SPC在發(fā)動(dòng)機(jī)裝配過(guò)程動(dòng)態(tài)扭矩的分析和控制
2017-07-31 20:40:35覃奕李紅艷
裝備制造技術(shù) 2017年6期
關(guān)鍵詞:發(fā)動(dòng)機(jī)分析
覃奕,李紅艷
(上汽通用五菱汽車(chē)股份有限公司,重慶401120)
SPC在發(fā)動(dòng)機(jī)裝配過(guò)程動(dòng)態(tài)扭矩的分析和控制
覃奕,李紅艷
(上汽通用五菱汽車(chē)股份有限公司,重慶401120)
發(fā)動(dòng)機(jī)裝配過(guò)程的螺栓擰緊受擰緊設(shè)備、零件本身材質(zhì)、質(zhì)量、表面等各項(xiàng)因素影響,零部件扭矩最終考核的是夾緊力是否符合要求,因此,裝配過(guò)程的扭矩監(jiān)控是一項(xiàng)重要又復(fù)雜的工作。運(yùn)用SPC工具,對(duì)擰緊過(guò)程進(jìn)行監(jiān)控,查找變異點(diǎn),分析原因制定對(duì)策,使得過(guò)程能力符合要求。
SPC;發(fā)動(dòng)機(jī)裝配;動(dòng)態(tài)扭矩
緊固件的夾緊力是通過(guò)螺栓插入緊固件后,通過(guò)螺紋擰緊使螺栓拉伸變形,這種彈性變形產(chǎn)生的軸向拉力就是夾緊力,只要夾緊力足夠,就能保證緊固件安全的在震動(dòng)、高溫等惡劣環(huán)境中工作[1]。夾緊力不方便在連續(xù)生產(chǎn)過(guò)程進(jìn)行批量的測(cè)量和監(jiān)控,但是扭矩還是可以測(cè)量。
對(duì)于發(fā)動(dòng)機(jī)而言,承接汽缸體和汽缸蓋的緊固螺栓的扭矩尤為重要,監(jiān)控該螺栓扭矩的穩(wěn)定性及合格性是質(zhì)量工作的重點(diǎn)。對(duì)四缸發(fā)動(dòng)機(jī),汽缸蓋螺栓共10顆,為獲得更穩(wěn)定的最終扭矩,汽缸蓋螺栓的擰緊工藝為扭矩加角度分步同軸擰緊[2],在緊固螺栓作用時(shí)增加墊圈進(jìn)行緩沖,即10根擰緊軸同時(shí)按照一定步驟在擰緊至相應(yīng)扭矩后,再擰緊工藝角度,最終達(dá)到的扭矩便是質(zhì)量監(jiān)控的最終扭矩。
對(duì)發(fā)動(dòng)機(jī)生產(chǎn)線扭矩監(jiān)控有兩種不同的方式:動(dòng)態(tài)扭矩和靜態(tài)扭矩監(jiān)控。動(dòng)態(tài)扭矩是在擰緊螺栓的過(guò)程通過(guò)傳感器測(cè)量螺栓的峰值扭矩即動(dòng)態(tài)扭矩,一般通過(guò)Q-DAS(庫(kù)道斯,跨國(guó)軟件公司,研發(fā)各類制造業(yè)企業(yè)的統(tǒng)計(jì)分析及報(bào)告系統(tǒng)軟件,涵蓋了能在制造系統(tǒng)各層次有效實(shí)現(xiàn)六西格瑪制造策略的完整工具集,包括:數(shù)據(jù)收集、評(píng)估和過(guò)程質(zhì)量數(shù)據(jù)的SPC報(bào)告)。系統(tǒng)對(duì)動(dòng)態(tài)扭矩進(jìn)行實(shí)時(shí)監(jiān)控;靜態(tài)扭矩是對(duì)已處于擰緊狀態(tài)的螺紋緊固件繼續(xù)擰緊在螺紋接觸面之間剛剛出現(xiàn)轉(zhuǎn)動(dòng)的摩擦扭矩,大部分采用順時(shí)針測(cè)量,一般通過(guò)扭矩扳手按照一定的頻次間隙性進(jìn)行測(cè)量記錄。目前各大主機(jī)廠對(duì)扭矩采用的兩種監(jiān)控測(cè)量方法反饋的扭矩?cái)?shù)據(jù)都是即時(shí)的扭矩,不能有效對(duì)整個(gè)擰緊系統(tǒng)進(jìn)行分析,比如設(shè)備擰緊的穩(wěn)定性、零件加工/質(zhì)量的穩(wěn)定性等。為此,本文引入了SPC(Statistical Process Control,統(tǒng)計(jì)過(guò)程控制),對(duì)螺栓動(dòng)態(tài)扭矩的擰緊系統(tǒng)進(jìn)行預(yù)防性分析。
1 SPC的分析過(guò)程[3]
步驟一:確定控制圖類型,收集原始數(shù)據(jù)。
以N系列發(fā)動(dòng)機(jī)汽缸蓋螺栓作為計(jì)量型數(shù)據(jù),在連續(xù)生產(chǎn)8 h內(nèi),收集25組數(shù)據(jù)。因此選用X-S控制圖進(jìn)行分析,為更精確分析擰緊系統(tǒng),本文僅分析單根軸數(shù)據(jù)。
發(fā)動(dòng)機(jī)取樣,每100臺(tái)發(fā)動(dòng)機(jī)取樣一次,每次連續(xù)測(cè)量10臺(tái)汽缸蓋螺栓扭矩。數(shù)據(jù)統(tǒng)計(jì)見(jiàn)表1.

表1 汽缸蓋螺栓扭矩表

步驟二:計(jì)算各組樣本數(shù)據(jù)并分析控制圖。
(1)計(jì)算樣本均值X軏和標(biāo)準(zhǔn)差S軈

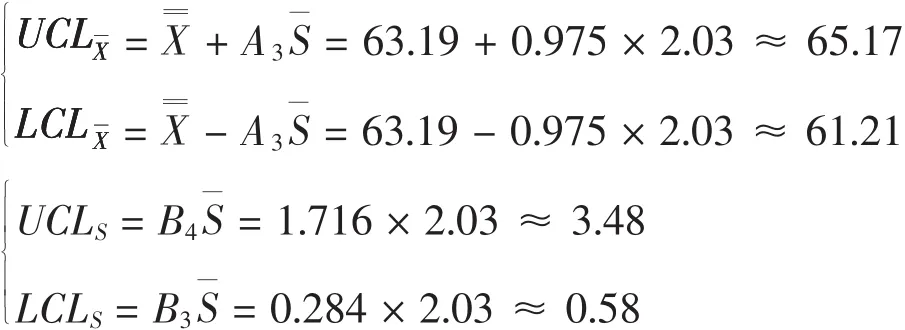
(2)計(jì)算控制圖參數(shù)UCLX軍、LCLX軍UCLS、LULS在樣本量n為10的情況下,B4=1.716,B3=0.284,A3=0.975.如表2所示。

表2 控制圖的常數(shù)和公式表
根據(jù)以上參數(shù)制作的均值圖(圖1)和標(biāo)準(zhǔn)差圖(圖2)如下:

圖1 均值圖X
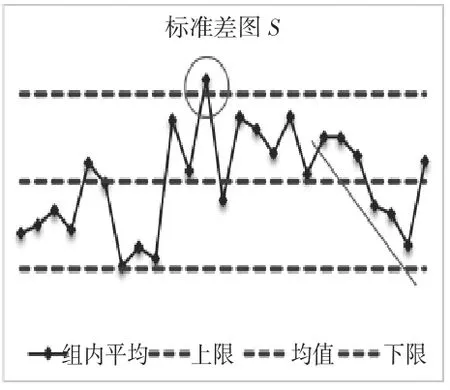
圖2 標(biāo)準(zhǔn)差圖S
根據(jù)控制圖判異8大原則分析,可知:(1)X圖和S圖共有3點(diǎn)子在控制界限之外;(2)S圖有連續(xù)6點(diǎn)下降,點(diǎn)子排列有異常。因此,判斷該過(guò)程存在異常,需進(jìn)行分析處理。
為確定問(wèn)題原因,分析根據(jù)七鉆流程(七鉆流程是一個(gè)用于推動(dòng)問(wèn)題解決的標(biāo)準(zhǔn)七步法,包括過(guò)程、工具、零件、零件質(zhì)量、工藝、設(shè)計(jì)、紅叉等七個(gè)分析步驟,每個(gè)步驟都有相應(yīng)的分析重點(diǎn))進(jìn)行,從前三鉆正確的過(guò)程、正確的工具、正確的零件到第四鉆零件符合要求,以及第五鉆工藝設(shè)計(jì)和第六鉆設(shè)計(jì)符合要求。在穩(wěn)態(tài)的生產(chǎn)過(guò)程,工藝及設(shè)計(jì)變動(dòng)不大,X-S圖不規(guī)律存異常鎖定在前四鉆:工裝工具的磨損,零件批次的差異均會(huì)導(dǎo)致扭矩波動(dòng)。
在鎖定扭矩波動(dòng)問(wèn)題定義后,針對(duì)性的實(shí)施整改措施,再次收集擰緊數(shù)據(jù),得到的控制圖(圖3、圖4)如下。

圖3 扭矩趨勢(shì)圖(整改前)

圖4 扭矩趨勢(shì)圖(整改后)
步驟三:收集改進(jìn)過(guò)后的扭矩?cái)?shù)據(jù),重新計(jì)算均值-標(biāo)準(zhǔn)差控制圖參數(shù)
(1)重新計(jì)算均值-標(biāo)準(zhǔn)差控制圖參數(shù)

(2)制作均值圖(圖5)和標(biāo)準(zhǔn)差圖(圖6)如下。

圖5 均值圖X

圖6 標(biāo)準(zhǔn)差圖S
3 控制圖分析
(1)無(wú)子點(diǎn)超差控制線。
(2)無(wú)連續(xù)7點(diǎn)單邊;無(wú)連續(xù)6點(diǎn)上升或下降;無(wú)連續(xù)15點(diǎn)在C區(qū);無(wú)集中90%點(diǎn)在控制線1/3區(qū)域;根據(jù)控制圖的8項(xiàng)判異原則,極差圖和均值圖內(nèi)所有點(diǎn)均處于受控狀態(tài)。
步驟四:計(jì)算過(guò)程能力指數(shù)。
缸蓋螺栓扭矩規(guī)范,Usl=80,Lsl=50,查詢控制圖常數(shù)可知C4為0.972 7,計(jì)算:

過(guò)程能力Cpk4.53滿足≥1.33要求,因此過(guò)程能力滿足技術(shù)要求。
4 SPC的控制過(guò)程
在過(guò)程能力符合要求的情況下,可延長(zhǎng)控制線對(duì)后續(xù)的動(dòng)態(tài)扭矩進(jìn)行監(jiān)控。過(guò)程可采用3Σ計(jì)算方式進(jìn)行計(jì)算,扭矩監(jiān)控范圍優(yōu)化過(guò)程需考慮兩點(diǎn):
(1)Range(公差帶)小于均值的70%.
(2)Meanshift(公差中心與動(dòng)態(tài)扭矩差異)小于15%.
若以上兩點(diǎn)均符合要求,則可進(jìn)行限定值優(yōu)化。
從質(zhì)量的控制手段分析,質(zhì)量預(yù)防工作開(kāi)展在各個(gè)生產(chǎn)之前的環(huán)節(jié)進(jìn)行,主要有:
(1)零部件清潔度監(jiān)控:通過(guò)批次抽檢監(jiān)控清潔度測(cè)量的趨勢(shì),當(dāng)然,這個(gè)過(guò)程也可以運(yùn)用SPC進(jìn)行監(jiān)控。
(2)擰緊機(jī)的預(yù)防性維修:擰緊軸涉及的套槍、潤(rùn)滑塊、滑動(dòng)塊、密封圈、螺栓等加入日常的PM點(diǎn)檢。
(3)傳感器/電槍的定期標(biāo)定:定期標(biāo)定和校準(zhǔn)擰緊軸及傳感器,確保數(shù)據(jù)采集和輸出差異最小化。
(4)根據(jù)實(shí)際生產(chǎn)情況運(yùn)用3Σ優(yōu)化公差帶范圍:公差帶范圍設(shè)置太寬,影響到過(guò)程能力計(jì)算,存在X-S/X-R圖不規(guī)律,但過(guò)程能力符合要求的情況。
5 結(jié)束語(yǔ)
在開(kāi)展發(fā)動(dòng)機(jī)質(zhì)量預(yù)防工作中,通過(guò)SPC工具對(duì)發(fā)動(dòng)機(jī)各項(xiàng)扭矩進(jìn)行分析和控制十分必要,因此,需要整理分析日常扭矩?cái)?shù)據(jù),判定擰緊設(shè)備的穩(wěn)定性;通過(guò)檢測(cè)、標(biāo)定和測(cè)量手段,監(jiān)控設(shè)備傳感器、擰緊軸及零部件清潔度的穩(wěn)定性;持續(xù)改進(jìn)過(guò)程控制手段,提高質(zhì)量預(yù)防工作,進(jìn)而達(dá)到提升制造質(zhì)量水平的目的。
[1]初泰安.螺栓擰緊方法及預(yù)緊力控制[J].化工設(shè)備與管道,2005,42(03):8-10.
[2]鄭勁松.發(fā)動(dòng)機(jī)缸蓋螺栓擰緊工藝與試驗(yàn)研究[D].上海:上海交通大學(xué),2008.
[3]張建偉,于洪濤,李志穎,等.統(tǒng)計(jì)過(guò)程控制SPC參考手冊(cè)[M].北京:中國(guó)汽車(chē)公司技術(shù)研究中心,2000:65-67.
The SPC Analysis And Control Of Dynamic Torque in the Engine Assembly Process
QIN Yi,LI Hong-yan
(SAIC GM Wuling Automobile Co.,Ltd.,Chongqing 401120,China)
Bolt torque affected by screw equipment,parts texture,parts quality and parts surface in engine assembly process.If the clamp force meets the requirement or not was final check of torque,so torque control is a importance and complex work in engine assembly process.Use the SPC,find the change point,analyze the root cause and action to make process capability meets the requirement.
SPC;engine assembly;dynamic torque
U464.9
A
1672-545X(2017)06-0230-03
2017-03-13
覃奕(1988-),女,廣西環(huán)江人,本科,助理工程師,研究方向:機(jī)械動(dòng)力學(xué);李紅艷(1989-),女,廣西桂林人,本科,工程師,研究方向:機(jī)械動(dòng)力學(xué)。
猜你喜歡
汽車(chē)維修與保養(yǎng)(2021年8期)2021-02-16 00:28:18
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
汽車(chē)維修與保養(yǎng)(2020年11期)2020-06-09 05:42:06
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
汽車(chē)與新動(dòng)力(2015年1期)2015-02-27 12:11:01
中國(guó)中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
汽車(chē)與新動(dòng)力(2014年2期)2014-02-27 12:10:15
汽車(chē)與新動(dòng)力(2013年5期)2013-03-11 16:08:17