鍛造成形方式對外圈滾道周向非相關(guān)磁痕的影響
2017-07-25 02:58:44張玲楊爭陳學(xué)武陳治山劉菁
軸承 2017年1期
關(guān)鍵詞:變形
張玲,楊爭,陳學(xué)武,陳治山,劉菁
(1.洛陽LYC軸承有限公司,河南 洛陽 471039;2.航空精密軸承國家重點實驗室,河南 洛陽 471039)
軸承套圈在磁粉探傷過程中,雖然非相關(guān)磁痕相對于相關(guān)磁痕的發(fā)生率很低,但也時有發(fā)生。非相關(guān)磁痕不是來源于真正的缺陷,但用戶在驗收時極為嚴(yán)格。在大型圓柱滾子軸承的制造過程中,外圈鍛造成形方式對滾道周向非相關(guān)磁痕的產(chǎn)生影響較大。大型軸承外圈常見的鍛造成形方式有1 t錘自由鍛和1 000 t壓力機(jī)。自由鍛鍛造成形時,采用緩慢的變形速度和較小的變形力,具有靈活性、適應(yīng)性強(qiáng)的特點,可以更好地滿足用戶要求;壓力機(jī)鍛造成形由于生產(chǎn)效率高,也逐漸被推廣使用。當(dāng)外圈使用壓力機(jī)成形時,磁粉探傷發(fā)現(xiàn)其滾道部位常存在大面積、均沿圓周方向分布的多條短線狀磁痕,針對樣圈進(jìn)行了多次分析及相關(guān)工藝試驗,證明不同鍛造方式對此類批量磁痕的產(chǎn)生有影響,為此,進(jìn)一步開展了相關(guān)鍛造工藝試驗,并加以驗證。
1 試驗
1.1 試樣材料及狀態(tài)
試樣材料采用GCr18Mo電渣重熔鋼,共進(jìn)行兩批次試驗,每次試驗均選擇鋼廠提供的同一母爐號的原材料組批。材料進(jìn)廠檢驗其化學(xué)成分及非金屬夾雜等項目均符合TB/T 3010—2001《鐵道車輛滾動軸承高碳鉻軸承鋼訂貨技術(shù)條件》要求。材料狀態(tài)為熱軋退火態(tài),棒料直徑為110 mm。該批原材料采用多臺階塔形試樣進(jìn)行熒光探傷[1],無帶狀碳化物磁痕,均符合企業(yè)標(biāo)準(zhǔn)。
1.2 鍛造工藝及成形設(shè)備
外圈外徑為250 mm,其鍛造工藝流程:下料→中頻感應(yīng)加熱→鍛造成形(鐓粗→沖孔→擴(kuò)孔→整徑)→正火→退火。分別采用1 t錘自由鍛生產(chǎn)線(簡稱自由鍛)和1 000 t壓力機(jī)生產(chǎn)線(簡稱壓力機(jī))進(jìn)行鍛造成形。
1.3 試驗步驟
1)采用壓力機(jī)和自由鍛2種外圈成形方式進(jìn)行對比試驗;
2)改變壓力機(jī)凸模,采用壓力機(jī)成形模式進(jìn)行試驗;
3)進(jìn)行磁痕樣圈(壓力機(jī)成形產(chǎn)生)和無磁痕樣圈(自由鍛成形產(chǎn)生)的流線對比試驗。
所有試驗批次產(chǎn)品給予標(biāo)識,在各工序單獨移動跟蹤。鍛造工序中始鍛溫度和終鍛溫度工藝參數(shù)不變,擴(kuò)孔及整徑工序工藝也不變。
2 試驗結(jié)果
2.1 不同鍛造成形方式的影響
熱處理和磨加工工藝及探傷方法均相同,分別采用2種鍛造成形方式后,對外圈進(jìn)行磁粉探傷,其滾道周向非相關(guān)磁痕的廢品率統(tǒng)計結(jié)果見表1。由表可知,不同鍛造成形方式會影響外圈滾道的周向磁痕廢品率,壓力機(jī)鍛造成形的外圈滾道周向磁痕廢品率遠(yuǎn)遠(yuǎn)高于1 t錘的自由鍛成形模式。

表1 磁痕廢品率統(tǒng)計Tab.1 Statistics on rejection rate of magnetic mark
2.2 改變壓力機(jī)凸模后的影響
為了降低壓力機(jī)鍛造成形產(chǎn)生的磁痕廢品率,第1次試驗采用縮短壓力機(jī)的凸模高度,增大沖孔時穿掉的料芯直徑的方法。考慮到自由鍛錘凸模帶角度的特點,第2次工藝試驗適當(dāng)增加沖孔凸模角度,以改善滾道部位流線變形方向。由表1可知,改變壓力機(jī)凸模,仍然采用壓力機(jī)成形,對外圈滾道周向磁痕的廢品率沒有產(chǎn)生積極效果。
2.3 外圈流線分析結(jié)果
選擇自由鍛的無磁痕外圈和壓力機(jī)的磁痕外圈各一件,沿外圈高度方向切取整條試樣,細(xì)磨加工后,進(jìn)行熱酸洗工藝試驗,觀察其流線分布如圖1所示。由圖可知,無磁痕樣圈金屬流線的縱斷面流線分布合理,均沿材料軋制方向分布,油溝部位局部收斂,沒有明顯的流線沿滾道處斷裂和露頭等異常現(xiàn)象(圖1a);磁痕樣圈滾道處金屬流線有露頭現(xiàn)象(圖1b、圖1c)。為了進(jìn)一步了解磁痕樣圈縱斷面的帶狀組織情況,沿外圈高度方向1/2處截斷整條試樣,磨制縱斷面觀察磁痕處是否有帶狀碳化物,結(jié)果如圖2所示。由圖可知,滾道處帶狀碳化物組織與滾道面呈一定的角度分布,大致與滾道縱截面的流線方向一致(圖2b)。進(jìn)一步分析發(fā)現(xiàn),鍛造流線沿滾道處斷裂,正好是原材料帶狀組織周向斷開處。
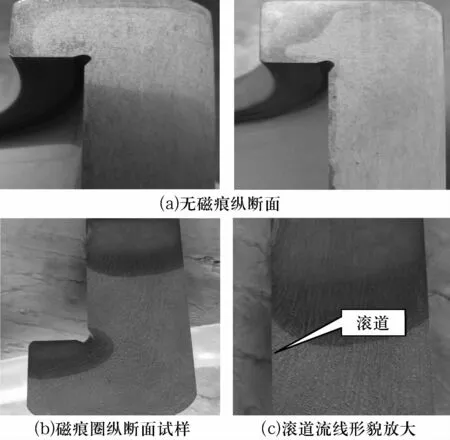
圖1 流線分布Fig.1 Stream line distribution
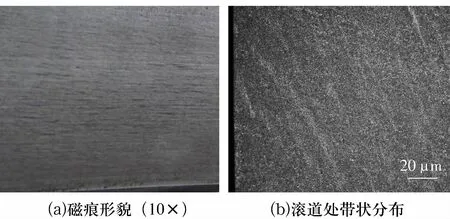
圖2 外圈周向磁痕形貌及帶狀組織分布Fig.2 Morphology of circumfer ential magnetic mark and distribution of banded structure
3 分析討論
由于外圈在1 000 t壓力機(jī)鍛造鐓粗及沖孔成形時承受的力更大,尤其在沖孔成形時只有一次成形過程;而1 t自由鍛鐓粗過程屬于多次打擊,反復(fù)鐓粗,逐步改變坯料的形狀。此外,在沖孔工序時,1 t錘自由鍛采用多次翻轉(zhuǎn)沖孔;1 000 t壓力機(jī)屬于單次沖孔。因此,不同的鍛造成形方式會影響外圈滾道處的流線分布規(guī)律。1 000 t壓力機(jī)成形,在外圈滾道面處流線相對更易產(chǎn)生斷裂,這從流線分析結(jié)果得以證明。總之,外圈在壓力機(jī)鍛造成形時承受較大的沖擊力,由于成形過程變形次數(shù)少,單次變形程度較大,變形速度快;自由鍛為多次鐓粗和沖孔,每次變形程度較小,鍛造變形速度也較緩慢。不同的鍛造工藝方法,雖然宏觀上的鍛造變形量區(qū)別不明顯,但微觀上金屬的變形程度差異較大[2]。
雖然壓力機(jī)成形時進(jìn)行了模具改進(jìn),但對外圈滾道流線的分布沒有產(chǎn)生積極的影響。從流線試驗結(jié)果可知,磁痕外圈截面滾道處流線并未沿軸向方向分布,而是與滾道面呈現(xiàn)交叉模式。從金相組織可知,磁痕樣圈縱截面的帶狀碳化物組織與滾道面呈現(xiàn)交叉模式;無磁痕樣件的帶狀碳化物組織沿軸向方向分布。總之,分布在滾道面上的帶狀碳化物組織均與滾道交叉,露頭后形成大量沿外圈滾道面周向分布的磁痕(圖2a)。
金屬的雜質(zhì)、化合物、偏析等在低倍試片上沿主變形流動方向呈纖維狀分布的組織,稱為金屬纖維組織或流線[3]。電渣鋼由于組織雜質(zhì)較少,相對于真空脫氣等其他冶煉方式的軸承鋼,其材料流線分布并不清晰。對于采用電渣重熔方法冶煉的軸承鋼,形成流線的條件是:1)金屬內(nèi)存在一定級別的帶狀組織偏析;2)鍛造過程中沿某一方向有足夠大的變形程度。金屬流線的分布取決于鍛壓工具和變形工藝[3],為了保證流線的分布更為合理,應(yīng)選擇能夠反復(fù)鐓粗及多次沖孔的鍛造成形模式,故根據(jù)現(xiàn)有設(shè)備,1 t錘自由鍛是最佳的鍛造模式。
相比之下,自由鍛成形可以獲得較好的外圈金屬流線分布,流線大多平行于軸向方向,其中帶狀碳化物組織也是沿軸向分布;產(chǎn)生磁痕的主要原因是由于帶狀碳化物組織沿流線方向分布,因此,采用自由鍛成形可以消除不合理的流線分布,從而降低外圈滾道周向磁痕的發(fā)生率。
4 結(jié)論
1)壓力機(jī)鍛造成形軸承外圈易導(dǎo)致滾道周向產(chǎn)生非相關(guān)磁痕。
2)優(yōu)化沖孔沖頭設(shè)計對減少滾道周向非相關(guān)磁痕沒有作用。
3)自由鍛鍛造成形方式是減少滾道周向非相關(guān)磁痕的最佳鍛造方式。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36