中型自動封箱機控制系統的設計
2017-09-28 07:31:59李香杰劉品瀟指導老師
中國設備工程 2017年18期
關鍵詞:機械
李香杰,劉品瀟(指導老師)
(南陽理工學院,河南 南陽 473004)
中型自動封箱機控制系統的設計
李香杰,劉品瀟(指導老師)
(南陽理工學院,河南 南陽 473004)
中型自動封箱機是一種封箱設備,它是針對市場上中型紙箱封裝設計需求提出的,它的使用可以減少紙箱的包裝工作時間,并對促進紙箱封箱產業的發展有著很大意義和作用。本文對中型自動封箱機的機械結構組成和運行原理進行分析,來實現對其結構設計及其系統控制的分析研究。
中型自動封箱機;結構組成;系統控制
伴隨著包裝機械相關技術的發展,自動封包機也得到了很快的發展,它需要用到光、電、氣、磁等,在產品封箱過程中實現機械化、自動化非常關鍵。在使用該機械后,不僅生產的效率得到提高,同時生產、運輸過程中的成本也降低了很多,是大規模生產所需要的。本課題基于我國及國外先進的技術,結合市場需求研制的自動紙箱包裝機適用于中型紙箱的封箱。該設備主要的部分有兩個,機械結構和控制系統。該紙箱封箱機正常、可靠運行的關鍵是每個部分正確、合理的配合。本文對其各個部分做簡要的介紹。
1 自動封箱機的機械結構
該中型自動封箱機有開箱、封箱兩個方面,主要組成有以下幾部分。
1.1 中型自動封箱機的開箱機構及其作用
開箱過程主要由PLC控制系統、氣壓控制系統、開箱驅動電機、機械結構等部分組成。其中機械結構主要有真空吸盤、主支撐機架、主傳動輪部分、箱體支撐機構、轉軸連接架、開箱轉軸、紙箱底部箱邊折疊機構、推箱輸出機械桿、紙箱導向軌、壓實桿和底封膠系統。
開箱機構在開箱驅動電機的驅動下使真空吸盤作用,將折疊紙片拉伸成紙箱形狀,紙箱底部箱邊折疊機構及整型機構作用,將紙箱沿底部折印進行折疊,之后由壓實撞桿和底部封膠系統對其進行封底,在每個部分的合理配合下快速完成吸紙箱、拉伸成形、機械折疊、膠帶封底過程。
1.2 紙箱壓緊膠帶封口裝置
封箱過程機械主要由電源開關、急停開關、主機架、工作臺的調節腳架、輸送傳動輪、導向桿、導向桿鎖緊手輪、上下機芯、導輪、導輪鎖緊手輪、導向壓板、升降搖手柄、輔助工作臺、主輸送鏈機構、封箱膠帶、頂部封膠輪機構、左右側邊噴膠機構及壓桿施壓裝置、輸出裝置門等部分組成,其機械結構圖如圖1所示。
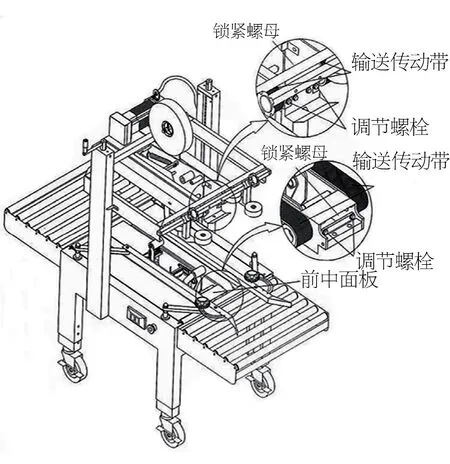
圖1 自動封箱機結構圖
產品裝箱完成后,將其運送至自動封箱機中,封箱的各機械機構開始工作,紙箱的兩側面被夾箱結構夾住,向前運送。當傳感器檢測訊號檢測到紙箱進入到封箱機時,檢測訊號通知折蓋機構開始工作,折蓋架將紙箱頂部短箱蓋沿原印跡折彎。紙箱繼續向前走,導向桿壓著左、右長箱蓋向中間折彎,同時會有一個訊號通知封膠輪開始工作。此時紙箱左右長箱蓋被壓箱機構的長桿壓住,然后紙箱及紙箱蓋膠會合在一起,切斷膠帶的齒刀開始工作,切斷膠帶完成封箱的動作,也就完成了紙箱頂部自動封膠。
2 自動封箱機的工藝流程
真空吸盤裝置把折疊紙板從紙庫中吸取出來,按紙板折痕拉成紙箱形狀,由箱底封膠機構對箱底進行封底,然后運送到裝箱處進行裝箱,由傳送裝置再將其運送到封蓋壓緊裝置進行封蓋壓緊,完成頂部封膠,左右兩側的封膠在傳送裝置的步進推箱過程中完成,最終成形輸出裝有產品的紙箱。其加工工藝流程圖見圖2。
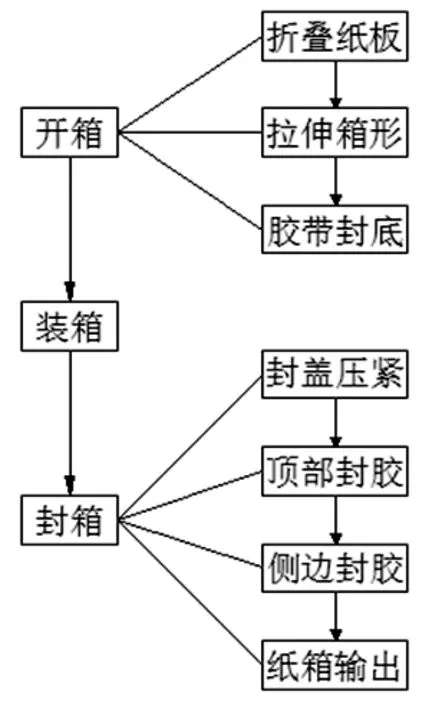
圖2 自動封箱機加工流程圖
3 自動封箱機的氣動系統
氣動控制系統共有兩套組合:
將真空吸盤的裝置和紙板推送裝置的控制系統中各控制部分組合在一起。當帶有真空吸盤的機械架推到折疊紙板處時,電磁閥打開,空氣壓縮機作用,氣體經過空氣處理器到達真空處理器,吸盤被抽為真空,然后折疊紙板被真空吸盤從紙庫中吸出,并拉伸至紙板的折疊箱底處拉展成立體形狀,之后推紙板機械氣缸動作,紙板被運送到引紙架裝置上,然后由推送紙箱機械將紙箱推送出。
折疊紙箱的頂部封蓋、壓緊,側蓋的封蓋加壓系統中各控制部分組合在一起,形成封箱部分的集合塊。紙箱頂部在封膠之前首先要進行沿折痕折疊和壓桿壓實,并運送到紙箱的壓實裝置(包括頂部折蓋加壓和側邊折蓋壓緊),這些部位的機械裝置都是可調節的,因而在氣缸運行不變的條件下,紙箱大小變化的需求可由變動折疊機械和壓緊桿的位置及尺寸大小來滿足。
4 自動封箱機的控制系統
根據自動封箱機的加工流程,該紙箱封箱機控制系統的主要任務是各部分的工作動作進行平衡控制,紙板的供送、紙板拉伸成形、膠輪封箱是其需要控制的主要動作。為了完成這些動作的要求,本設備的控制系統由各種啟動、停止按鈕,電磁閥門,交流伺服電動機及可控制編程PLC控制系統等部分組成。
4.1 PLC的選用
根據實際生活中可靠性、經濟性需求,選用和利時LE型號的PLC完全可以滿足紙箱封裝機的控制要求。
4.2 I/O地址的分配
根據所選用和利時LE型號的PLC的輸入和輸出以及該課題的控制要求,中型紙箱封箱機的I/O地址分配見表1。
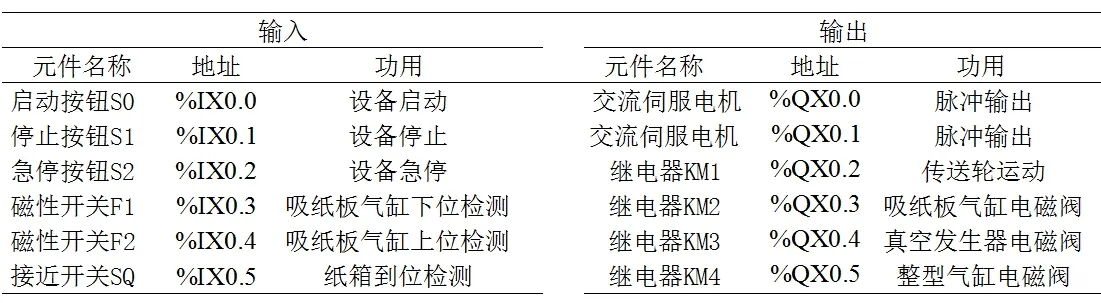
表1 I/O地址分配表
5 結語
我國紙箱封裝的市場需求很大,極大的促進了我國該行業的發展。很多生產企業為了更好的前景開始改變落后的營銷理念和生產思維,并不斷的創新。
[1]朱則剛.低碳經濟撬動包裝機械產業的升級發展[J].湖南包裝,2013,3:10-15.
[2]楊壇.關于自動化在包裝機械中的應用探討[J].科技展望,2016,14:77-80.
[3]龔人杰.淺論全自動紙箱包裝機[J].中國包裝技術協會,2000-11-01.

TB486
:A
:1671-0711(2017)09(下)-0152-02
猜你喜歡
機械工程材料(2022年10期)2022-11-21 12:08:44
小學科學(學生版)(2021年9期)2021-11-02 05:26:46
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
電腦報(2019年40期)2019-09-10 07:22:44
建材發展導向(2019年13期)2019-08-24 06:37:40
電子制作(2018年14期)2018-08-21 01:38:14
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
筑路機械與施工機械化(2017年6期)2017-07-10 11:54:50
科技知識動漫(2016年8期)2016-07-29 20:40:09