板扣成型模的設(shè)計與分析
2017-10-19 09:21:46孟燕菲杜祥哲尹東海孫克華
裝備制造技術(shù) 2017年8期
孟燕菲,杜祥哲,尹東海,孫克華
(1.常州博瑞電力自動化設(shè)備有限公司,江蘇 常州213025;2.南京南瑞繼保電氣有限公司,江蘇 南京 211102)
板扣成型模的設(shè)計與分析
孟燕菲1,杜祥哲1,尹東海2,孫克華1
(1.常州博瑞電力自動化設(shè)備有限公司,江蘇 常州213025;2.南京南瑞繼保電氣有限公司,江蘇 南京 211102)
U型板扣采用彎曲成型工藝易變性,效率較低,通過對板扣結(jié)構(gòu)的分析與研究,開發(fā)轉(zhuǎn)軸式?jīng)_壓成型模具,有效補(bǔ)償反彈,解決變形問題。通過對模具進(jìn)行生產(chǎn)試驗,沖壓過程平穩(wěn),滿足產(chǎn)品生產(chǎn)質(zhì)量要求,生產(chǎn)效率顯著提高。結(jié)果表明該模具設(shè)計合理,可為類似零件設(shè)計加工提供參考。
U型板扣;沖壓模具仿真試驗;沖壓成型;補(bǔ)償反彈
0 前言
板扣被廣泛地應(yīng)用于采集板中,材料采用冷拉黃銅棒,一般采用普通U形彎曲模加工,加工后若有變形,采取人工進(jìn)行整形,在這種加工方式下,成型零件的彎曲度得不到保證,并且多道工序的加工對零件表面質(zhì)量產(chǎn)生很大影響,造成過多的擦傷,不僅產(chǎn)品質(zhì)量得不到很好的控制,而且效率低下。為提高產(chǎn)品的效率與質(zhì)量,本文設(shè)計了一種轉(zhuǎn)軸式彎曲模,用于U形彎曲件(如圖1所示)的生產(chǎn),為類似產(chǎn)品的生產(chǎn)提供一種方法[1]。
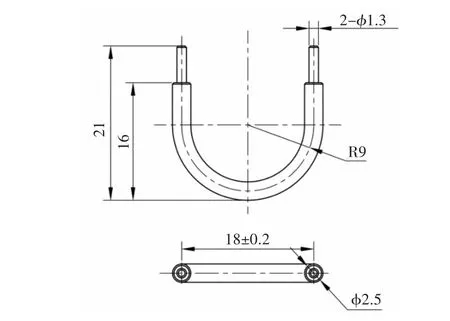
圖1 采集板扣
1 模具結(jié)構(gòu)設(shè)計
彎曲模具主要由上模、下模組合而成[2]:上模包括:上模座、固定板、模柄、上墊板、凸模;下模具包括:定位銷,凹模鑲塊、安全擋板、凹模座、下墊板、頂塊、下模座、彈頂器、螺塞、轉(zhuǎn)軸,如圖2所示。

圖2 模具結(jié)構(gòu)
1.1 凹凸模結(jié)構(gòu)設(shè)計
如圖1所示的零件,根據(jù)成型特性,其形狀為U型結(jié)構(gòu)圓棒且左右對稱。在此模具的設(shè)計中,圓棒兩端相對位置為配合尺寸,主要精度為彎曲后中心距為18 mm,且偏差度為0.2 mm.因此在凹、凸模的設(shè)計中,對于結(jié)構(gòu)的設(shè)計須保證[3]。
(1)凸模采用膽形結(jié)構(gòu),如圖3所示,為滿足產(chǎn)品零件所需要彎曲的半徑為9 mm的要求,以及依據(jù)實際機(jī)械設(shè)計理論,設(shè)計的凸模底部圓弧半徑為7.2 mm,角度約為 5°(見圖 3).
(2)凹模選取轉(zhuǎn)軸式結(jié)構(gòu),如圖2中15所示,其采取對稱性的分體式結(jié)構(gòu),并通過轉(zhuǎn)軸進(jìn)行固定。樣件通過定位銷(凹模鑲塊內(nèi))定位,避免樣件成型時平面度過大問題,定位銷的另一個作用還對總長進(jìn)行限制。樣件通過鑲塊圓弧槽成型。

圖3 凸模
1.2 工作原理
(1)在沖壓過程的步驟為:
1)彈頂器利用頂塊作用于凹模鑲塊,使其上平面與水平保持一致,便于放入要加工零件。
2)凸模向下運動,沖壓零件,零件受力變形,直至凸模運動到底,此時零件彎曲成U型。
3)加工件即圓棒的U型最低點接觸到凹模,繼續(xù)下行,直至彈頂器力不能抵住來自于圓棒傳遞的力,此時凹模沿轉(zhuǎn)軸發(fā)生旋轉(zhuǎn)是圓棒貼住凸模。
4)沖床行程到達(dá)死點位置,零件加工成型(根據(jù)反彈系數(shù),采用過加工)。
5)凹模進(jìn)行復(fù)位同時凸模向上運動,加工件留在凹模內(nèi),取出零件完成加工。
(2)模具設(shè)計特點:
1)安全擋板的安裝:在凹模旋轉(zhuǎn)過程中,模座與凹模之間會存在一定的距離間隙,這會導(dǎo)致瑣屑的進(jìn)入,對模具造成很大的影響,影響加工件的質(zhì)量,所以在模具左右分別設(shè)置擋板,該擋板設(shè)有彈壓裝置。
2)滑動配合設(shè)計:頂板與下墊板設(shè)計為滑動配合,保證彈頂器的力能夠以均勻的形式傳導(dǎo)至凹模中,另一方面保證了凹模工作復(fù)位后,上平面的平衡性即處于水平,確保定位[4]。
2 仿真分析與樣件制造
2.1 仿真分析
凸模尺寸計算(依據(jù)黃銅進(jìn)行計算)為:
R=K(R0+0.5t)-0.5t=7.39 mm,a==93.75°
式中:a 取 95°;R 取 7.2 mm;t取 2.5 mm;R0取7.75 mm;K取0.96 mm;a0取3.2 mm.
在沖壓過程中,彎曲模模具受到反作用力,會發(fā)生變形因此通過Ansys對凸模仿真分析,驗證模具設(shè)計的合理性,仿真結(jié)果如圖4、5、6、7所示。
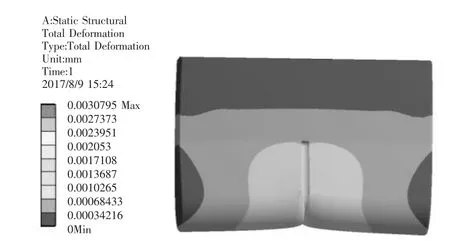
圖4 總變形
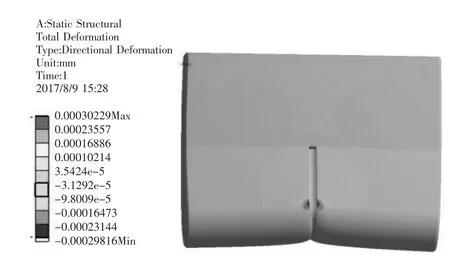
圖5 方向變形
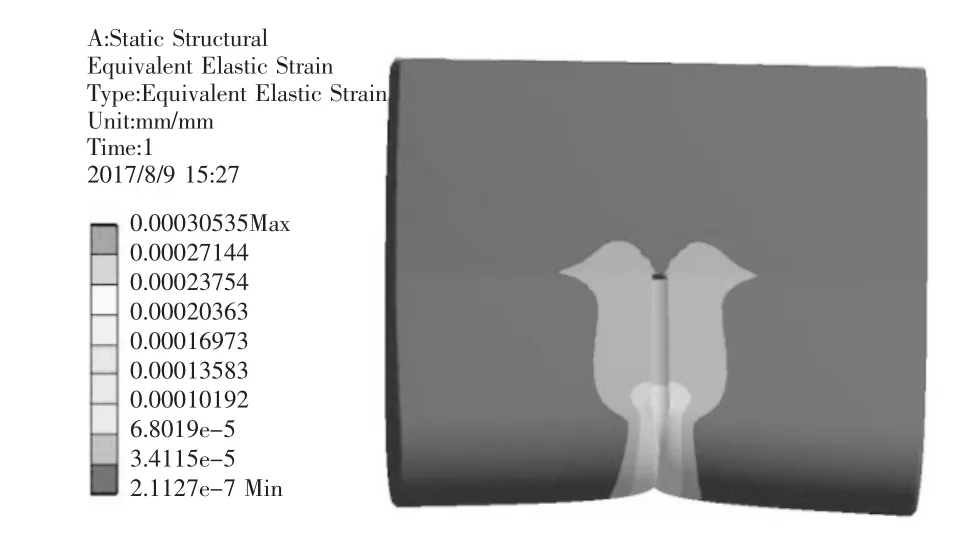
圖6 等效彈性應(yīng)變
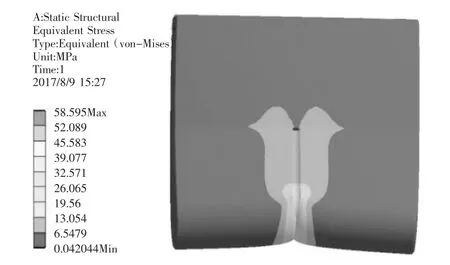
圖7 等效應(yīng)力
變形分析結(jié)果如下:最大變形分布于底部圓弧處,變形0.003 mm,等效應(yīng)力最大值發(fā)生于凸模連接頭,為26.8 MPa,應(yīng)力應(yīng)變在允許范圍內(nèi),沖壓后恢復(fù),凸模結(jié)構(gòu)設(shè)計合理。
2.2 樣件制造
利用設(shè)計的轉(zhuǎn)軸式?jīng)_壓成型模對樣件進(jìn)行加工,加工實物如圖8所示。

圖8 實物效果圖
通過對樣件的試驗驗證,設(shè)計的模具達(dá)到要求,實現(xiàn)了:
(1)兩中心距離為18 mm,偏差±0.2 mm,基本滿足要求。
(2)兩中心平面度達(dá)到要求,與印制線路板相匹配。
(3)零件質(zhì)量達(dá)到要求無需后續(xù)工序進(jìn)行修正,效率得到提高。
3 結(jié)束語
經(jīng)過實驗驗證及實物樣品的分析,此轉(zhuǎn)軸式?jīng)_壓成型模具性能較好,有效地補(bǔ)償反彈,解決了變形問題。通過對模具進(jìn)行生產(chǎn)試驗,沖壓過程平穩(wěn),滿足產(chǎn)品生產(chǎn)質(zhì)量要求,生產(chǎn)效率顯著提高。
U型板扣的加工成形是一個復(fù)雜的過程,在成形過程中容易產(chǎn)生的許多缺陷,如回彈過大引起的變形,中心距與平面度達(dá)不到設(shè)計要求等,這對后續(xù)產(chǎn)品的裝配影響較大,為了滿足產(chǎn)品功能需求,在產(chǎn)品結(jié)構(gòu)基本定型的前提下,選取合適的加工方法,制定出最優(yōu)化的方案。
[1]沖模設(shè)計手冊編寫組.沖模設(shè)計手冊[M[.北京:機(jī)械工業(yè)出版社,1988:170-172.
[2] 鐘翔山.轉(zhuǎn)軸式彎曲模具設(shè)計[J].模具技術(shù),2004,22(5):20-23.
[3]王新生.擺塊式U形彎曲模的設(shè)計[J].模具工業(yè),1990,16(2):20-23.
[4]李 浩,尹東海,孫克華.階梯凸模的沖模設(shè)計[J].模具工業(yè),2017(03):29-30.
Design and Analysis of Curved Bending Die
MENG Yan-fei1,DU Xiang-zhe1,YIN Dong-hai2,SUN Ke-hua1
(1.NR Electric Power Electronics Co.,Ltd.,Changzhou Jiangsu 213025,China;2.Nanjing NARI-Relays Electric Co.,Ltd.,Nanjing Jiangsu 211102,China)
U plate buckle adopts bending forming technology with low volatility and low efficiency.Through the analysis and research of the plate buckle structure,the axle stamping forming die is developed to effectively compensate the rebound and solve the deformation problem.Through the production test of the die,the stamping process is stable,and the product quality requirements are met,and the production efficiency is improved remarkably.The results show that the die design is reasonable and can provide reference for the design and processing of similar parts.
U plate buckle;stamping die simulation test;stamping forming;compensation rebound
TG76
A
1672-545X(2017)08-0100-03
2017-05-03
孟燕菲(1985-),男,河南駐馬店人,學(xué)士,主要從事電力機(jī)箱、機(jī)柜產(chǎn)品設(shè)計及制造工藝;杜祥哲(1989-),男,江蘇徐州人,碩士研究生,助理工程師,研究方向:電力機(jī)箱、機(jī)柜產(chǎn)品設(shè)計及制造工藝;尹東海(1965-),男,江蘇南京人,本科,工程師,研究方向:電力設(shè)備產(chǎn)品設(shè)計及制造工藝;孫克華(1973-),男,江蘇常州人,中專,助理工程師,研究方向:模具設(shè)計及制造工藝。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
