汽車柴油機(jī)氣門維修技能探索
2017-10-18 04:58:41劉國(guó)柱
時(shí)代農(nóng)機(jī) 2017年8期
劉國(guó)柱
(四川三河職業(yè)學(xué)院,四川合江646200)
汽車柴油機(jī)氣門維修技能探索
劉國(guó)柱
(四川三河職業(yè)學(xué)院,四川合江646200)
柴油機(jī)在我國(guó)的汽車中得到廣泛運(yùn)用,并且柴油機(jī)氣門維修技術(shù)性較強(qiáng),是發(fā)動(dòng)機(jī)維修中必須掌握的技能,文章論述柴油機(jī)氣門主要易損件的維修技巧,比如,氣門座圈的更換和選擇氣門鉸刀的步驟等,對(duì)初學(xué)者入門快,操作性強(qiáng),方法淺顯易懂,是作者多年維修技能的表述,亦是成為知識(shí)技能性維修人員的必備知識(shí)。
柴油機(jī);氣門;維修
1 氣門導(dǎo)管的檢測(cè)和更換
(1)氣門導(dǎo)管的功用和材料。氣門導(dǎo)管是保證氣門和氣門座工作錐面的精確配合導(dǎo)向功用,氣門導(dǎo)管的工作溫度較高,約為500k,導(dǎo)管和氣門靠配氣機(jī)構(gòu)飛濺機(jī)油潤(rùn)滑,因此導(dǎo)管易磨損。氣門導(dǎo)管常用灰鑄鐵,球墨鑄鐵或鐵基粉末冶金制成,為了防止氣門導(dǎo)管在使用過程中松脫,有的發(fā)動(dòng)機(jī)對(duì)導(dǎo)管用卡環(huán)定位。
(2)氣門桿與氣門導(dǎo)管間隙的檢驗(yàn)。先將氣缸蓋倒置放在工作臺(tái)上,將氣門提起到氣缸蓋平面一定高度(10~15mm),將百分表固定在缸體上,用百分表觸頭抵住氣門頭邊緣處,把氣門頭沿百分表觸頭往復(fù)推動(dòng),百分表的指針擺差即是氣門桿與導(dǎo)管之間的間隙值。氣門桿與導(dǎo)管的配合間隙(mm),檢查時(shí)應(yīng)以相應(yīng)發(fā)動(dòng)機(jī)維修技術(shù)標(biāo)準(zhǔn)手冊(cè)提供的數(shù)據(jù)為準(zhǔn)。檢測(cè)時(shí),更換新氣門,若間隙值仍然超過允許范圍,更換新導(dǎo)管。
(3)更換氣門導(dǎo)管步驟。用外徑小于氣門導(dǎo)管內(nèi)孔的專用沖頭,用錘擊銃出氣門導(dǎo)管。在更換時(shí)注意要點(diǎn)。如圖1所示,①導(dǎo)管有無卡簧,②導(dǎo)管在氣缸蓋上方的長(zhǎng)短尺寸。③選擇符合標(biāo)準(zhǔn)的新氣門導(dǎo)管。
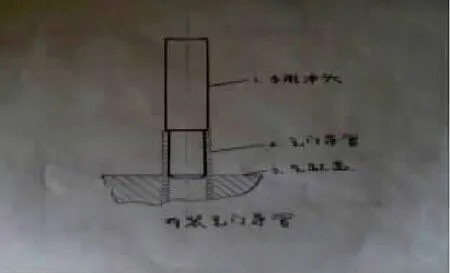
圖1 拆裝氣門導(dǎo)管
2 氣門、氣門座圈的檢查和更換
(1)氣門在高溫,承受氣體壓力、氣門彈簧力及傳動(dòng)組件慣性力的作用,冷卻和潤(rùn)滑條件差,燃?xì)庵杏懈g介質(zhì),因此,氣門具有足夠的強(qiáng)度、剛度、耐熱、耐腐蝕和耐磨性,進(jìn)氣門采用中碳合金鋼,排氣門采用耐熱合金鋼,為了改善氣門的導(dǎo)熱性能,在氣門內(nèi)部充注金屬納,為了保證氣門桿與導(dǎo)管有一定的配合精度和耐磨性,氣門桿表面經(jīng)過熱處理和光磨。
(2)氣門與氣門座的配合。氣門與氣門座密封錐角面角度應(yīng)一致,氣門頂邊緣厚度L一般為1~3mm,如圖2所示。
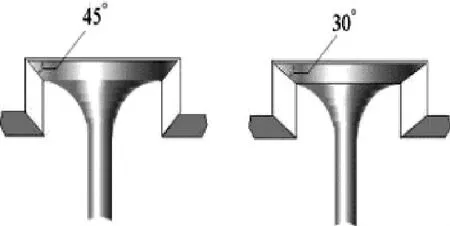
圖2 氣門錐角
(3)氣門座圈的檢查和更換。發(fā)動(dòng)機(jī)氣缸蓋拆卸下相應(yīng)零件,氣缸蓋燃燒室積碳清除洗凈。①用新氣門插入后,氣門頭頂面低于氣缸蓋平面2mm。②座圈有裂紋、松動(dòng)、燒蝕或磨損嚴(yán)重,應(yīng)更換新座圈。
更換座圈步驟:①拆卸舊氣門座圈。在維修操作中,在氣缸蓋平面上墊木塊,采用鈍口扁鏨子,一只角釘在氣門座圈下方,用手握住鏨子,用鐵錘反復(fù)敲擊鏨子后稍,這樣撬出氣門座圈,注意不要損傷氣缸蓋內(nèi)氣門座圈孔。②選擇新氣門座圈。根據(jù)發(fā)動(dòng)機(jī)型號(hào)選擇,一般是標(biāo)準(zhǔn)件,同時(shí)新舊座圈對(duì)比。③氣門座圈的鑲?cè)搿T诰S修操作中,新座圈鑲?cè)氲牟襟E是:清除燃燒室積碳,氣缸蓋座圈孔清擦干凈;辯識(shí)好新座圈方向,放在承孔上方,選擇一只套筒、比新座圈外徑略小,放座圈上面,用手握住套筒,用錘敲擊套筒,直至到位為止。
(4)氣門座圈的鉸削。成套鉸刀,整體高速鋼和鑲硬質(zhì)合金刀片的兩種,一般多采用鑲硬質(zhì)合金刀片鉸刀。①根據(jù)氣門導(dǎo)管孔徑選擇鉸刀導(dǎo)桿,插入氣門導(dǎo)管孔內(nèi)滑動(dòng)自如,無明顯松曠為合適。如圖3所示。
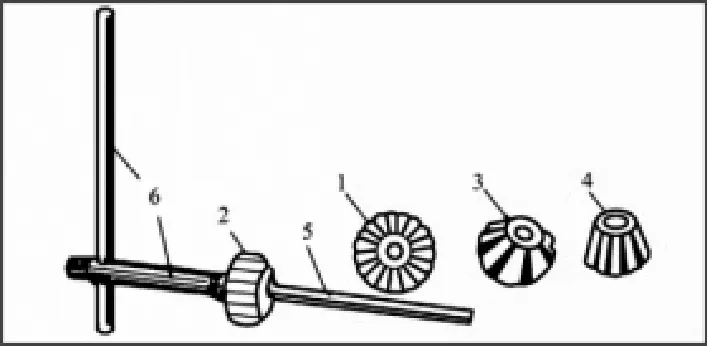
圖3 氣門座圈
1為75°下口絞刀;2為45°環(huán)帶絞刀;3為30°環(huán)帶絞刀;4為15°上口絞刀;5為導(dǎo)桿;6為扳桿。②粗鉸:鉸刀的選擇,用氣門大頭面與鉸刀上平面比對(duì),外徑大小相近合適,鉸刀錐面角度的選擇有45°和30°,在維修中,如圖4所示,氣門錐面和鉸刀錐面比對(duì)后,氣門頭頂和鉸刀上平面基本平行時(shí),就確定鉸刀和氣門的錐面角度(45°、30°),氣門錐面斜角一般比座圈錐面小30′~1°。③氣門工作面寬度:進(jìn)氣門1~2.2mm,排氣門1.5~2.5mm(理論上),維修中鉸削時(shí),進(jìn)氣門0.7~0.8mm,排氣門1.0mm。研磨后進(jìn)氣門0.9~1.0mm,排氣門1.1~1.2mm。氣門工作面寬度略窄點(diǎn),能提高密封性和使用壽命,發(fā)動(dòng)機(jī)工作時(shí)聲音清脆。④選擇好鉸刀套裝在導(dǎo)桿上,適量用力向下錐緊后,兩手用力均勻、平穩(wěn)鉸削座圈。如圖5所示,新氣門試配接觸面應(yīng)在氣門工作錐面的中下部,如接觸面偏上,可用15°鉸刀鉸削座圈上口,使接觸面下移;如接觸面偏下,則用75°鉸刀鉸削座圈下口,使接觸面上移。接觸面距氣門工作面下邊緣1mm左右合適,如環(huán)帶過寬,用15°或75°鉸刀分別鉸削。⑤精鉸;用細(xì)砂布?jí)|鉸刀刃上,將座圈環(huán)帶光磨即可,同時(shí)按順序在氣門上作好記號(hào)。

圖4 氣門錐面和鉸刀錐面
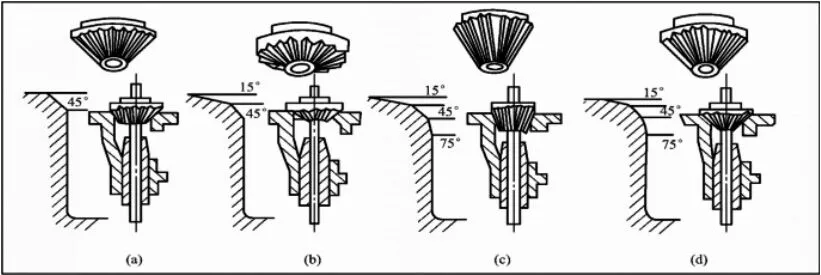
圖5 新氣門試配
75°絞刀用來擴(kuò)大氣門座孔內(nèi)徑,使氣門座工作斜面上移;15°座面絞刀用來絞削氣門座上的平面角,以使氣門頭部的下沉量符合要求(0.5~1.0mm),并使氣門座工作斜面下移。30°或45°絞刀為氣門座工作面絞刀。
(5)氣門與氣門座的研磨。有機(jī)動(dòng)研磨和手工研磨兩種方法。①手工研磨。氣門座圈經(jīng)過鉸削好,清潔后,在氣門工作環(huán)帶上涂粗砂,在氣門桿上涂少許機(jī)油,插入導(dǎo)管中,用合適的氣門捻子,將氣門順時(shí)針旋轉(zhuǎn)與座圈進(jìn)行研磨,提起高度和用力適度,轉(zhuǎn)動(dòng)氣門變換和座圈配合工作位置,注意研磨均勻,不要提起氣門用力在座圈上拍擊,氣門和座圈工作面磨出整齊、無斑痕麻點(diǎn)的一條完整灰色環(huán)帶時(shí),清潔后,換用細(xì)砂研磨,再清潔,在工作面涂上機(jī)油繼續(xù)研磨氣門1 min/只左右即可。②機(jī)動(dòng)研磨。用壓縮空氣研磨機(jī)研磨。氣門工作面涂上研磨粗砂,氣門桿涂少許機(jī)油,準(zhǔn)備工作做好后,用雙手握緊研磨機(jī),保持高度合適,使氣門和氣門座圈工作面接觸,接觸時(shí)不宜壓緊或過松。用電動(dòng)研磨機(jī)研磨。準(zhǔn)備好后,將研磨機(jī)對(duì)正氣門調(diào)整好氣門升程,一般一只氣門研磨1~2min,之后清洗干凈氣門、座圈等。第二次在氣門工作帶上涂少許機(jī)油研磨30′-50′,再清潔干凈,氣門環(huán)帶有一整齊暗灰色即可。
氣門研磨注意事項(xiàng):①研磨前,應(yīng)清除氣門座圈、燃燒室內(nèi)、導(dǎo)管上的積碳或油污。②研磨后,氣缸蓋全部位置清洗干凈、用壓縮空氣吹干。③氣門與座圈鉸削配對(duì)好后,不能互換,應(yīng)按序作上記號(hào)。④研磨時(shí),經(jīng)常檢查效果,以免研磨時(shí)工作環(huán)帶磨寬或磨成凹槽而報(bào)廢。⑤研磨砂合適,不要掉入導(dǎo)管孔內(nèi),造成導(dǎo)管內(nèi)孔與氣門桿磨損。
氣門的密封性檢測(cè),在維修操作中,采用的步驟是:①用汽油清洗研磨好的氣門、座圈、導(dǎo)管、氣缸蓋等相應(yīng)部件。②用壓縮空氣吹干氣缸蓋。③把對(duì)應(yīng)氣門插入每缸的座圈內(nèi),用捻子提起氣門拍擊幾下,用柴油(或汽油)注入燃燒室,過5--10 min,時(shí)間略長(zhǎng)點(diǎn)更好,觀察氣缸蓋進(jìn)排氣歧管座孔處無油滲漏,便合格。
3 氣門間隙的調(diào)整
氣門間隙的調(diào)整,根據(jù)各種柴油機(jī)型號(hào)和原廠規(guī)定(進(jìn)氣門間隙在0、25~0、35mm,排氣門間隙在0、30~0、50mm),對(duì)氣門間隙檢查、調(diào)整;間隙偏大,會(huì)影響進(jìn)排氣不充分,且有異常敲擊聲,間隙偏小會(huì)造成氣門關(guān)閉不嚴(yán)而漏氣、推桿變形,氣門、座圈工作面燒蝕等現(xiàn)象,主要以4缸和6缸柴油機(jī)為例。在維修操作中,柴油機(jī)氣門排列順序是進(jìn)排、進(jìn)排的規(guī)則,只要?dú)忾T完全關(guān)閉就可以調(diào)間隙;調(diào)整時(shí),用右手握梅花扳手松開鎖緊螺母,左手握短平口起子調(diào)螺釘,在氣門桿與搖臂之間插入規(guī)定的厚薄規(guī),拉動(dòng)有合適阻力,穩(wěn)住起子,鎖緊螺母即可。
3.1 逐缸調(diào)整法
(1)在維修操作中,4缸柴油機(jī)作功次序1—3—4—2,順時(shí)針轉(zhuǎn)動(dòng)曲軸,第4缸排氣門完全打開(排氣門壓縮到最低點(diǎn)),這時(shí)第1缸在壓縮上止點(diǎn),進(jìn)排氣門完全關(guān)閉,可調(diào)整兩只氣門間隙。同理,順時(shí)針轉(zhuǎn)動(dòng)曲軸,看第2缸排氣門,可調(diào)整第3缸兩只氣門間隙;看第1缸排氣門,可調(diào)整第4缸兩只氣門間隙;看第3缸排氣門,可調(diào)整第2缸兩只氣門間隙。曲軸轉(zhuǎn)動(dòng)兩圈720°,調(diào)整完8只氣門間隙,再?gòu)?fù)查一遍。
(2)6缸柴油機(jī)作功次序1—5—3—6—2—4,按照上述原理,看第6缸排氣門壓縮到最低點(diǎn),可調(diào)整第1缸兩只氣門間隙;看第2缸排氣門,可調(diào)整第5缸兩只氣門間隙;看第4缸排氣門,可調(diào)整第3缸兩只氣門間隙;看第1缸排氣門,可調(diào)整第6缸兩只氣門間隙;看第5缸排氣門,可調(diào)整第2缸兩只氣門間隙;看第3缸排氣門,可調(diào)整第4缸兩只氣門間隙。這樣,曲軸轉(zhuǎn)動(dòng)兩圈720°,第一次調(diào)完12只氣門間隙,再?gòu)?fù)查一次即可。
3.2 兩次調(diào)整法
(1)4缸柴油機(jī),順時(shí)針轉(zhuǎn)動(dòng)曲軸,看第2缸排氣門壓縮到最低點(diǎn)(第4只氣門全開啟狀態(tài)),可調(diào)整1、2、3、6四只氣門間隙。順時(shí)針轉(zhuǎn)動(dòng)曲軸360°,看第3缸排氣門壓縮到最低點(diǎn)(第6只氣門全開啟狀態(tài)),可調(diào)整4、5、7、8四只氣門間隙。如表1所示,柴油機(jī)作功次序1—3—4—2,按照雙排不進(jìn)原則調(diào)整亦可以。
(2)6缸柴油機(jī),順時(shí)針轉(zhuǎn)動(dòng)曲軸,看第二缸排氣門壓縮到最低點(diǎn)(第4氣門全開啟狀態(tài)),可調(diào)整1、2、3、6、7、10六只氣門間隙;看第五缸排氣門壓縮到最低點(diǎn)(第10氣門全開啟狀態(tài)),可調(diào)整4、5、8、9、11、12六只氣門間隙。如表2所示,六缸柴油機(jī)作功次序1—5—3—6—2—4,按照雙排不進(jìn)原則亦可以。

表1 柴油機(jī)作功次序
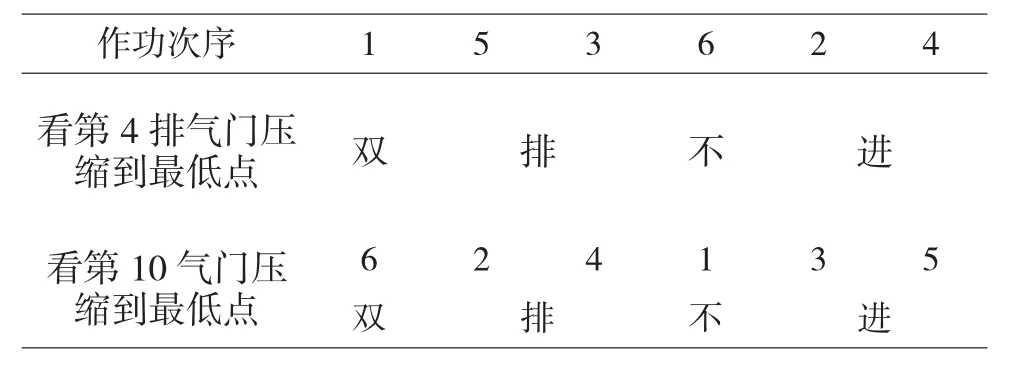
表2 六缸柴油機(jī)作功次序
[1]劉慶軒.汽車修理基本技術(shù)指南[M].北京:金盾出版社,1991.
[2]白昂.柴油汽車使用與維修360問[M].北京:金盾出版社,1990.
劉國(guó)柱,男,大學(xué)專科,高級(jí)技師,主要研究方向:汽車檢測(cè)與維修技術(shù)。

- 時(shí)代農(nóng)機(jī)的其它文章
- 微課在單片機(jī)課程實(shí)驗(yàn)中的應(yīng)用探索與實(shí)踐
- 基于SPOC教學(xué)模式的《汽車發(fā)動(dòng)機(jī)構(gòu)造與拆裝》課程教學(xué)設(shè)計(jì)研究與實(shí)踐
- 基于翻轉(zhuǎn)課堂的高職《機(jī)械基礎(chǔ)》課程教學(xué)模式實(shí)踐研究
- 高職院校英語課程中正確讀譯英文數(shù)字的BMT模式
- 多元化模糊理論在職業(yè)教育專業(yè)課程考核方式中的探討應(yīng)用
- 學(xué)生工作頁在模塊教學(xué)中的應(yīng)用實(shí)踐
——以《內(nèi)燃機(jī)車電氣動(dòng)作試驗(yàn)》為例