螺旋焊管遞送機壓下系統保壓回路失效分析及排除
2017-10-11 06:30:20賈熙,馮瑤
焊管 2017年4期
賈 熙,馮 瑤
(渤海裝備揚州鋼管公司,江蘇 揚州225128)
螺旋焊管遞送機壓下系統保壓回路失效分析及排除
賈 熙,馮 瑤
(渤海裝備揚州鋼管公司,江蘇 揚州225128)
為了保證螺旋焊管機組遞送機壓下系統保壓回路的正常運行,使得鋼板平穩勻速進入到焊接工位,對遞送機壓下系統保壓回路的失效原因做了分析。分析表明,在實際生產中,遞送機壓下系統蓄能器保壓回路故障引起的上輥壓力不足、不穩現象是造成鋼板遞送動力不足,帶鋼跑偏的主要原因。在對保壓回路失效原因進行分析的基礎上,給出了故障排除方法,指出在應用中應根據保壓回路的具體故障現象,通過檢測分析,準確找出故障原因,快速排除。
遞送機;蓄能器;保壓回路
Abstract:In order to guarantee the normal operation of spiral welded pipe delivery machine screw-down system pressure maintaining circuit,make steel plate smoothly enter into to the welding station at a constant speed.In this article,it analyzed the failure reason of screw-down system pressure maintaining circuit,it is concluded that in practical production,the insufficient and instabilitypressureofupperrollercausedbysystemaccumulatorpressuremaintainingcircuit fault was the main reason of steel plate delivery underpowered and deviation.The failure removal methods were given.In actual application,on the basis of the specific fault phenomenon,itshouldaccuratelyfindfailurereasonthroughdetectionanalysis,andquicklyeliminate.
Key words:delivery machine;accumulator;pressure maintaining circuit
1 遞送機組成及工作原理
遞送機是螺旋焊管機組的動力源,是螺旋焊管生產線的關鍵設備。遞送機通常置于靠近成型機鋼板入口側,采用上下兩輥結構,如圖1所示。主要由遞送輥、壓下油缸、軸承座、減速機、電機等組成。其中壓下油缸采用帶有蓄能器保壓回路的液壓系統,在保證足夠壓下力的同時又能起到節能降耗的作用。
在螺旋焊管成型過程中,鋼板前進的動力主要來源于遞送輥與鋼板之間的摩擦力,該摩擦力可通過遞送機上輥壓下油缸的壓力進行調節。遞送機下輥相對遞送標高是固定不動的,上輥通過兩個油缸壓在兩端軸承座上,并可以分別調節其壓力大小。如果上輥壓板壓力過小,會導致摩擦力不足引起帶鋼打滑,造成焊接燒穿等事故;如果上輥兩端壓力不均,則會造成帶鋼跑偏。分析認為,在實際生產中,遞送機壓下系統蓄能器保壓回路故障引起的上輥壓力不足、不穩現象是造成鋼板遞送動力不足、帶鋼跑偏的主要原因。
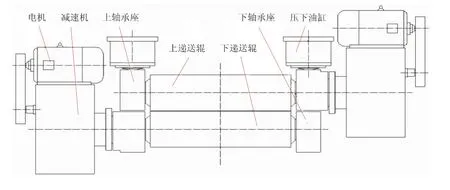
圖1 遞送機結構示意圖
2 壓下系統液壓原理分析
遞送機壓下系統液壓原理如圖2所示。該系統包含兩條支路,分別控制左右壓下油缸壓力。當調節遞送機上輥壓緊時,1YT得電,可通過電磁溢流閥調定系統壓力,同時兩個電磁換向閥2YT、4YT以及兩個電磁球閥6YT、7YT均得電,壓力油經液壓鎖進入壓下油缸和蓄能器,此時兩條支路的壓力可分別由直動式溢流閥進行調節。當壓力升至壓力繼電器的開啟壓力時,1YT、2YT、4YT及6YT、7YT均斷電,泵通過電磁溢流閥卸荷,左右壓下油缸由蓄能器供油保壓,當保壓壓力低于壓力繼電器的閉合壓力時,系統再次進入補壓過程,以此循環。
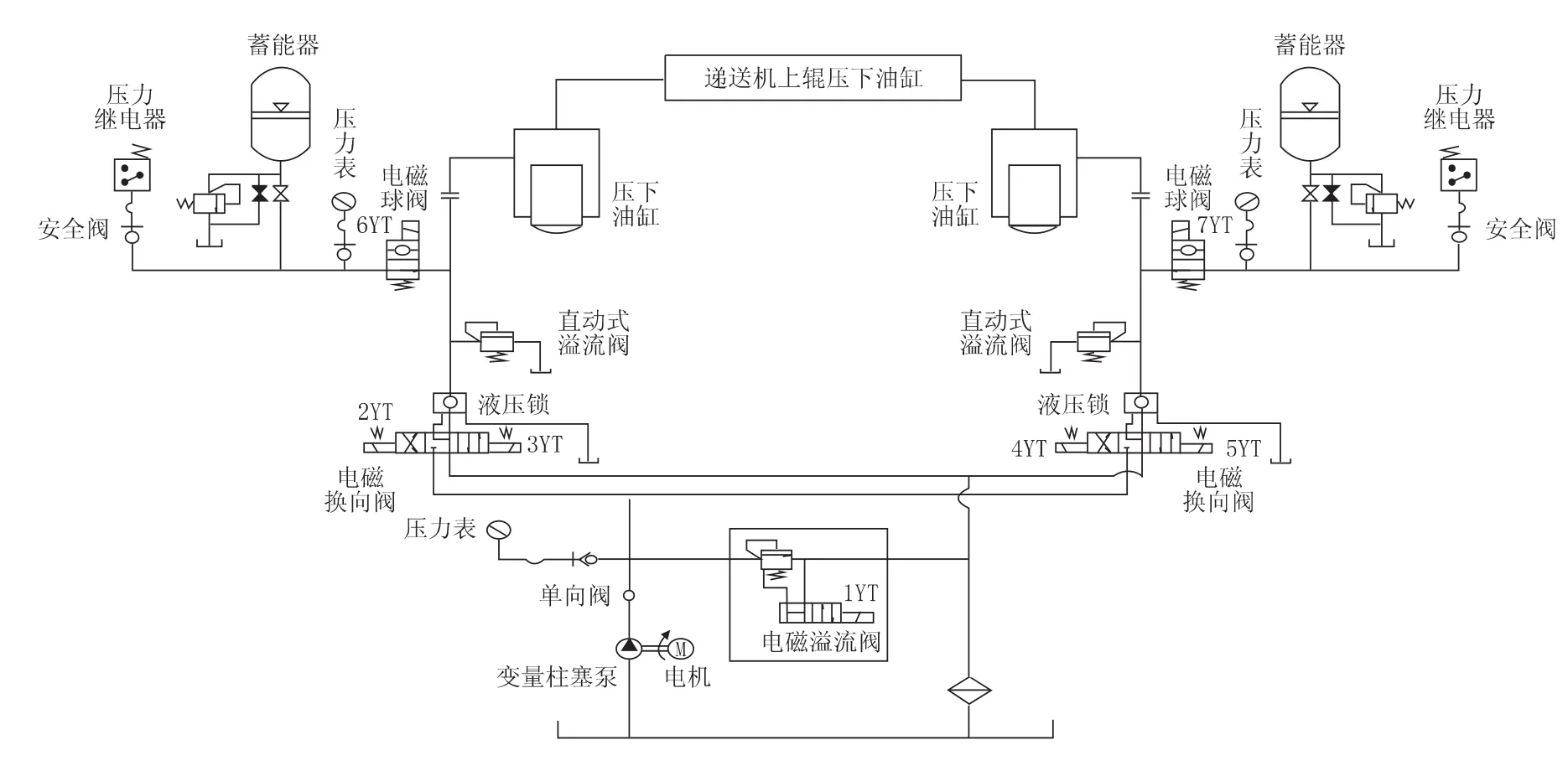
圖2 遞送機壓下系統液壓原理圖
在該系統中,電磁溢流閥調定的是系統壓力,其壓力值可由壓力表讀出,它比直動式溢流閥所調節的最大支路壓力值高2~3 MPa,兩個支路壓力值可分別由兩個壓力表讀出。安全閥在蓄能器保壓回路中起到安全限壓作用,其壓力設定值應比所在支路的壓力值高1~2 MPa,以避免因系統故障出現壓下油壓過大,造成鋼板產生塑形變形,加大遞送機阻力,嚴重影響軸承使用壽命。
3 保壓回路失效分析與排除
3.1 蓄能器充氣壓力不當,保壓時間短
壓下系統保壓回路使用的是NXQ型囊式蓄能器。在正常工作狀態下,蓄能器的壓力與容積變化關系如圖3所示。其中p0為充氣壓力;V0為蓄能器的總容積,即充氣容積;p1、p2分別為系統最低與最高工作壓力;V1、V2為相應工作壓力下的氣體容積;Vw=V1-V2,即為有效工作容積,根據波義耳定律
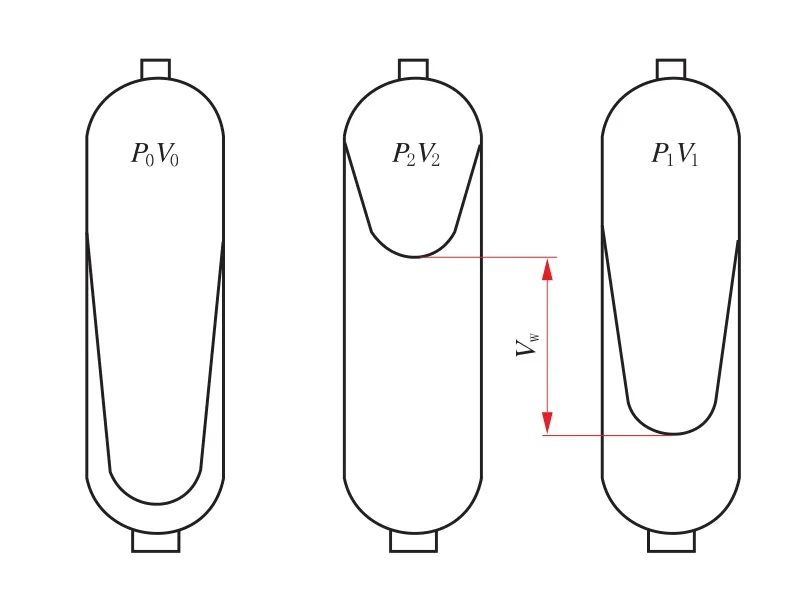
圖3 囊式蓄能器壓力-容積關系圖

式中:n—氣體多變指數,絕熱過程n=1.4(對氮氣),定溫過程n=1;
C—常數。
由式(2)可知,充氣壓力p0越高,在V0一定的條件下,則有效容積Vw越大,液壓系統的壓力波動就越小,保壓時間越長。
另外,為了保證蓄能器在最低工作壓力p1時仍能可靠工作,并避免皮囊在工作過程中常與蓄能器下端的菌型閥相碰撞,延長皮囊使用壽命,充氣壓力p0一般應在0.75~0.9p1選取。
3.2 蓄能器停止作用,壓力下降嚴重
蓄能器停止作用,壓力下降嚴重。其產生原因主要是充氣閥漏氣或皮囊破損導致皮囊內氮氣不足甚至無氮氣。囊式蓄能器的充氣閥為單向閥形式,靠密封錐面密封,如圖4所示。當蓄能器在工作中受到震動時,有可能引起閥芯松動,使密封錐面不密合,導致漏氣。閥芯錐面上拉有溝槽,或錐面上粘有污物,均可能導致漏氣。此時可在充氣閥的密封蓋內墊入3 mm厚左右的硬橡膠墊,或采取修磨密封錐面使之密合等措施解決。如果出現閥芯上端螺母松脫或彈簧折斷漏裝,則會使皮囊內氮氣頃刻泄完,需及時更換修復。
若檢查充氣閥氣密性無問題,則很可能是皮囊破裂,應予以更換。對蓄能器拆卸修復時一定要按操作規程進行,不能修復應更換新件。在拆卸蓄能器前一定要打開截止閥,將其內的壓力油放出再拆。另外,當p0>p2,即最高工作壓力過低時,蓄能器也會喪失儲能功能。此時應降低充氣壓力或根據遞送機上輥壓力的實際情況適當提高工作壓力。
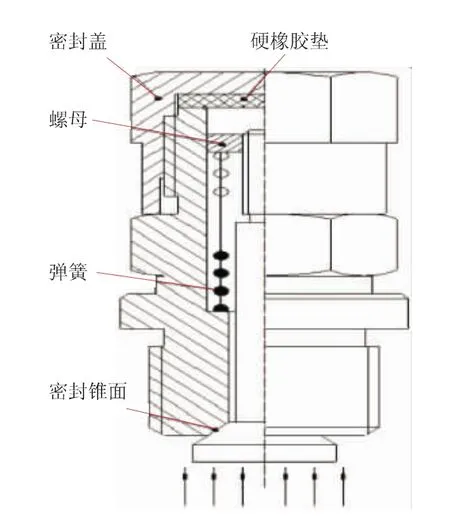
圖4 囊式蓄能器充氣閥簡圖
蓄能器在檢查及充氣過程中應注意以下幾點:①一般來說,充氣壓力p0應滿足 0.9p1>p0>0.25p2;②嚴禁蓄能器用氧氣或空氣代替氮氣充裝使用,以防爆炸;③使用充氣工具檢查蓄能器預充壓力前,必須將蓄能器內的液壓油放空,檢查過程中補充氮氣的損失;④可用刷子蘸取洗衣粉液或肥皂水涂在充氣閥接口和密封處,以檢查氣密性。
3.3 其他液壓元件故障導致的回路不保壓
其他液壓元件故障導致的回路不保壓,此類原因導致保壓回路失效主要在于液壓缸和控制閥的泄漏,造成遞送機上輥壓下油缸保壓壓力維持不住而逐漸下降。由圖1可以看出,與保壓有關的液壓元件包括壓下油缸、蓄能器安全閥、直動式溢流閥以及液壓鎖。壓下油缸為單作用缸,油缸上腔帶有排氣閥。對于活塞密封件泄漏造成的不保壓故障,可從缸體外漏油現象觀察到,通過檢查更換密封件即可排除。另外,通過排氣閥給液壓缸上腔排氣,可快速排除因液壓缸回退造成的上輥壓力不穩故障。
此外,蓄能器安全閥、直動式溢流閥以及液壓鎖的內泄也是造成保壓回路失效的重要因素。其原因可能是由閥芯閥座密封不良,彈簧斷裂等導致的,可通過拆卸檢查、依次更換來找出有故障的液壓元件,快速排除保壓失效故障。
4 保壓回路失效故障實例分析
在實際生產中,遞送機上輥必須水平地壓在鋼板中間,防止因受力不均而導致鋼板跑偏。如圖5所示,考慮到遞送機上輥傳動裝置端重力G,再結合上輥兩端壓下油缸的壓下力F1和F2,應符合公式(3)和公式(4),即
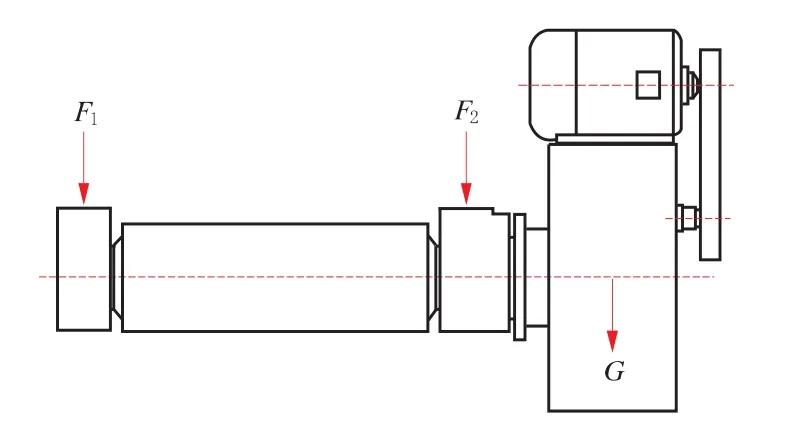
圖5 遞送機上輥壓下力分析圖

式中:p3—非傳動端壓下油缸壓力,MPa;
p4—傳動端壓下油缸壓力,MPa;
A1—非傳動端壓下油缸活塞上腔面積,m2;A2—傳動端壓下油缸活塞上腔面積,m2;m—傳動裝置端總質量,kg;
g—9.8 N/kg。
已知兩端壓下油缸活塞直徑均為480 mm,即活塞上腔面積A1=A2=0.242π,另傳動端質量m=10 543 kg,將以上數據代入公式(4)可得

即為了保持遞送機上輥兩端壓下力均衡,其壓下油缸設定壓力相差約0.6 MPa。
在螺旋焊管機組生產Φ1 420 mm規格鋼管時,設定遞送機上輥兩端壓下油缸最高壓力分別為4.5 MPa和3.9 MPa,最低壓力分別為3.5 MPa和2.9 MPa。但在壓下系統保壓過程中出現傳動端壓下油缸壓力下降速度快,蓄能器不起作用的現象。根據前面的分析,首先排除液壓元件故障,再對蓄能器的充氣壓力進行測量,測量結果是兩個蓄能器充氣壓力均為4 MPa,排除充氣壓力不足及充氣閥或皮囊泄露故障,最終確定是由于傳動端壓下油缸設定壓力低于蓄能器充氣壓力導致的系統無法保壓。根據前面所述的排除辦法,分別將非傳動端與傳動端壓下油缸支路蓄能器充氣壓力降低至3 MPa和2.5 MPa,故障由此排除。
4 結束語
遞送機作為螺旋焊管機組中的關鍵設備,是鋼管成型過程中的動力來源。一旦壓下系統保壓回路出現故障,會導致上輥兩端壓下力不足、不穩,使得鋼管成型遞送力不足,帶鋼跑偏,造成機組停車,甚至使事故發生。在實際生產中,應根據保壓回路的故障現象,通過檢測分析,準確找出故障原因,快速排除。
[1]李新德.液壓系統故障診斷與維修技術手冊[M].北京:中國電力出版社,2009.
[2]韓桂華.液壓系統設計技巧與禁忌[M].北京:化學工業出版社,2011.
[3]張利平.液壓閥原理、使用與維護[M].北京:化學工業出版社,2009.
[4]劉延俊,關浩,周德繁,等.液壓與氣壓傳動[M].北京:高等教育出版社,2006.
[5]成大先.機械設計手冊[M].北京:化學工業出版社,2002.
[6]張利平.液壓工程簡明手冊[M].北京:化學工業出版社,2001.
[7]朱紀剛,解通護,劉邯濤,等.焊管機組遞送輥壓力的優化分析[J].鋼管,2010,39(1):56-59.
[8]王素英,曹義忠.基于蓄能器保壓夾緊回路的壓力設定[J].煤礦機械,2009,30(9):54-55.
[9]楊青建.螺旋焊管機組遞送機液壓系統改進[J].液壓氣動與密封,2010,30(6):41-42.
[10]周善征,楊青建,李國松.螺旋縫焊管生產中遞送機打滑原因分析及解決措施[J].鋼管,2015,44(6):42-43.
Failure Analysis and Elimination of Spiral Welded Pipe Delivery Machine Screw-down System Pressure Maintaining Circuit
JIA Xi,FENG Yao
(Bohai Equipment Yangzhou Steel Pipe Company,Yangzhou 225128,Jiangsu,China)
TH137.1
B
10.19291/j.cnki.1001-3938.2017.04.014
2017-01-20
編輯:羅 剛
賈 熙(1987-),男,河北青縣人,本科,工程師,現從事焊管生產設備的研究和維護管理工作。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
汽車維修與保養(2019年7期)2020-01-06 03:30:42
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50