
氣動打標字體傾斜錯位模糊觀察與解決方案
2017-10-19 09:22:54劉有章張明輝
裝備制造技術 2017年8期
關鍵詞:系統
劉有章,張 節,張明輝
(華菱漣鋼2250熱軋板廠,湖南 婁底 417009)
氣動打標字體傾斜錯位模糊觀察與解決方案
劉有章,張 節,張明輝
(華菱漣鋼2250熱軋板廠,湖南 婁底 417009)
漣鋼2250熱軋板廠橫切線使用的多針氣動打標系統為美國進口Telesis品牌,主要用于船板標識,目前,該套氣動打標系統在使用過程中經常性出現標識內容錯位模糊,嚴重影響產品質量,增加了生產成本。針對標識內容錯位與模糊這一故障現象,進行了系統的分析,并采取一系列措施,最終使打標傾斜錯位模糊問題得以徹底解決。
氣動打標系統;打標控制器;打標頭;同步
氣動打標設備在生產船板中是不可或缺的設備,但在使用氣動打標系統打標過程中,會出現鋼板標識不清楚,字體傾斜,字體錯位模糊的情況,產生了一些不符合標識要求的鋼板,需要重新返工標識,這樣既影響了生產進程,也導致不必要的經濟損失。針對該問題,本文對因打標設備出錯導致鋼板打標內容錯誤的原因進行了分析并提出了解決措施。
1 氣動打標系統介紹
1.1 氣動打標系統設備組成部份
氣動打標系統包含機械和電氣兩個部分。機械部分采用龍門架行車結構,龍門架之間安裝橫梁,橫梁下方再懸掛一個打標頭單元,電氣部分主要由西門子PLC S7-300分布式I/O系統,人機界面WICC,6SE70變頻調速裝置,低壓配電柜,現場總線及電氣檢測元件等構成[1]。氣動打標機系統的核心部分采用美國進口Telesis品牌標示機,主要由TMC700打標控制器,TMM7200打標頭,上位機HMI以及系統軟件與打標應用軟件等構成,其系統結如圖1所示。
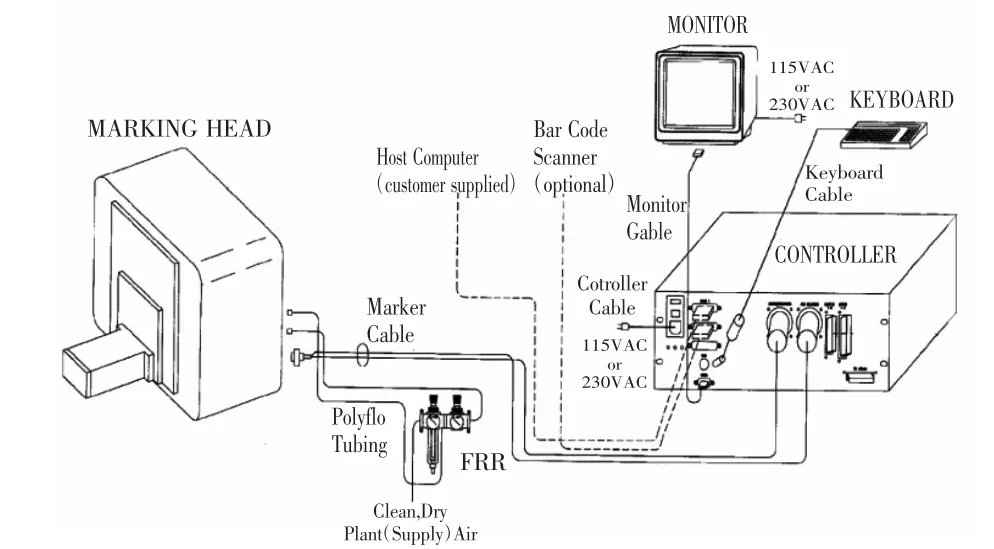
圖1 TMM7200系統塊圖
1.2 氣動打標系統自動打標工作過程
打標過程由PLC控制實現,主控PLC采用自動順序控制,當主控PLC工作條件就緒,打標頭在變頻調速電機驅動下,加速到鋼板同步狀態,打標頭與鋼板在運動中保持同步打標,打標控制器TMC700完成打標任務后,發主控PLC打標完成狀態信號,為下個周期打標做準備。打標控制器TMC700輸入輸出信號時序如圖2所示。
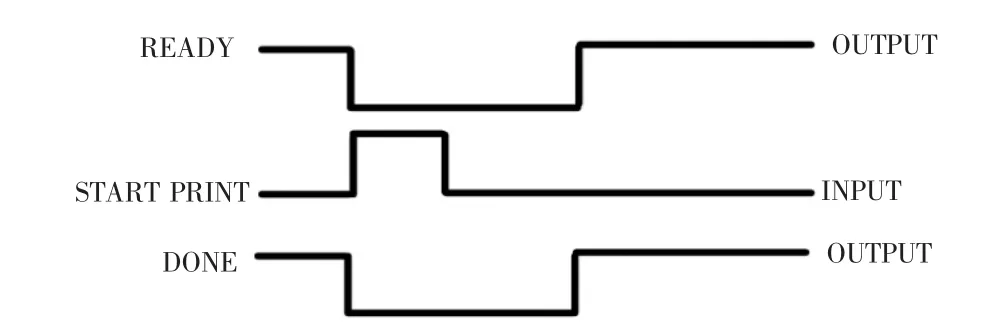
圖2 TMC700輸入輸出信號時序圖
2 氣動打標內容傾斜錯位模糊觀察
在實際生產船板過程中,在打標輕度出錯時,在鋼板表面打標出來字符偶爾傾斜,字符頂部錯位,打標嚴重出錯時,打出來的字符模糊不清楚如亂碼,圖3為傾斜錯位的模糊“CCS-B”字符圖片,圖4打標正常時的“CCS-B”字符圖片。
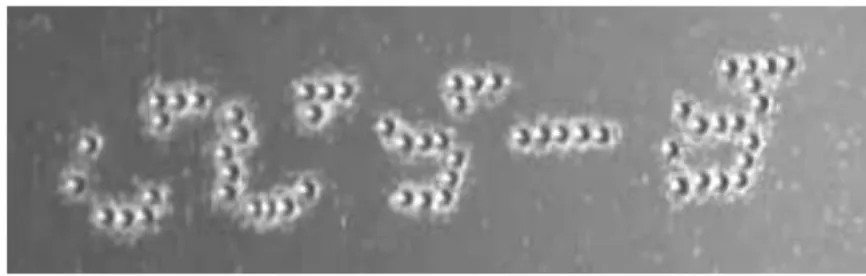
圖3 傾斜錯位的模糊“CCS-B”字符
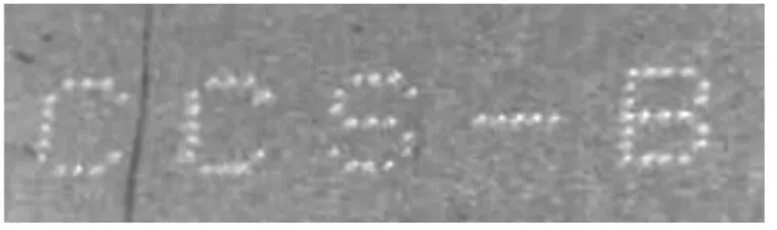
圖4 打標正常時的“CCS-B”字符
通過現場觀察船板打標實際效果,船板標識還是存在傾斜錯位模糊缺陷,針對導致船板標識缺陷的特點,分析了氣動打標設備系統導致打標內容缺陷的各種原因。
現場觀察打標機,發現導致打標內容出錯的主要原因在于打標頭與運動當中的鋼板未能相對靜止,導致打標頭與被打標鋼板不同步引起錯位,打標出錯的可能原因有:(1)打標頭在自動打標過程中動態跟隨鋼板速度不同步,變頻調速裝置電機速度與實際鋼板速度存在不匹配現象;(2)打標頭氣動平衡缸未能起到打標頭與鋼板速度差的補償功能作用;(3)打標控制器出錯,打標頭出錯;(4)打標頭針套與被打標材料鋼板之間距離太遠。所以得出結論,鋼板打標內容模糊、錯位,傾斜的主要原因是因打標設備在打標過程中與鋼板存在不同步造成的。
3 氣動打標內容傾斜錯位模糊解決辦法
通過現場觀察船板打標實際效果,船板標識還是存在傾斜錯位模糊缺陷,針對導致船板標識缺陷的特點,采取了以下改進措施:
(1)解決自動打標過程中,打標頭與鋼板輥道存在速度差的因素,由于鋼板輥道長時間運行,該輥道為實心膠輥易磨損,輥徑實際有所變小,那么推斷輥道實際線速度變小,根據公式v=[(d×Pi)/i]×n(n為電機轉速;v為線速度;d為輥徑;i為減速比),電機轉速與線速度之間轉換PLC STL語句表程序如圖5,通過程序線速度因子”K”可微調整變頻電機給定轉數,最終確保打標頭在自動打標過程,打標頭電機跟隨輥道上的鋼板盡可能的保持同步運動。
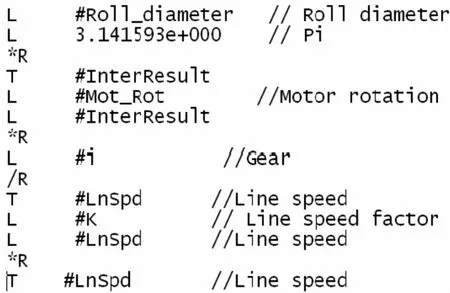
圖5 電機轉速與線速度之間轉換PLC STL語句
通過以上公式及程序將鋼板輥道的實際線速度轉換為小車變頻調速電機所需的實際電機轉數,輥道線速度乘以線速度K系數,達到可微調整變頻電機給定轉數,最終確保打標頭在自動打標過程,打標頭電機跟隨輥道上的鋼板盡可能的保持同步運動。
(2)解決氣動平衡缸不在原位的問題,氣動平衡缸的主要作用也是彌補打標頭在自動打標過程中,打標頭與鋼板不同步時實現同步。優化PLC氣動平衡缸動作控制,確保打標開始氣動平衡缸在原位,達到預期平衡功能,彌補鋼板與打標頭速度差。
(3)解決打標控制器及打標頭的問題,解體打標控制器、打標頭,檢查內部電源、步進電機及絲桿間隙、高頻氣動閥組、針套、各驅動板卡有無缺陷松動,并采取備用機板卡替代法,重新組裝打標控制器與打標頭聯機測試打標效果,另外定期清洗加油潤滑打標頭內部機械部件。
(4)通過實驗證明調整打標頭針套與被打標材料鋼板之間的行程距離(有效可調行程為3 mm~12 mm),可有效減輕打標頭局部振動及噪聲,也可避免自動打標過程中打標內容傾斜錯位模糊。
通過實施以上改進措施,導致氣動打標內容傾斜錯位模糊的各種原因一一得到了解決,最終使傾斜錯位模糊問題得到徹底解決,氣動打標系統恢復了正常工作。鋼板打標內容整齊清晰,客戶對船板質量滿意。
4 結束語
本文通過介紹氣動打標系統的系統結構及自動打標過程控制原理,并對氣動打標系統在自動打標過程中異常的現象進行觀察和分析,找出船板標識出現異常的各種原因,實施了改進措施,梳理維護診斷方法,重點在打標頭與鋼板同步問題上進行了詳細闡述,實現氣動打標機系統正常工作,從而提高了氣動打標設備系統的工作效率,確保船板產品的生產質量。
[1]廖常初 .S7-300/400PLC應用技術[M].北京:工業機械出版社,2005.
Fuzzy Observation and Solution for Tilt and Dislocation of Pneumatic Marking Fonts
LIU You-zhang,ZHANG Jie,ZHANG Ming-hui
(2250 Hot Strip Mil of Lianyuan Steel Company,Loudi Hunan 417009,China)
Multi needle gas lianyuan steel 2250 hot strip mill using horizontal tangent dynamic marking system for the united states imports telesis brand,mainly used for ship identification,at present,the pneumatic marking system used in the process of identifying the content often appear dislocation fuzzy,seriously affect the quality of products,increase the cost of production.A systematic analysis is carried out on the fault of misplacement and blurring of identification contents,and a series of measures are taken to finally solve the problem of tilting,dislocation and blurring of marking.
pneumatic marking system;marking controller;hit headers;synchronization
TG233.1
B
1672-545X(2017)08-0177-02
2017-05-05
劉有章(1980-),男,湖南益陽桃江人,大專,助理工程師,從事自動化與傳動控制技術研究。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
