基于Dynaform的通風口座件的CAE分析
2017-10-18 09:41:09倪洪啟劉紅霞
沈陽化工大學學報 2017年3期
倪洪啟, 劉紅霞
(沈陽化工大學 機械工程學院, 遼寧 沈陽 110142)
基于Dynaform的通風口座件的CAE分析
倪洪啟, 劉紅霞
(沈陽化工大學 機械工程學院, 遼寧 沈陽 110142)
介紹通風口座零件沖壓成形分析的結構特點.論述板料拉深有限元分析的步驟,通過應用CAE分析軟件,即Dynaform對通風口座件拉深成形進行有限元分析,通過多次分析,找到比較合理的參數(shù),為優(yōu)化沖壓工藝過程及結果分析提供有利的幫助.
通風口座件; 沖壓成形; CAE; Dynaform
通風口座件是180柴油機常用的零件,其特點是結構簡單、對稱,是一個階梯形狀.若應用一般的模具零件設計方法,需要重復試驗,然后修理模型,反復過程將會耽誤零件的開發(fā)進度,浪費研發(fā)成本.而應用CAE分析,調整適當?shù)膮?shù),可以縮短開發(fā)時間[1-2].
從20世紀末至今,伴隨計算機應用技術的快速發(fā)展和有限元理論探索方法的不斷進步,使用計算機數(shù)值模擬來幫助實現(xiàn)更為準確的工藝分析的人越來越多,相應的軟件也不斷地應運而生.板料成形CAE軟件的應用在一步步的提高生產效率,設計者在初始階段可以利用軟件快速成形功能檢查自己的設計想法,而在后半階段,還可應用CAE軟件中的標準進行詳盡的零件成形模擬分析.幾個比較成功的板料成形CAE軟件已被國外推出,如Dynaform,AutoForm,DeForm等板材成形模擬軟件.這些軟件在我國很多行業(yè)已經被采用.本文運用Dynaform軟件對180型柴油機通風口座零件的拉深進行了有限元分析.
1 有限元分析步驟
1.1 零件模型的導入與網格劃分
將CAD軟件(Solidworks)中設計好的模具模型存為IGES文件格式,或直接在Dynaform的前處理器中建立模型,并保存為上述文件格式,然后將上述模型數(shù)據(jù)導入到Dynaform軟件中.導入IGES文件的Dynaform三維模型如圖1所示.

圖1 導入的三維有限元模型
首先對坯料進行網格劃分、設置,然后對模具的曲面進行有限元網格劃分.通常情況,網格劃分的單元越小,結果就越貼近實際值,但網格劃分的單元小,計算量就會增大,計算時間也會加大;同理,網格劃分的尺寸大,雖然計算量下降了,但計算誤差就會加大,模型的特征不會很理想[3-4],所以當對網格進行劃分大小時,要根據(jù)現(xiàn)實情況選擇網格大小.坯料和模具曲面的網格劃分好后進行網格檢查,檢查坯料和模具曲面是否有缺陷及網格的法向是否在同一個方向上,如果有缺陷需要重新劃分網格或者進行修補.圖2為劃分好的有限元網格模型,其中凸模有4 000 個單元,壓邊圈有9 940 個單元.
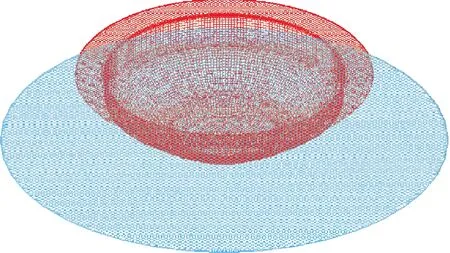
圖2 劃分網格后的有限元模型
1.2 確定沖壓方向
通常情況下,沖壓模擬過程中默認Z軸為沖壓正方向,但是有的零件設計與Dynaform的設置不同,因此需要調整零件的沖壓方向.選擇界面中的DFE,然后點擊Preparation菜單,彈出DFE Preparation對話框,根據(jù)要求選擇合適的沖壓方向.本文采用Z軸為沖壓正方向,然后調整壓邊力的大小[5].
1.3 設置和提交結果
以上步驟完成后,點擊工具欄上的Setup選項,點擊Draw Die進行快速設置.選用Double action拉深工藝,在Quick Setup/Draw中依次設置好凸模(Lower Tool)、壓邊圈(Binder)、毛坯(Blank).根據(jù)零件的實際情況設置模擬參數(shù):凸模移動速度3 000 mm/s,壓邊力16 000 N,材料08鋼,厚1.5 mm.設置完模擬參數(shù)后即可以進行計算.
2 結果分析
所有設置、分析完成后,單擊工具條上的PostProcess,打開后,單擊d3plot文件,出現(xiàn)后處理界面,運用此界面點擊需要的菜單按鈕就可以對結果進行分析與評價.圖3為壓邊力為16 000 N的拉深極限圖;圖4為壓邊力為16 000 N的通風口座件厚度分布圖.
從圖3的FLD可知,通風口座件小區(qū)域在安全區(qū)里拉深不足、起皺,但大部分是安全的,還可以繼續(xù)拉深,這些不影響模擬分析.其中,零件的部分單元有起皺的趨勢.壓邊圈雖然起皺很嚴重,但不影響結果,最終要切除掉.零件最低處有斷裂的形式,這一部分需要重點考慮,也就是圖4的最薄處.所以需要反復進行數(shù)值調整,找到最好的壓邊力.
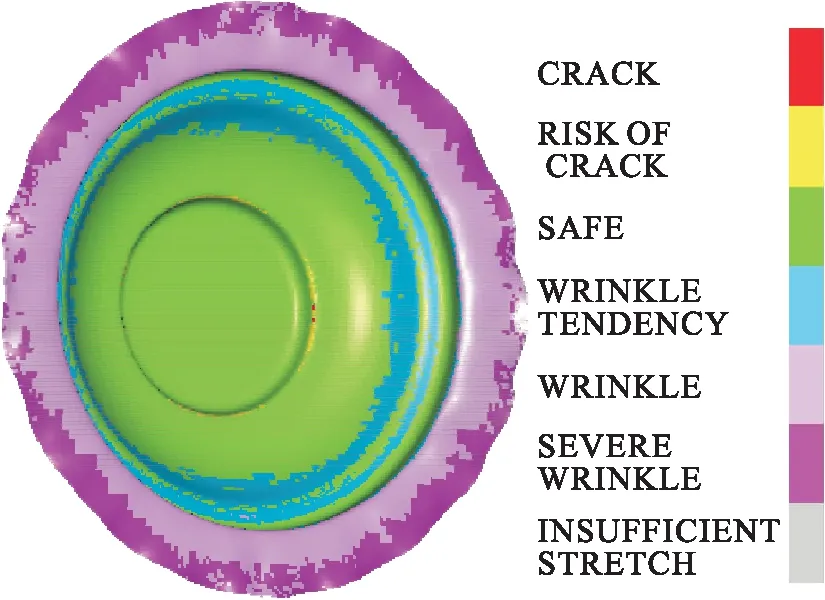
圖3 拉深極限圖
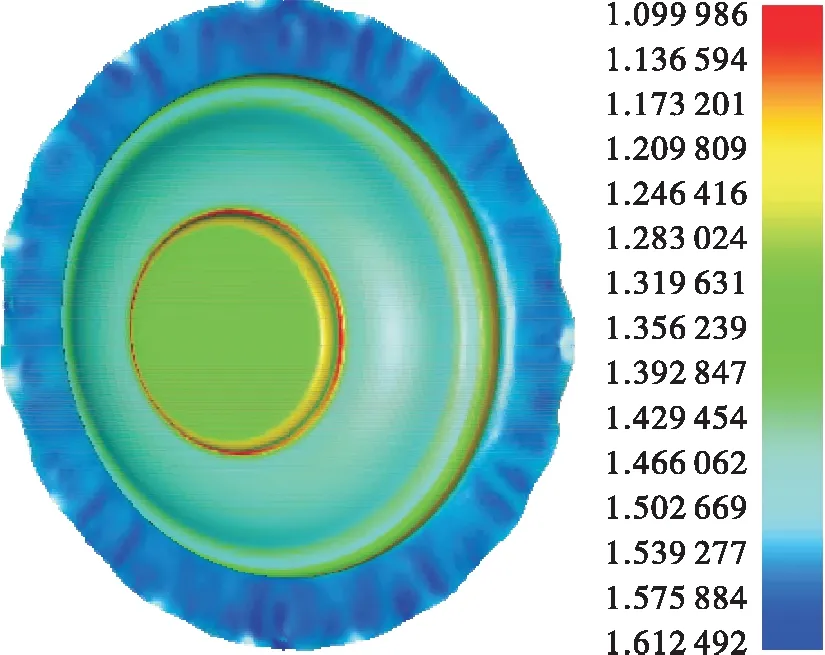
圖4 厚度分布圖
通過模擬結果及板料形狀變化的特點,作如下改變:其他條件都不變,只改變壓邊力的大小,將其壓邊力設置為10 000 N.
當壓邊力設置為10 000 N時,再進行以上操作,最終得到了想要的結果,如圖5所示.按照修改后的要求,拉伸零件沒有破裂等缺陷,零件大部分處于安全區(qū)域,拉深程度比較合理,起皺只出現(xiàn)在零件不重要的地方,即壓邊圈上.而壓邊圈在修邊工序中要切掉,從而不影響零件的最后要求,所以該結構能確保通風口座件拉深成形.由此看出,壓邊力的大小與起皺和破裂有著十分緊密的聯(lián)系.通過應用Dynaform分析軟件的分析結果,對通風口座的拉伸模具進行設計,能夠符合相應的設計要求.
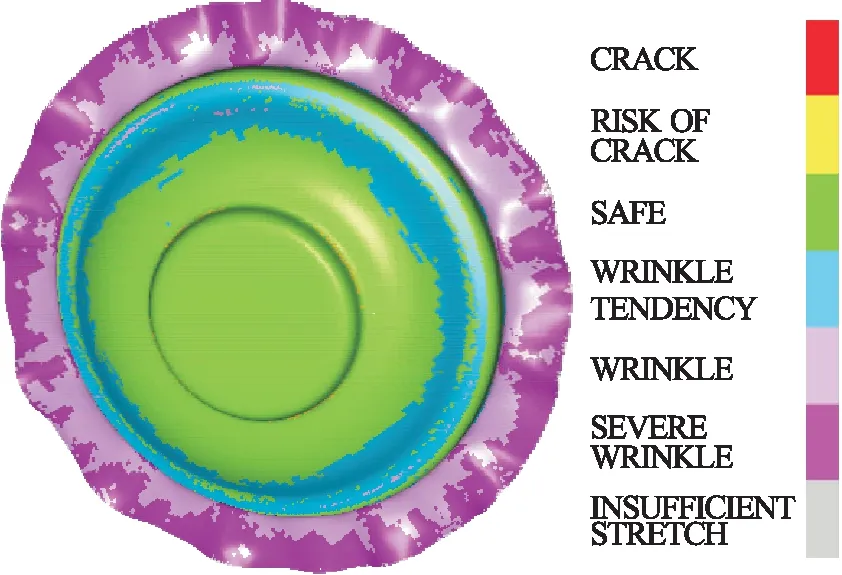
圖5 優(yōu)化后的零件極限圖
3 結 論
本文主要是對通風口座件進行拉深成形分析,可以比較直觀地分析沖壓拉深的過程和結果.由于有限元分析比較復雜,需要反復調試模擬參數(shù),進而找到比較合理的參數(shù),這樣不僅為以后工作提供了便利,還可以降低工廠的生產成本,在很大程度上對沖壓模具和工藝設計進行了優(yōu)化,新工件模具的開發(fā)時間也大大縮短.
[1] 韓玉強,李飛舟.基于Dynaform的轎車引擎蓋板沖壓成形仿真的研究[J].熱加工工藝,2010,39(15):96-98.
[2] 原政軍,安升,白生武,等.基于Dynaform的汽車大燈燈殼工藝及模具設計[J].熱加工工藝,2012,41(9):222-224.
[3] 焦學健,柴山,孔祥貴.輕型載貨汽車駕駛室頂部覆蓋件成形過程的計算機仿真[J].拖拉機與農用運輸車,2008,35(5):53-54.
[4] 謝斌斌,丁國富,黎榮.基于 Dynaform 的覆蓋件沖壓成形性工藝分析[J].機械,2008,35(3):41-43.
[5] 王瑜,何鎮(zhèn)罡,鄭燕萍.基于Dynaform的沖壓成形工藝因素影響分析[J].輕型汽車技術,2012(9):11-14.
Abstract: This paper introduced the vents parts stamping analysis of the structure characteristics and the progression of the CAE and discussed the main steps of sheet metal deep drawing stamping.Through the application of CAE analysis software,namely the Dynaforrm software,finite element analysis was carried out on the vent tower a deep drawing.The reasonable parameters were found out through continuous analysis,which is help for the optimization of stamping process and results.
Keywords: vent a piece; stamping; CAE; Dynaform
CAEAnalysisBasedonDynaformVents
NI Hong-qi, LIU Hong-xia
(Shenyang University of Chemical Technology, Shenyang 110142, China)
10.3969/j.issn.2095-2198.2017.03.012
TG386.3+2
A
2015-05-05
倪洪啟(1967-),男,山東臨朐人,副教授,博士,主要從事CAD/CAE及材料加工數(shù)值模擬的教學和研究工作.
2095-2198(2017)03-0254-03
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(2016年15期)2016-12-01 05:31:22
光學精密工程(2016年6期)2016-11-07 09:07:19
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18