一種機械類制圖筆芯的削芯轉筆刀裝置
2017-10-17 02:31:30劉偉成林方寬陳明鑫郭饒
科學與財富 2017年27期
劉偉成+林方寬+陳明鑫+郭饒

摘要:機械類繪圖對繪圖的筆芯有嚴格的要求,而現有的轉筆刀只能削圓錐形筆芯,完全不能滿足機械類繪圖筆芯的要求,而傳統的機械類畫圖筆芯是用美工刀削芯,此種方法笨拙、耗時長而且具有一定的危險性。所以針對現有技術進行改進,設計了一種能滿足機械類繪圖筆芯的削芯轉筆刀裝置,并且方便操作,結構新穎,制造成本低,適合大批量生產。
關鍵詞:機械類繪圖;削芯轉筆刀;方便操作;制造成本低
1引言
在現代工業生產中,無論是設計、還是制造各種機械設備,都離不開圖樣。所以圖樣是表達設計思想、傳遞設計信息和指導生產的重要工具,是生產中重要的技術資料。因此圖樣常被喻為“工程界技術界的通用語言”。作為工程技術人員,沒有掌握這種“語言”,就無法從事專業領域的工程技術工作。
從事機械設計制造行業就必須要掌握機械制圖,學習機械制圖的過程中,可以直觀、形象地建立起三維空間概念,慢慢的學會從平面思維過渡到空間思維。最重要的是擁有從由實物畫圖到由圖紙想象到實物的能力,只有掌握了這種能力,才能在以后的生產工作中順利完成各種加工任務和設備的裝配工作。在各種圖紙中又有著尺寸標注、技術要求、工藝結構等,圖紙中所用標注都是有嚴格標準的不能胡編亂造,機械制圖標準及相關規定嚴格體現了機械行業國家標準的統一,而國家機械行業標準又向著國際機械行業標準在靠齊。在未來,機械設計制造行業內將會有著一致的標準,更便于我國的機械設計制造行業技術人才和國外同行業的人才交流,如果沒學好基礎的行業標準,那這個行業在世界上只會退步!學好手繪畫圖的基礎,不僅能夠養成認真負責的工作態度和細致嚴謹、精益求精的工作作風,更可以交流到世界上先進的
工程技術人員用鉛筆進行手工繪圖。這就如同計算機時代人人還要掌握手算一樣。不僅僅是習得基本技能,也是作為一名機械人對那種老一輩手動,精細,盡職精神的傳承。然而學習手繪圖紙就是練習與致敬的過程,一幅幅圖紙從手中繪出,基礎知識就會熟記于心,了解所繪零件的投影、剖視、基本畫法等。由于機械設計制造行業的嚴謹性,唯一性,機械類繪圖對繪圖的筆芯有嚴格的要求,而現有的轉筆刀只能削圓錐形筆芯,完全不能滿足機械類繪圖筆芯的要求,而傳統的機械類畫圖筆芯是用美工刀削芯,此種方法笨拙、耗時而且具有一定的危險性。因此,有必要對現有技術進行改進,設計出一種能滿足機械類繪圖筆芯的削芯轉筆刀裝置。
2制圖的基本知識和基本技能
2.1制圖的基本規定
為了便于國際貿易和國際間技術合作與技術交流,國際工程界必須具有統一的技術語言。因此,國際標注化組織(ISO)制定了“技術制圖和“機械制圖”的國際標準,即“ISO”標準。為此,我國國家質量監督檢驗檢疫總局,以國際標準為基礎,即在等效、等同或參照采用國際標準的原則下,制定了中華人民共和國國家標準,用CB或CB/T表示。通常稱為制圖標準。制圖標準一般包括制圖的基本規定,基本表示法、特殊表示法和圖形符號四類標準。本文主要介紹制圖基本規定方面(圖線的一些標準)。
2.1.1圖線
在繪制機械圖樣時,必須采用CB/4457.4-2002《機械制圖 圖樣畫法 圖線》規定的圖線。圖線寬度的選擇在機械圖樣上,采用粗、細兩種線寬,他們的比例為2:1。粗線(粗實線、粗虛線、粗點畫線)的寬度d在0.25-2mm之間選擇,而細線(細實線、波浪線、虛線、點畫線和雙點劃線)的寬度均為d/2.<1><2>
3機械類制圖筆芯的削芯轉筆刀裝置結構設計及工作原理
3.1機械類制圖筆芯的削芯轉筆刀裝置結構設計及結構分析
針對市場上轉筆刀削鉛筆過程中,只能削制圓錐形鉛筆芯,隨著畫圖劃線使用,鉛筆芯使用的消耗、磨損,導致所畫的線條越來越寬,需要時時關注,經常削制。采用小刀進行手工削制時,不容易操作,很容易傷手,并且還需要用砂紙進行打磨鉛筆筆芯,耗時耗力,并且會使手會被鉛筆芯弄臟,影響畫圖圖紙的干凈和整潔。利用機械原理、機械傳動、機構間的受力分析等相關知識,設計一個機械類制圖筆芯的削芯轉筆刀裝置,并把理論計算與實驗結合,成功解決了一直困擾工程技術人員用鉛筆進行手工繪圖,筆芯削制的難題。
機械類制圖筆芯的削芯轉筆刀裝置總體結構示意圖如圖1 所示,圖中:1.刀架,2.刀片,3.成型單元,4.聯軸器,5.帶座軸承,6安裝底座等組成。結構上選擇市場普通轉筆刀為樣機。整個傳遞運動過程刀片、成型單元和安裝底座是主要執行部件,是關鍵機構,它的主要任務是所有部件連接在一起,形成一個整體。鉛筆由刀架輸入,通過手工旋轉鉛筆,從而由刀片對鉛筆木質層進行切削,在把鉛筆木質層進行切削的同時,鉛筆整體會向前移動與成型單元接觸。隨著手工不斷旋轉鉛筆,鉛筆整體不斷向前移動從而通過成型單元加工,完成筆芯的加工。由于圖線寬度的選擇在機械圖樣上,采用粗、細兩種線寬。所以我們配備了聯軸器,可以對成型單元進行更換,滿足畫圖使用線寬的要求。
3.2削芯單元結構改進
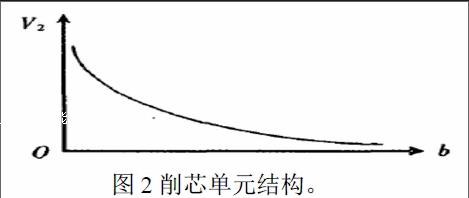
削芯單元結構示意圖如圖 2 所示 1.刀架,2.刀片,7.圓錐形卷削孔,8.安裝孔五,9.安裝孔三,10.安裝孔六,11.安裝孔四,12.卷削孔最小端,13.安裝孔一,14.安裝孔二。
削芯單元結構主要的功能是去除鉛筆的木質層,而保留鉛筆的筆芯。當我們把鉛筆從7.圓錐形卷削孔塞入,并且旋轉鉛筆,刀片就會對鉛筆的木質層進行切削,在切削過程中,筆芯的大小是通過12.卷削孔最小端的位置所決定的。我們在市場上對畫圖鉛筆進行走訪和了解的筆芯進行了測量和實驗,筆芯確定為3mm。
3.3成型單元結構
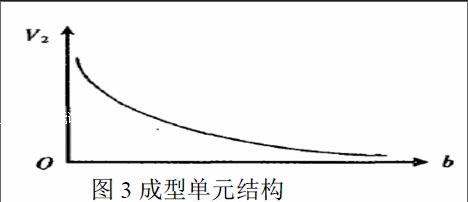
成型單元結構示意圖如圖3所示3.成型單元,15.削型孔體。成型單元結構主要功能是對筆芯進行切削,從而去除筆芯的二個平面,保證二平面之間的厚度為畫圖時,線條的寬度。去除鉛筆的木質層,而保留鉛筆的筆芯。當鉛筆筆芯從12.卷削孔最小端伸出,就會成型單元刀頭接觸。當我們把鉛筆從7.圓錐形卷削孔塞入,旋轉鉛筆,鉛筆筆芯和成型單元刀頭接觸后,會帶動成型單元旋轉,同時也會對筆芯二個平面進行切削。由于圖線寬度的選擇在機械圖樣上,采用粗、細兩種線寬。所以我們配備了聯軸器,可以對成型單元進行更換,滿足畫圖使用線寬的要求。
3.4安裝底座結構
安裝底座結構示意圖如圖4所示6.安裝底座,16.安裝孔七,17..安裝孔八,18.安裝孔九,19.安裝孔十。安裝底座結構主要是把各個主要部件通過一定位置和孔距進行安裝,保證其強度和相關精度,能長期使用。
4 結論
綜上所述,研制了一種機械類制圖筆芯的削芯轉筆刀裝置。通過現有轉筆刀的原理,改進刀刃的裝配方式,使得刀刃僅對筆桿進行切削;增加一個成型單元,使得圓形筆芯成型為滿足機械繪圖所需要的筆芯形狀;通過聯軸器的使用可以更換不同尺寸成型單元,使得可實用性變得更強。在保證了削芯的準確性的同時,還具有操作簡易、制造成本低等特點。適合大批量生產以及推廣使用。
參考文獻:
[1] 范思沖,機械基礎(第二版),北京:機械工業出版社,2005.3
[2] 劉小年,楊月英.機械制圖(第二版),北京:高等教育出版社,2007