3D打印速度對成型精度影響的有限元模擬與研究
2017-10-18 02:59:48張寶慶潘建超孟凡越王潤東張紹澤曹聰
長春理工大學學報(自然科學版) 2017年4期
張寶慶,潘建超,孟凡越,王潤東,張紹澤,曹聰
(長春理工大學 機電工程學院,長春 130022)
3D打印速度對成型精度影響的有限元模擬與研究
張寶慶,潘建超,孟凡越,王潤東,張紹澤,曹聰
(長春理工大學 機電工程學院,長春 130022)
3D打印技術是區別于傳統減材制造的一種加工方法。為提高3D打印件的成型精度,通過有限元分析軟件ANSYS,利用其生死單元技術及耦合分析,針對影響成型精度的關鍵因素之一—打印速度(噴頭水平移動的速度),進行打印過程中溫度場和應力場的分析。通過計算分析后得出以下結論:在其他條件不變的情況下,隨著打印速度的逐步提高,打印件的精度先提高后下降,在打印速度為50mm/s左右時達到最優。該方法為分析其他因素對成型精度的影響提供了一種新方式,為進一步分析多種因素共同作用下得到最佳打印參數提供了思路。
熔融沉積成型;生死單元;耦合
3D打印是一種快速成型的技術,起源于上世紀90年代,是區別于傳統減材制造[1]的一種加工方法。它以數字模型文件為基礎,運用粉末狀金屬或塑料等可粘合材料,通過逐層打印的方式來構造物體[2]。其應用領域極廣,主要有航空航天[3]、醫學領域[4-6]、汽車行業[7,8]等。3D打印技術的類型主要有7類,分別是使用光敏聚合材料的光固化成型法(Stereo lithography Apparatus,SLA),使用聚合材料、蠟等材料的噴射法,使用聚合材料、金屬及鑄造砂的粘接劑噴射法,使用聚合材料的熔融沉積制造(Fused Deposition Modeling,FDM),使用聚合材料、金屬的選擇性激光燒結(Selective Laser Sintering,SLS),使用紙、金屬的片層壓法及使用金屬為材料的定向能量沉積。打印件的精度是檢驗這種方法是否可用的一個標準,本文基于熔融沉積制造這一方法進行了探討。
在機械制造中,加工精度是指零件加工后的實際幾何參數(尺寸、形狀和相互位置)與理想幾何參數的接近程度。因此,打印件的成型精度是指打印后的成型件的幾何參數與理想幾何參數的接近程度。影響成型件精度的因素較多,其中主要有打印速度、材料的溫度、環境溫度及分層厚度等[9-11]。各種因素相互影響、相互作用,找出各個因素內在的關系是得到最佳成型精度的關鍵。本文著重討論了打印速度這一關鍵因素對打印件精度的影響關系。在實際生產中,板狀零件的應用較為廣泛,如各種機床的平臺、夾板等,由于其結構簡單,在3D打印模擬分析過程中能清晰地反映出應力場、溫度場及翹曲變形等信息,因此本文針對薄板類零件進行模擬分析。
1 模型建立的理論基礎
1.1 數學模型
由于材料成型過程中,系統的溫度場及其他熱參數隨時間變化且材料熱性能隨溫度變化,所以應為瞬態非線性的傳熱過程。以能量守恒定律和傅里葉定律為基本依據,推導出的熱擴散方程為[12]:
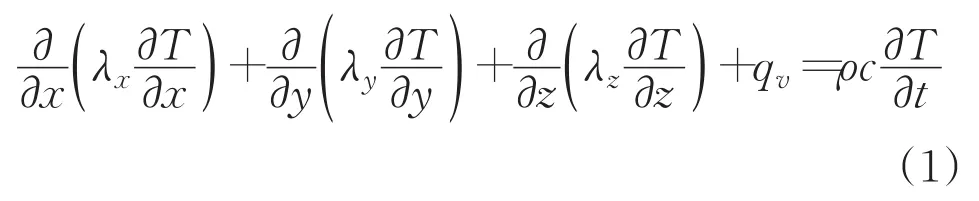
式中,T為物體的瞬態場溫度;λx,λy,λz為材料沿x,y,z方向的導熱系數;ρ為材料密度;c為材料的定壓比熱;qv為內熱源強度。
為使固體熱傳導偏微分方程的解唯一,必須附加邊界條件和初始條件。固體熱傳導有三類邊界條件,其中第三類邊界條件:

式中,Γ為物體邊界;Tf為周圍介質的溫度;α為換熱系數。
由于成型過程中涉及到相變,相變潛熱不可忽略,因此通過定義材料焓值來解決此問題。
物體受到約束或者物體各部分的溫度變化不均勻,使得物體的熱變形不能自由進行時,物體內產生熱應力。包括溫度應變在內的用于求解熱應力問題的最小位能原理的泛函形式為:

將求解域進行有限元離散,可得到有限元求解方程為:

1.2 物理模型
建立的模型如圖1所示,其中間部分為板狀零件,底部為基底。成型件尺寸為20mm×16mm×4mm,考慮到打印機噴嘴直徑為0.4mm,成型件通過映射網格進行劃分,將單個網格尺寸設為2mm×2mm×0.4mm,共計800個網格。基底采用自由網格。求解時將環境溫度設為25℃,基底溫度為70℃,材料的出口溫度為230℃。
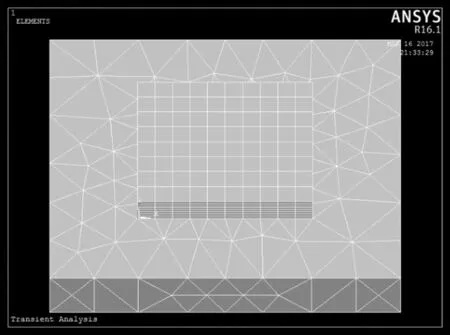
圖1 所建立的物理模型
2 ANSYS仿真分析
本文針對3D打印件的成型過程進行了仿真模擬,主要應用了ANSYS的生死單元技術。生死單元被稱為單元非線性,其具體是指單元在狀態改變時表現出來的相關參數急劇改變的過程。在達到殺死單元的效果時,ANSYS程序并不是刪除被殺死的單元,而是將這些單元的剛度等性質通過壓縮系數(默認為1.0E-6)關閉。同樣的,激活某單元時,并非在模型中添加了單元。程序只是將已經關閉的單元重新激活。在仿真過程中,可以先建立完整的打印件模型,通過ANSYS提供的這種功能,對材料逐步增加的過程進行模擬。
耦合分析分為間接耦合分析和直接耦合分析兩種。間接耦合分析是指按照順序進行兩次或多次相關場分析。直接耦合分析則是指利用包含所有必須自由度的耦合單元類型,通過一次分析便能得出所需的耦合場分析結果。通過間接耦合的方法進行了熱—固耦合分析,其步驟如下:
(1)對結構進行有限元建模;
(2)施加結構溫度邊界條件并進行熱分析;
(3)存貯熱分析結果;
(4)進行結構分析前處理;
(5)讀取熱分析結果并將其作為溫度載荷施加到結構的各個節點上;
(6)對結構場進行求解并進行相關結果后處理。
熱分析中選取了solid 70單元,其是具有8個節點的六面體單元,每個節點上只有一個溫度自由度。結構分析選取solid 185單元,solid185單元用于構造三維固體結構單元通過8個節點來定義。每個節點有3個沿著xyz方向平移的自由度單元具有超彈性、應力鋼化、蠕變、大變形和大應變能力。
通過模擬仿真后,得到了成型過程的溫度場和應力場分布云圖,得到了最大位移量(DMX)這一關鍵數據。由于節點在激活后將受到熱應力的影響,并因此發生位移。而最大位移量是指所有節點激活前后的位移量中最大的一個,并以此來表征實際的最大變形量。
3 仿真結果及分析
3.1 各節點溫度隨時間變化的分析
圖2為打印速度為40mm/s時的最后一個單元被激活時的溫度分布云圖。由該圖可以看出各節點的溫度情況及此時的熱影響區。噴頭移動到某一個單元時,該處溫度瞬間升高,已成型部分通過熱傳導和表面對流、輻射進行換熱,熱影響區不斷擴大,整體溫度逐漸降低。當前打印層等溫線比較密集,呈帶狀展開,整體溫度分布不均勻。
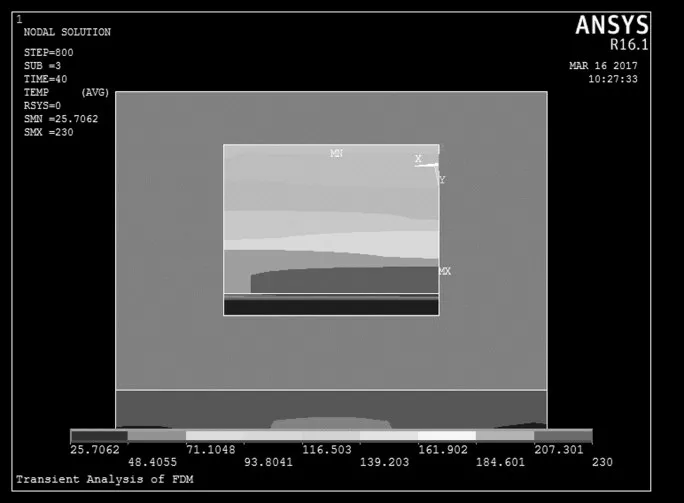
圖2 40mm/s時的溫度分布云圖
圖3為某點在整個過程中的溫度變化圖。

圖3 某節點隨時間的溫度變化曲線
可以看出,在12s左右時,該單元被激活,溫度上升到材料出口溫度,該節點升溫曲線明顯比降溫曲線陡,升溫速度比冷卻速度快,但溫度變化速率基本一致。隨著打印過程的繼續,由于該節點被周期性施加溫度載荷,該節點處溫度再次升高,導致溫度曲線呈現鋸齒狀。最終,其溫度降低至室溫。該過程與實際過程相符。
圖4為速度為200mm/s時的溫度分布云圖。
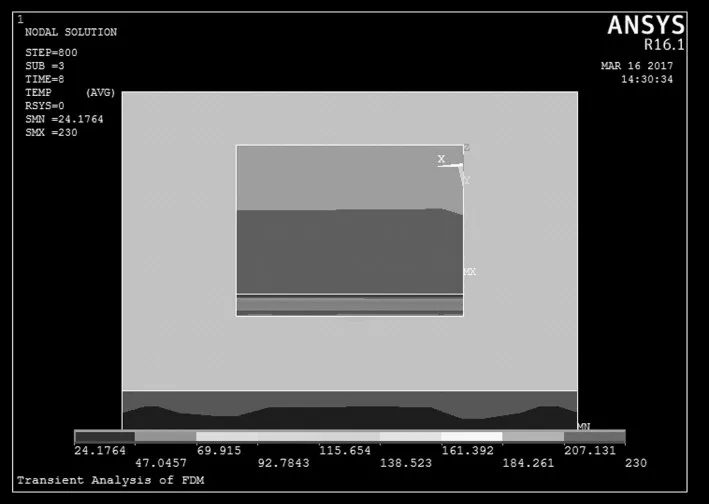
圖4 200mm/s時的溫度分布云圖
在打印將要結束時,成型件的大部分位置的溫度都高于ABS材料的熔化溫度105℃,此時打印件將出現坍塌等現象。所以此時的分析結果無實際意義,只作為單純的對比使用。
3.2 各節點的應力隨時間變化的分析
圖5為打印速度為40mm/s時加工過程中的等效應力分布云圖。
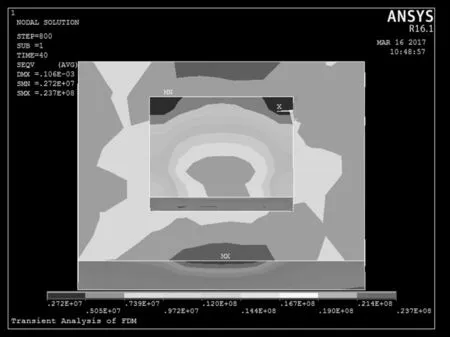
圖5 40mm/s時的等效應力分布云圖
由圖5可以看出,整體應力變化范圍較大,熱應力分布不均勻。由于溫度分布不均,較大溫度梯度將導致應力集中,整體表現為等效應力分布不均。在打印開始時,材料受熱膨脹,并處于可自由變形的熔融態,此時材料為保持其連續狀態而存在拉應力,隨著打印的進行,上層材料同樣受熱膨脹,但由于受到相鄰材料的限制不能自由變形,這就造成該區域節點受壓應力。總體來看,模型底層所受拉應力較大。在實際打印中將導致成型件變形甚至裂紋等破壞現象。
圖6為某點在整個打印過程中的等效應力的變化曲線。
由圖6可以看出,其應力變化較為復雜,總體表現為由低到高,逐層累積的變化趨勢,并呈現出了近似周期性的規律。這是由于節點不斷受到新添加的材料的熱影響,由于新添加的材料周期性的靠近、遠離該節點,所以曲線呈現了周期性。由于距離的變化,所以應力的極值也不斷變化。
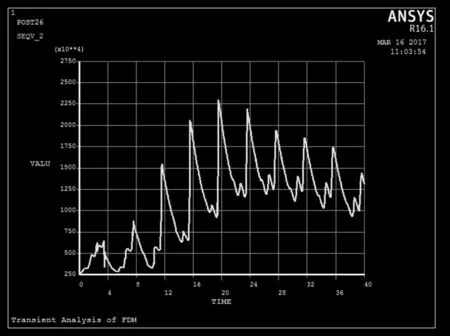
圖6 某點隨時間的等效應力變化曲線
3.3 不同打印速度下的分析結果對比與分析
為了得到打印速度與成型件精度的影響關系,設置了5~200mm/s的打印速度下的仿真對比試驗,仿真試驗數據如下表:
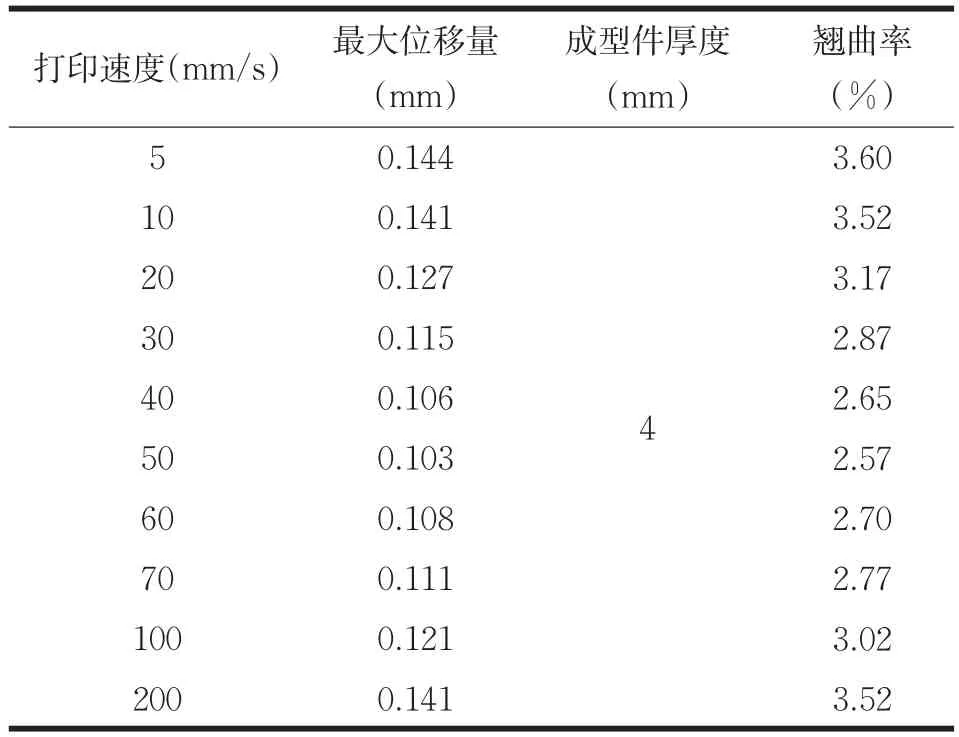
表1 打印速度與最大位移量的關系
通過以上數據,生成了如下曲線圖,如圖7所示:
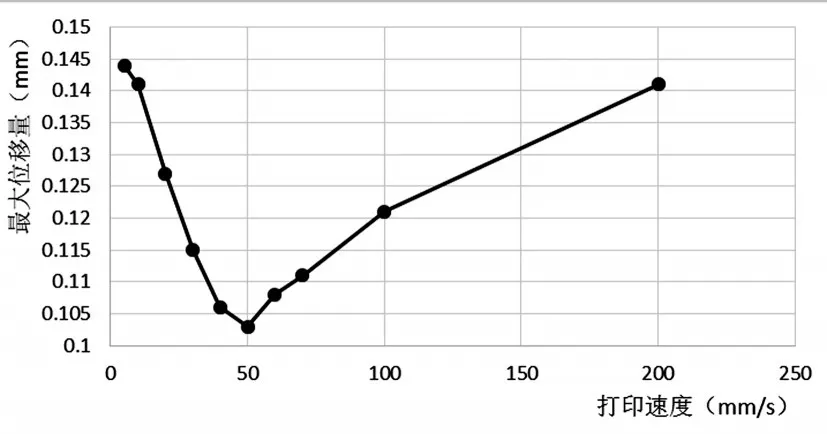
圖7 打印速度與最大位移量的關系
由圖7及表1可以看出,在50℃時,出現了最小值,即此時的翹曲變形最小,為獲得最佳參數提供了參考。
4 總結與討論
通過運用有限元分析軟件ANSYS的生死單元技術,對打印過程進行了仿真模擬。通過計算分析,獲得了打印速度與成型件精度的影響關系。隨著打印速度的提高,打印精度先提高后降低,在50mm/s左右時達到最佳。在打印過程中,由于新添加的材料處溫度相對較高,因此會出現較大的溫度梯度,這是殘余應力出現的主要原因,且主要為拉應力。由于殘余應力的影響,使打印件發生了翹曲變形等缺陷,控制殘余應力是得到高精度打印件的有效手段。
在實際打印過程中,在噴嘴直徑和材料擠出速度確定的情況下,噴頭移動速度不同,分層厚度也會不同。為了達到所要求的零件高度,分層厚度不同,就需要不同的層數,打印件的力學性能差別也將會不同。影響成型件精度的因素很多,下一步需繼續討論在分層厚度與材料出口溫度等其他因素共同作用下,對成型件精度的影響。
[1]劉小涵,姜明珠,曹宏,等.碳化硅零部件機械加工工藝[J].長春理工大學學報:自然科學版,2011,34(2):150-153.
[2]李青,王青.3D打印:一種新興的學習技術[J].遠程教育雜志,2013,(4):29-35.
[3]于霄,呂多,趙孟,等.3D打印技術在航空發動機換熱器研制中的應用展望[J].航空制造技術,2014,466(22):43-46.
[4]王鎵垠,柴磊,劉利彪,等.人體器官3D打印的最新進展[J].機械工程學報,2014,50(23):119-127.
[5]王玲,方奧,申皓,等.3D打印的發展前沿——類腦組織打印[J].機械工程學報,2013,49(6):89-96.
[6]SA Khaled,JC Burley,MR Alexander,et al.Desktop 3D printing of controlled release pharmaceutical bilayer tablets[J].International Journal of Pharmaceutics,2013,461(1):105-111.
[7]趙婧.3D打印技術在汽車設計中的應用研究與前景展望[D].太原:太原理工大學,2014.
[8]周學斌,葉軍祥.3D打印在汽車空調中的應用開發[J].汽車電器,2016,(9):67-70.
[9]張龍,李旭東,郭德昌.3D打印過程的計算機仿真[J].計算機仿真,2014,31(8):226-229+300.
[10]高金嶺.FDM快速成型機溫度場及應力場的數值模擬仿真[D].哈爾濱:哈爾濱工業大學,2014.
[11]楊立寧,單忠德,戎文娟.金屬件熔融堆積3D打印過程熱應力場數值模擬[J].鑄造技術,2016,37(4):753-758.
[12]胡于進.有限元分析及應用[M].北京:清華大學出版社,2009.
Finite Element Simulation Analysis and Research on the Influence of 3D Printing Speed on Forming Precision
ZHANG Baoqing,PAN Jianchao,MENG Fanyue,WANG Rundong,ZHANG Shaoze,CAO Cong
(School of Mechatronic Engineering,Changchun University of Science and Technology,Changchun 130022)
3D printing technology is a kind of processing method which is different from the traditional material cutting.In order to improve the forming precision of 3D prints,through the finite element analysis software ANSYS,using the life and death element technology and coupling,the temperature field and stress field of printing speed—one of the key factors affecting the forming precision—was analyzed.After the calculation and analysis,the following conclusions can be drawn:In the case of other conditions unchanged,with the printing speed of the gradual increase,the accuracy of the print is improved first and then decreased.In the print speed of 50mm/s or so to achieve the best.This method provides a new way to analyze the influence of other factors on the forming accuracy,and provides a new way to get the best print parameters under the combined action of many factors.
fused deposition modeling;the birth-death element method;coupling analysis
TH164
A
1672-9870(2017)04-0045-04
2017-03-30
吉林省科技廳項目(20150101023JC);吉林省教育廳科技支撐項目;長春理工大學大學生創新創業項目
張寶慶(1975-),男,博士,副教授,E-mail:zbq9000@163.com
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
機械工程師(2015年10期)2015-02-02 01:14:03
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
終身教育研究(2014年5期)2014-02-28 01:23:06
