馬氏體+碳化物,開口槽內部為滲碳層,而基體材料硬度為HV0.2:308~315,檢測結果如圖1所示。
3) 裂紋特性分析
針對該零件磁力探傷裂紋情況(見圖2),為研究裂紋產生原因,在生產現場任意選取了一件因裂紋而報廢的杠桿,送理化室分析裂紋特性,分析鑒定結果認為探傷發現的裂紋屬于材料裂紋。
3 受力分析
根據杠桿(見圖3、圖4)實際工況條件,進行理論受力分析。
1) “OP”特殊狀態處于非工作狀態
當“OP”特殊狀態處于非工作狀態時,加力供油量重調活門在復位彈簧及上下腔油壓的共同作用下處于平衡狀態,相關零組件無相對位移,認為此時杠桿不受來自加力供油量重調活門和滾輪的作用力。
2) “OP”特殊狀態處于工作狀態
如果“OP”特殊狀態啟用,杠桿兩端將受到加力供油量重調活門和滾輪給予的力。假設受力作用于杠桿的С、A兩點,且力的方向均垂直于兩端,做緩慢勻速轉動,如圖5所示,該條件下杠桿所受力矩達到最大值。
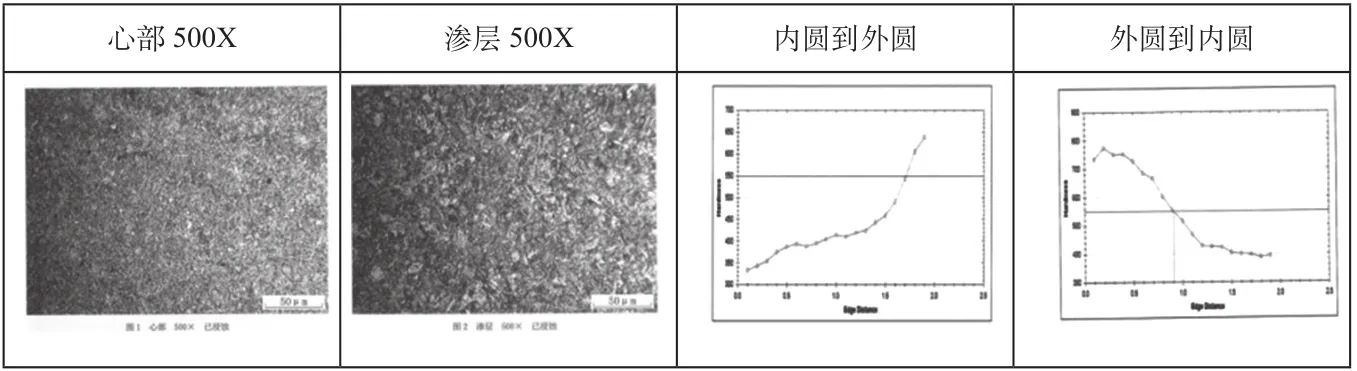
圖1 分析檢測結果
a. 首先,將杠桿所受力矩向B點簡化,得
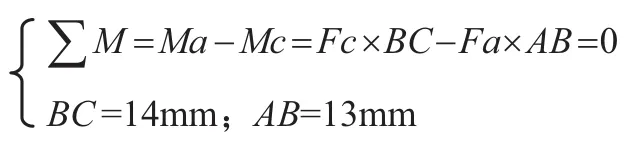
計算得出
Fc為加力供油量重調活門下腔油液壓強與接觸面積乘積。
b. 經查,加力供油量重調活門(見圖6)上腔油液壓強Pc上為1.1~1.2MPa,取Pc上=1.2 MPa;加力供油量重調活門下腔油液壓強Pc下為2.009~2.156MPa,取Pc下=2.2MPa;加力供油量重調活門上腔彈簧工作狀態向下的彈力為F彈=6N,計算加力供油量重調活門所受合力如下。
由圖7可計算出接觸面積:
S上=π·0.0092=2.54×10-4m2
S下= π·0.0092-π·0.00252=2.34×10-4m2由圖7可計算出上下腔油壓:

由此得出:

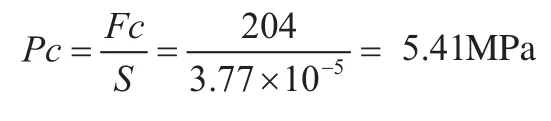
計算С點的剪切強度,С處的截面如圖8、圖9所示。
計算得到С處截面面積
Sc=3.77×10-5m2
所以,С處所受剪切強度
計算A點的剪切強度,A處的截面如圖10、圖11所示。
計算得到A處剪切面面積
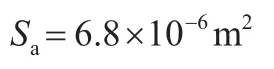
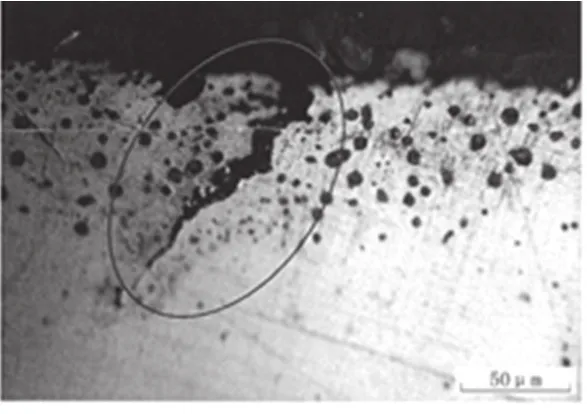
圖2 磁粉線形顯示位置金相
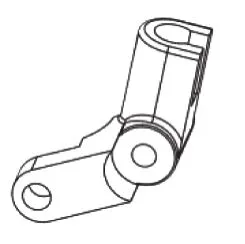
圖3 杠桿
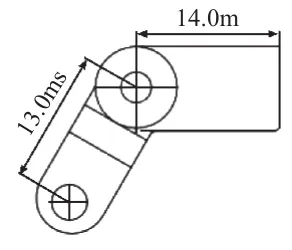
圖4 杠桿尺寸示意圖
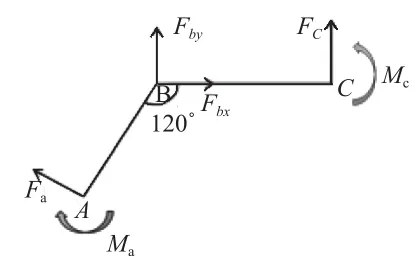
圖5 杠桿受力簡圖
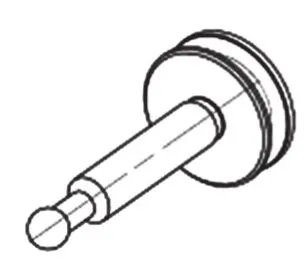
圖6 加力供油量重調活門
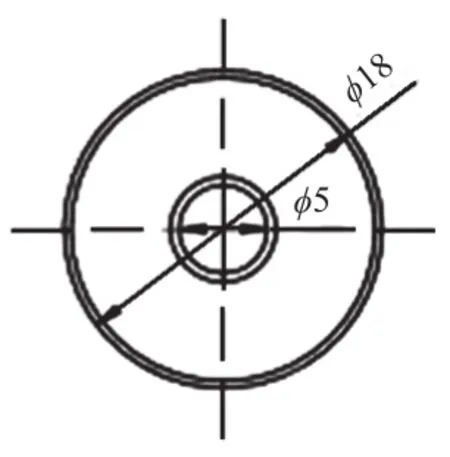
圖7 受油壓截面圖

圖8 C處受力面圖
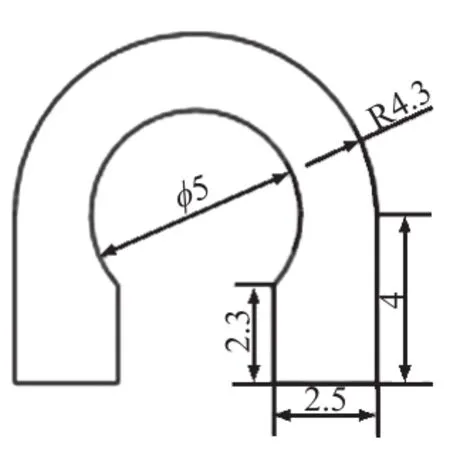
圖9 C處的截面圖
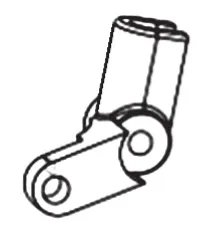
圖10 A處受力面圖
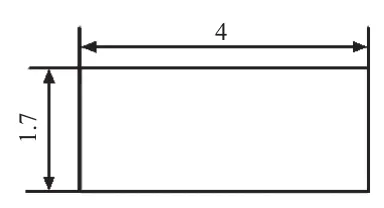
圖11 A處的截面圖
所以,A處所受剪切強度
比較A點和С點處所受剪切強度,32.35MPa>5.41MPa,即A點處所受剪切強度大于С點處的剪切強度。
結合查閱《中國航空材料手冊》得到的杠桿材料室溫抗剪強度值715MPa,可以得出32.35MPa<<715MPa,即杠桿工作過程中受到的最大剪切強度遠小于材料允許的剪切應力。
4 結論
通過杠桿的理論受力分析情況可知,零件工作過程中受到的剪切應力遠小于材料允許的剪切應力,即零件的設計安全系數較大;但當零件表面出現裂紋時,材料的抗剪力呈衰減趨勢。
根據目前掌握信息,噴口加力調節附件僅在大修地面試驗器上進行“OP”特殊狀態試驗性能參數調整時才使用該零件,故該零件的工作頻率較低。
綜合以上分析,對于磁力探傷發現的杠桿上存在的材料裂紋,由于是非使用過程中產生,且外場未使用“OP”特殊狀態,故不影響發動機裝機使用。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年18期)2018-11-14 01:48:24
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
山東工業技術(2016年15期)2016-12-01 05:31:22
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
建筑材料學報(2014年3期)2014-03-11 17:08:02
終身教育研究(2014年5期)2014-02-28 01:23:06
