低合金鋼鉚焊工藝性能研究
2017-07-19 16:44:35艾博書王連波李克彬
卷宗 2017年11期
關(guān)鍵詞:工藝
艾博書+王連波+李克彬


摘 要:鉚焊件的應(yīng)用在許多工具的使用上是十分重要的組成部分, 鉚焊應(yīng)用技術(shù)的國際標(biāo)準(zhǔn)約束是非常嚴(yán)格的, 文章針對低合金鋼鉚焊工藝進(jìn)行研究。
關(guān)鍵詞:鉚焊;工藝;材料
鉚焊是電焊的一種焊接方式。通常的焊法是將被焊接的物體用焊條滲透。一般用于焊接比較厚的金屬。鉚焊分為冷鉚和熱鉚,冷鉚即用鉚釘連接,熱鉚就是焊接,即通過高溫將兩種金屬的連接部位熔化在一起。
1 試驗(yàn)方法
試驗(yàn)所用材料為1mm厚的A6061鋁合金和Q235低碳鋼板,鉚釘?shù)牟馁|(zhì)也為Q235低碳鋼。其成分如表1所示。焊前,鋁合金板、鋼板以及鉚釘用丙酮清洗,并風(fēng)干。如圖1所示對鋁合金板與鋼板進(jìn)行搭接裝配。鋁合金板搭接區(qū)的圓孔直徑為3mm。要求鉚釘直徑與鋁合金板上的孔達(dá)到緊配合;其長度要稍大于鋁合金板的厚度,控制在1.1~1.3mm內(nèi)。焊接時(shí)間為10周波,電極壓力為4kN保持不變,焊接電流在9~23kA范圍內(nèi)每2kA變化;所用電極頭的直徑為6mm。每一焊接條件焊接7個(gè)試樣,2個(gè)用于組織觀察,5個(gè)用于拉伸試樣。
焊后在室溫條件下以1.7×10-5m/s的速率對接頭進(jìn)行拉伸試驗(yàn)。對部分接頭進(jìn)行斷面觀察試驗(yàn)。垂直于接合界面沿焊點(diǎn)直徑橫切焊接接頭,研磨、拋光其斷面。通過光學(xué)顯微鏡、掃描電子顯微鏡(SEM)觀察、分析接頭微觀組織。
2 試驗(yàn)結(jié)果與分析
圖2a顯示了接頭的斷面,該接頭是在焊接電流為13kA時(shí)獲得的。在焊接區(qū)沒有觀察到裂紋、孔洞等焊接缺陷的生成。但是鉚釘上端部發(fā)現(xiàn)有粗化的現(xiàn)象。由于鉚釘長度略大于鋁合金的板厚,點(diǎn)焊中鉚釘首先接觸電極,進(jìn)而通電加熱。在電極壓力作用下鉚釘發(fā)生塑性變形。鉚釘端部這種粗化變形被認(rèn)為是有利于接頭性能的改善。圖2b顯示了接頭局部掃描電子顯微鏡形貌。從圖2b中可以觀察到鉚釘與鋁合金接合界面(鋁/鉚釘界面)、鋁合金與鋼板接合界面(鋁/鋼界面)以及鋼板與鉚釘接合界面(鋼/鉚釘界面)。在這種低倍率情況下,在上述三種界面均未觀察到焊接缺陷。
對電阻鉚焊這一技術(shù)而言,鋼質(zhì)鉚釘與其周圍的鋁合金之間的連接是非常關(guān)鍵的。因?yàn)閮煞N材料的線膨脹系數(shù)差別很大,不易連接。鋁合金處于焊接區(qū)外緣,其膨脹率為23.6×10-6/K,而處于焊接區(qū)中心的鋼質(zhì)鉚釘?shù)呐蛎浡蕛H為11.75×10-6/K,這可能導(dǎo)致通電加熱時(shí)鋁合金與鉚釘因不同步膨脹而難以連接。
圖3a顯示了接頭中鋁/鉚釘界面區(qū)掃描電鏡形貌。在該界面觀察到一層厚度約為3.5μm反應(yīng)物生成。該反應(yīng)層在鉚釘側(cè)呈鋸齒狀、凸凹起伏,而在鋁合金側(cè)則表現(xiàn)比較平坦。圖3b是對圖3a中A處成分分析的結(jié)果。從鋁/鉚釘界面反應(yīng)層中檢測出Al與Fe元素,其原子分?jǐn)?shù)分別為34.3%和65.7%。根據(jù)Fe-Al二元相圖可以推測出界面反應(yīng)物為FeAl。在鋁合金與鋼的電阻點(diǎn)焊研究中發(fā)現(xiàn)生成在接合界面的金屬間化合物為Fe2Al5和FeAl3。這與文中所得結(jié)果不一致的原因被歸結(jié)于鉚釘?shù)娜刍n愃朴阡摰碾娮椟c(diǎn)焊,在通電加熱中電阻較大的鉚釘發(fā)生熔化。這也導(dǎo)致靠近鋁/鉚釘界面的鋁合金也發(fā)生熔化。熔融的Al與Fe元素相互擴(kuò)散形成α-Fe,在隨后的凝固中析出FeAl。
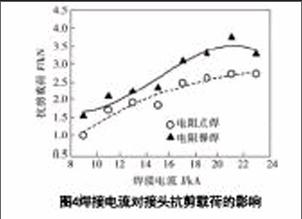
圖4顯示了焊接電流對鋁合金與鋼電阻鉚焊、電阻點(diǎn)焊接頭抗剪載荷的影響。電阻鉚焊接頭抗剪載荷隨焊接電流的增大而增大,當(dāng)焊接電流為21kA時(shí)達(dá)到最大值,約為3.85kN;再繼續(xù)增大焊接電流,電阻鉚焊接頭抗剪載荷則呈下降趨勢。文中所得電阻鉚焊接頭破壞形式均為紐扣式斷裂。電阻鉚焊接頭在抗剪試驗(yàn)中受剪切力的面由鋼/鉚釘接合面、鋁/鋼接合面兩部分組成。隨著焊接電流的增大,鋁合金與鋼板的接合區(qū)域而變寬。這是在較低的焊接電流范圍內(nèi)電阻鉚焊接頭抗剪載荷隨焊接電流的增大而增大的原因。然而焊接電流過大會導(dǎo)致焊接區(qū)塑性變形嚴(yán)重而變薄。對于紐扣式破壞來說,接頭接合區(qū)域面積和焊接區(qū)厚度是影響接頭抗剪載荷的重要因素。所以焊接電流過大,電阻鉚焊接頭抗剪載荷呈下降趨勢。
如圖4所示,相比于普通電阻點(diǎn)焊,在相同的焊接條件下采用電阻鉚焊方法焊接的鋁合金與鋼接頭具有較高的抗剪載荷。這顯示對于鋁合金與鋼異種材料連接來說電阻鉚焊還是一種相對有效的方法。但是就絕對強(qiáng)度而言,鋁合金與鋼電阻鉚焊接頭還頗顯較低。所以在此嘗試性試驗(yàn)之后仍需在協(xié)調(diào)配合鉚釘尺寸與焊接參數(shù),以進(jìn)一步改善接頭性能、提高效率兩方面進(jìn)行深入研究。
3 結(jié)束語
(1)采用電阻鉚焊方法焊接鋁合金與鋼是比較有效的。
(2)在鋁/鉚釘、鋁/鋼接合界面均觀察到了反應(yīng)層的形成,通過成分分析得知生成兩界面的反應(yīng)物分別是FeAl與FeAl3。
(3)采用電阻鉚焊焊接的鋁合金與鋼接頭最大抗剪載荷為3.85kN,接頭性能仍需進(jìn)一步提高。
參考文獻(xiàn)
[1]房永順.鉚焊件制作時(shí)焊接溫度的控制措施探討[J].智能城市,2016,(10):91.
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
