X65MS鋼級Φ914 mm×19.8 mm耐蝕管線管的開發與生產
2017-10-11 06:30:14王波
焊管 2017年4期
關鍵詞:裂紋
王 波
(寶山鋼鐵股份有限公司 制造管理部,上海201900)
X65MS鋼級Φ914 mm×19.8 mm耐蝕管線管的開發與生產
王 波
(寶山鋼鐵股份有限公司 制造管理部,上海201900)
為了滿足高要求耐蝕管線管的需求,通過優化煉鋼工藝,改善鋼中夾雜物和中心偏析,合理設定厚板工藝得到均勻的針狀鐵素體組織,并優化UOE成型和擴徑工藝,成功開發并生產了X65MS鋼級Φ914 mm×19.8 mm管線管,并對研制的管線鋼管進行了理化性能試驗及抗HIC和SSC性能試驗。試驗結果顯示,82℃時的屈服強度和抗拉強度較常溫分別下降25 MPa和32 MPa,屈強比低于0.90;焊縫、熔合線沖擊功>200 J,-20℃管體 SA均值為99%;附加UT定位試樣缺陷后測得裂紋指標滿足CLR≤10%;抗HIC、SSC、SOHIC試驗均合格。試驗結果表明,通過良好的成分和軋制工藝設計可獲得高要求 X65MS耐腐蝕管線管。
X65MS;耐蝕管線管;HIC
Abstract:In order to meet the needs of high demand corrosion-resistant line pipe,through optimizing steelmaking process to improve inclusion in steel and center segregation,designing reasonable thick plate process to achieve uniform acicular ferrite,and optimizing UOE forming and expanding process,X65MSΦ914 mm ×19.8 mm line pipe was successfully developed,and the performance test,HIC resistance test and SCC resistance test were carried out for the developed line pipe.The results showed that at 82℃the yield strength and tensile strength respectively decreased 25 MPa and 32 MPa,compared with room temperature,the yield ratiowasbelow0.90,theimpactenergyvalueofweldandfusionlinewashigherthan200J,theaverageSAvalueofpipebodyat-20℃was 99%,CLR≤10%,the HIC resistance test,the SCC resistance test,and SOHIC test were all qualified.The results indicated that the high demand X65MS corrosion resistance line pipe can be obtained through designing good composition and rolling process.
Key words:X65MS;corrosion-resistant line pipe;HIC
20世紀90年代至今,國內外鋼廠和焊管廠先后開發了X65MS、X70MS、X80MS[1-2]等鋼級耐蝕直縫埋弧焊管,國內外批量供應的抗HIC管線鋼主要為X65MS鋼級,最高鋼級為X70MS[3-4]。
根據管線項目服役地點、環境、所屬石油公司的不同,X65MS管線管的耐腐蝕性要求也有較大差別,如TOTAL[5]、BP等石油公司在中東等地區開發的管線項目,不僅加嚴了HIC試驗的CLR等指標,而且對HIC試驗增加了“UT定位試樣缺陷后再采用金相法測定裂紋指標”的要求,這些要求大大提高了耐蝕管線管的開發難度,對煉鋼、厚板和制管工藝提出了更高的要求。
1 耐蝕管線管的研制與開發
1.1 產品性能要求
研發產品為X65MS鋼級Φ914 mm×19.8 mm規格管線管,產品性能要求見表1。HIC試驗要求UT定位試樣缺陷后再采用金相法測定裂紋,且驗收指標嚴格。拉伸試驗溫度為常溫和82℃,驗收指標相同。

表1 產品性能要求
1.2 生產工藝流程
主要生產工藝流程為:高爐三脫鐵水→鐵水預處理→轉爐→LF→RH→連鑄→5M軋機軋制→DQ冷卻→鋼板UT→CUO成型→焊接→擴徑→鋼管探傷→性能檢測→成品。
1.3 化學成分及煉鋼工序設計
HIC裂紋產生機理為:環境中的H+在鋼材中缺陷處聚集并延展,形成垂直于壁厚方向或階梯狀裂紋[6]。缺陷類型主要為狹長的夾雜物MnS/CaS/Al2O3/CaO-Al2O3及粗大析出物 Nb(C、 N)和TiN、偏析帶、帶狀組織等。
針對狹長夾雜物,通過降低S含量來減少A類(硫化物)夾雜物總量;通過適當的Ca處理來控制A類和B類(氧化鋁)夾雜物形態[7]。煉鋼過程中動態控制ACR系數來優化Ca處理效果。
針對偏析帶,板坯厚度中心的偏析帶軋制后,由于Mn/P/C等在鋼板壁厚中心的析出引起局部強度上升,利于H聚集。故應采用低C/Mn/P/S成分設計,同時采用較低過熱度增加板坯1/2壁厚位置等軸晶組織比例,通過穩定準確的連鑄輕壓下技術降低板坯中心偏析[8]。具體化學成分設計見表2。

表2 X65MS管線鋼化學成分設計 %
1.4 軋制工藝
厚板采用TMCP控制軋制及控制冷卻工藝生產,目的是獲得細化的針狀鐵素體組織和良好的耐蝕性能[9]。根據不同成分合金的Ar3點合理設定始冷溫度,避免雙相組織及珠光體產生。在保證強度的前提下,盡量采用較高的終冷溫度,降低或避免MA島的產生。鋼板加速冷卻過程采用高冷速,抑制冷卻相變過程中C從α到γ積聚在1/2壁厚處[10],從而改善C在鋼板中的偏析程度。同時,需要制定合適的板坯加熱溫度和Nb/Ti合金含量來減少粗大析出物Nb(C、N)和TiN產生。
1.5 UOE制管工藝
綜合考慮抗HIC性能、熔合線沖擊等韌性要求和82℃強度要求,制管工藝采用低C/U/O成型速率和較低的擴徑率。
2 鋼管理化性能
試制的X65MS鋼管管體拉伸性能見表3。從表3可看出,82℃下屈服強度和抗拉強度分別較常溫時下降25 MPa和32 MPa,屈強比低于0.90。
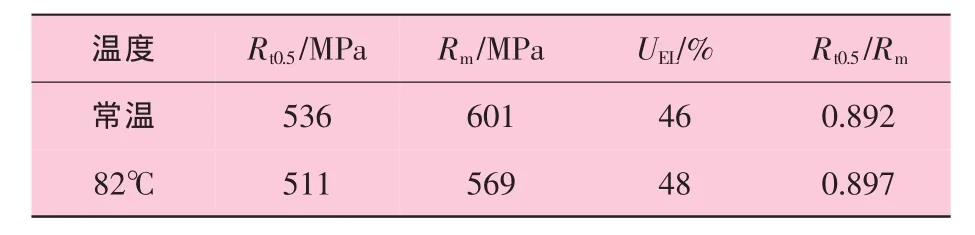
表3 試制鋼管管體拉伸性能
沖擊性能和DWTT性能見表4。從表4可以看出,焊縫及熔合線(FL)沖擊韌性優異,沖擊功大于200 J;-20℃ 剪切面積均值為99%。
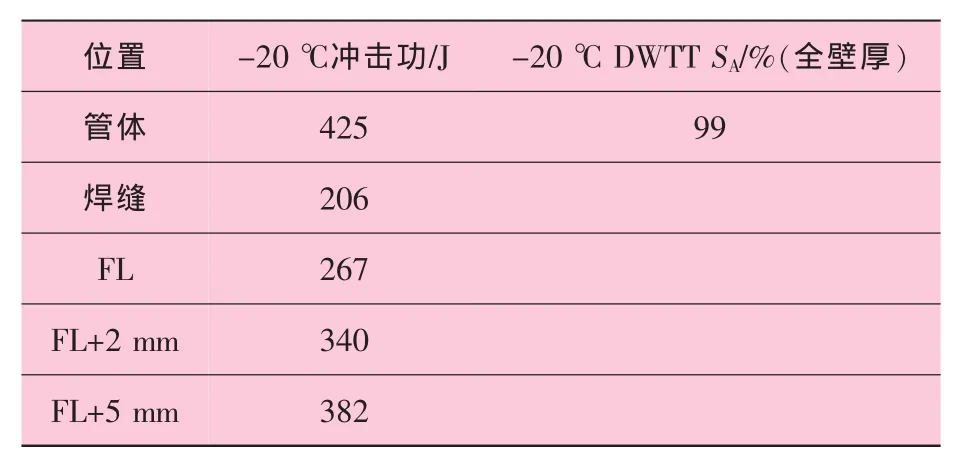
表4 試制鋼管沖擊性能和DWTT性能
管體非金屬夾雜物實績見表5。從表5可以看出,夾雜物類別主要為B細和D細,夾雜物總和均值低于1級。

表5 管體非金屬夾雜物實績
管體金相組織形貌如圖1所示,主要為針狀鐵素體組織。
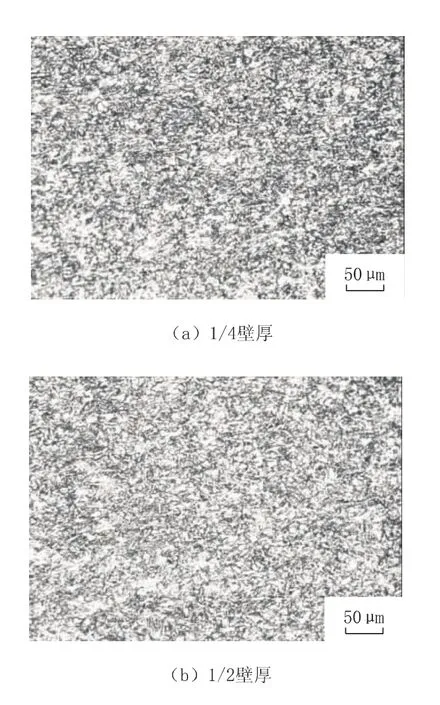
圖1 管體金相組織形貌 200×
3 鋼管抗HIC/SSC性能
3.1 抗HIC性能
試驗依據NACE TM 0284 2003標準,采用A溶液。HIC試樣浸泡72 h后,采用UT確認試樣中最大缺陷位置,UT設備為OMNISCAN SX面掃描儀,采用A+S掃描方式,靈敏度設置為可探測到0.5 mm長缺陷,在對應截面位置采用金相法測定裂紋指標。探測照片如圖2所示。
檢測128批試制焊管,100%滿足CLR≤10%、CTR≤3%、CSR≤1%要求,其中80.5%無裂紋,19.5%發現裂紋,但裂紋長度低于10%的要求。
分析HIC裂紋與中心偏析關系,選擇4個位于1/2壁厚處的較長裂紋,采用JEOL JXA-8500F電子探針掃描分析裂紋附近C/Mn/P/S等易偏析元素,僅1個試樣存在C和Mn的微弱偏析,且該試樣對應板坯中心偏析級別最高。裂紋尖端附近偏析元素探針掃描照片如圖3所示。對比所有試樣裂紋長度和對應板坯中心偏析級別,分析認為中心偏析級別低于M18(寶鋼評級)時,可大大降低鋼管1/2壁厚出現裂紋的概率。
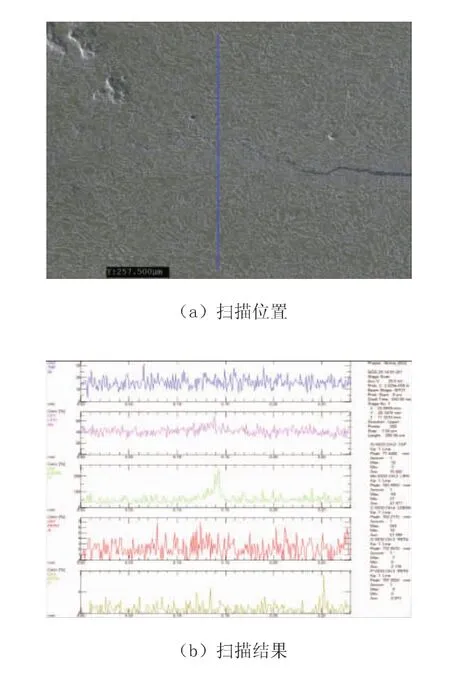
圖3 裂紋尖端附近偏析元素探針掃描照片
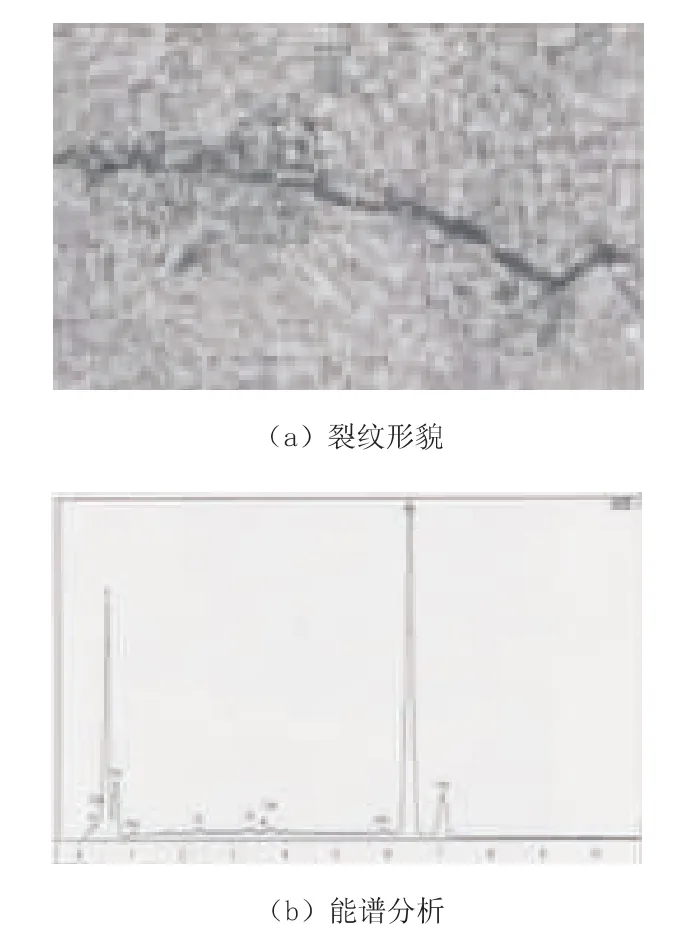
圖4 裂紋附近夾雜物電鏡分析結果(裂紋一)
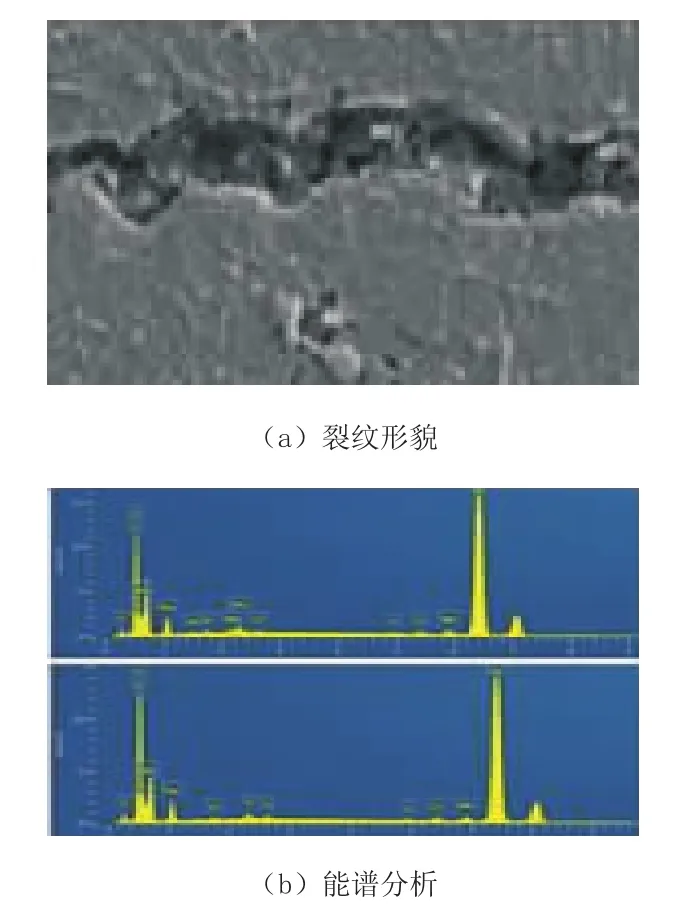
圖5 裂紋附近夾雜物電鏡分析結果(裂紋二)
對其他12個裂紋較長的試樣做電鏡分析,裂紋附近夾雜物分析結果如圖4和圖5所示。分析結果顯示,裂紋附近均未見異常組織,部分1/2壁厚裂紋內發現了 Ca、 S、 Si、 K、 Na、 Mg、 Al、Mn、O等夾雜 (夾渣)成分;少量1/4壁厚裂紋處發現Ca/S/O等元素,判斷和CaS夾雜物相關。
3.2 抗SSC性能
試驗依據NACE TM0177 1996標準,采用A溶液。加載應力90%實際屈服強度,試驗時間720 h,結果全部合格。
3.3 應力導向氫致開裂(SOHIC)試驗
依據EFC16附錄2/3規定的四點彎曲法,采用A溶液,加載應力為90%實際屈服強度,試驗時間720 h。試樣浸泡后采用磁粉探傷方式進行檢測,表面無裂紋。按照ISO 15156-2規定,每個試樣做2個截面,未發現階梯裂紋,厚度方向裂紋長度全部為0,試驗合格。
4 結 論
目前,X65MS仍然是耐蝕管線管的主流鋼級,但世界主要能源公司逐步加嚴了抗HIC性能要求,在重要管線工程中普遍收嚴HIC試驗驗收指標,并對HIC試驗增加UT檢測試樣,在對應最大缺陷位置進行金相檢測CLR/CTR/CSR的要求。
(1)通過良好的夾雜物和中心偏析控制,配合TMCP+高冷速軋制及低擴徑率工藝獲得X65MS鋼級Φ914 mm×19.8 mm焊管良好的抗HIC、SSCC、SOHIC和綜合力學性能。
(2)低C、低P、低S控制,板坯中心偏析級別≤M18,非金屬夾雜物級別總和小于1.0級,可滿足附加UT檢測的HIC試驗結果CLR≤10%的要求。
(3)成分和軋制工藝設計應充分考慮82℃拉伸性能較常溫拉伸低的特點。
(4)試制鋼管-20℃下熔合線沖擊功>200 J,DWTT剪切面積大于95%。
致謝:本工作開展過程中得到了謝仕強、張備、徐國棟、吳扣根、鄭磊、章傳國等同志的大力協助,在此表示真摯的感謝。
[1]黃曉輝,牛輝,張冬冬,等.低Mn高Nb抗酸性X65MS直縫埋弧焊管研制[J].石油化工腐蝕與防護,2015(2):6-10.
[2]聶文金,林濤鑄,張曉兵,等.低C低Mn高Nb抗H2S管線鋼X65MS的開發[C]∥中國金屬學會軋鋼分會焊管學術委員會六屆四次會議論文集.北京:中國金屬學會,2016.
[3]KUSHIDAT,OKAGUCHIS.StudyofX80gradehighstrengh line pipe for sour service[C]∥52nd Conference of NACE.USA,Houston:NACE,1997:74-79.
[4]胡平,鄭磊.日本高等級直縫埋弧焊管管線鋼管[J].世界鋼鐵,2014(5):35-53.
[5]GS EP PLR 205 EN,Total General Specification Pipelinesrisers[S].
[6]高惠臨.管線鋼與管線鋼管[M].北京:中國石化出版社,2012:245-255.
[7]彭海紅.管線鋼抗氫致裂紋(HIC)性能影響因素淺析[J].寬厚板,2012(4):28-31.
[8]宋佳友,單慶林,景材良,等.X65MS管線鋼中心偏析改善的實踐[J].中國冶金,2016,26(8):64-68.
[9]李少坡,姜中行,李永東,等.海洋用耐蝕大壁厚X70管線鋼開發[C]∥第八屆鋼鐵年會論文集.北京:中國金屬學會,2011.
[10]KENJI K,TOMOHIKO O,NOBUAKI T.Advanced production technology of high strength sour service UOE linepipe[C]∥8th International Pipeline Conference.Canada,Calgary:[s.n.],2010:84-89.
Development and Production of X65MS Φ914 mm×19.8 mm Corrosion Resistance Line Pipe
WANG Bo
(Products&Technique Management Department of Baoshan Iron&Steel Co.,Ltd.,Shanghai201900,China)
TG407
B
10.19291/j.cnki.1001-3938.2017.04.008
2017-02-21
編輯:張 歌
王 波(1983—),產品主管,主要從事厚板管線鋼質量管理工作。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38