
拖拉機(jī)變速箱加工工藝研究
2017-10-19 09:23:26韓興言
裝備制造技術(shù) 2017年8期
關(guān)鍵詞:工藝
韓興言
(山西機(jī)電職業(yè)技術(shù)學(xué)院,山西 長治046011)
拖拉機(jī)變速箱加工工藝研究
韓興言
(山西機(jī)電職業(yè)技術(shù)學(xué)院,山西 長治046011)
本文分析了拖拉機(jī)變速箱的結(jié)構(gòu)特點(diǎn),通過分析制定出了合理的變速箱加工工藝方案。經(jīng)實(shí)踐證明該工藝切實(shí)可行,經(jīng)濟(jì)性好,穩(wěn)定性高。
變速箱;加工方案;工藝路線
拖拉機(jī)變速箱箱體是整個底盤變速機(jī)構(gòu)的支撐部件,結(jié)構(gòu)相對復(fù)雜,其加工質(zhì)量的好壞會影響裝配精度,還會影響機(jī)器的壽命。文中分析了變速箱體的結(jié)構(gòu)特點(diǎn),加工技術(shù)要求,安排了工藝路線并制定了工藝方案。
1 、零件的工藝分析
1.1 變速箱體零件的工藝分析
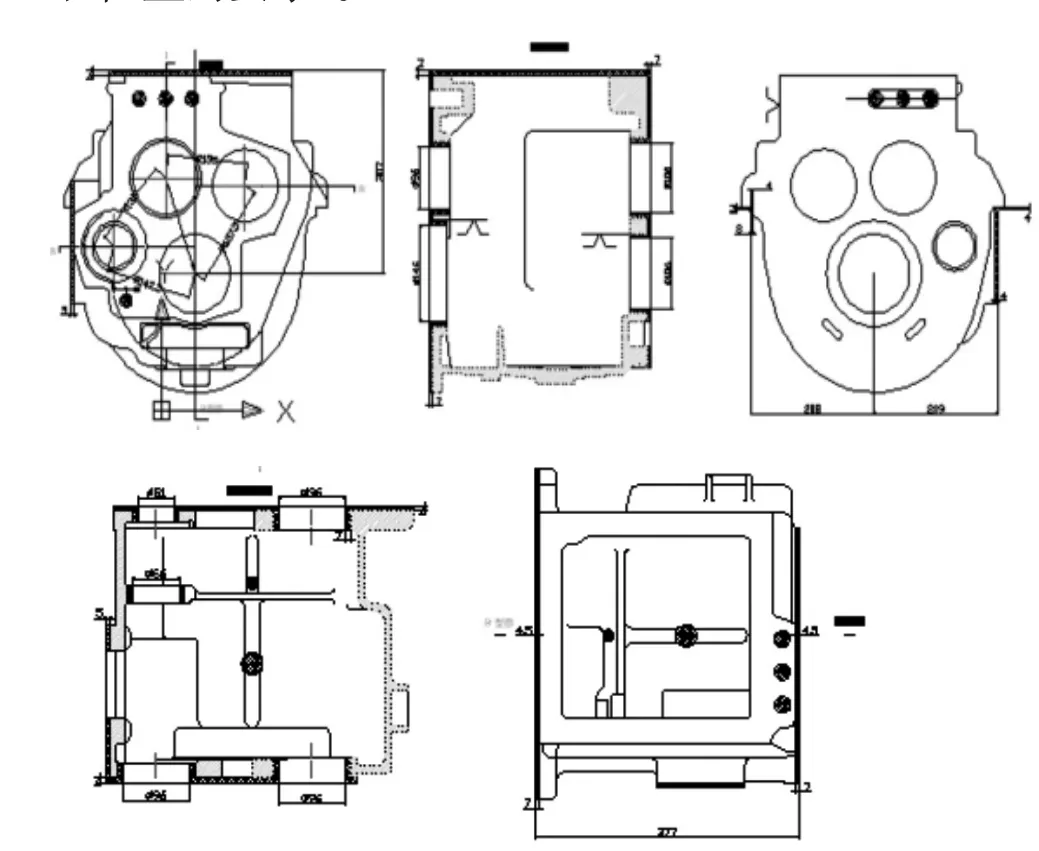
如圖1所示此變速箱的外形復(fù)雜、體積大,有許多要求高的孔和平面。而主要加工表面是端面和頂面以及上面的軸孔,其中軸孔之間有相當(dāng)高的形狀和位置的要求。
(1)箱體結(jié)構(gòu)特點(diǎn)有以下幾個方面:
1)通常箱體結(jié)構(gòu)比較復(fù)雜。內(nèi)部常為多孔類結(jié)構(gòu)空腔形以及內(nèi)壁薄厚不均,有些部位有間壁;
2)變速箱體有整體式和組合式兩種類型,通常由五到六個面組成的封閉式多面體;
3)箱壁上有精度要求較高的軸承支撐孔和大平面,外表上有許多基準(zhǔn)面和支撐面以及一些精度要求不高的緊固孔;
(2)箱體主要技術(shù)要求:
1)孔徑精度,孔徑幾何形狀誤差和尺寸誤差會使軸承和孔的配合不當(dāng),所以對孔的精度要求較高。
2)各孔之間及平面的位置精度,孔徑之間的平行度,孔端面對軸線的垂直度、同一軸線上各孔的同軸度等;
3)箱體裝配基準(zhǔn)面的平面度及重要平面的精度影響接觸剛度,如果加工過程時作為定位基準(zhǔn)時,將對軸孔的加工精度產(chǎn)生影響,所以規(guī)定導(dǎo)向面和底面必須相互垂直或者平直。此外,還有表面粗糙度要求。1.2工藝路線的安排
箱體加工工藝過程隨其結(jié)構(gòu)、精度要求變和生產(chǎn)批量不同而有較大區(qū)別,該變速箱加工工序較多,主要涉及孔和平面的加工,其主要加工工藝路線設(shè)計考慮以下幾個方面:
(1)工序間要適當(dāng)安排進(jìn)行熱處理
箱體的結(jié)構(gòu)較復(fù)雜,其壁厚薄不均,存在較大的殘余應(yīng)力。為了把殘余應(yīng)力消除,使加工后的變形減小,增強(qiáng)加工以后精度的穩(wěn)定性,鑄造好毛坯件后應(yīng)安排人工時效處理,降低硬度以利于加工;從經(jīng)濟(jì)和質(zhì)量上考慮,完成粗加工之后,為了消除粗加工造成的內(nèi)應(yīng)力,提高箱體加工的精度和穩(wěn)定性,要對工件進(jìn)行一次人工時效處理,
(2)按照先面后孔的順序安排加工工藝
箱體孔的加工比較困難,因此要先加工平面,然后再加工孔,加工平面先以孔為基準(zhǔn),然后再以平面為基本加工孔,先加工平面以后可以為加工孔時提高了穩(wěn)定可靠的基準(zhǔn),又可以提高孔的加工精度。再者就是先加工好平面,可以防止刀具崩刃。
(3)分階段進(jìn)行粗加工和精加工
為了保證箱體主要平面的加工精度,分階段進(jìn)行粗加工和精加工。在粗加工中夾緊力、切削力較大、切削熱也多、會引起工件變形;所以把粗加工和精加工分階段進(jìn)行,以消除上述各種力對加工精度的影響,同時還有利于合理的使用設(shè)備,有利于提高生產(chǎn)率。
2 選擇合理的基準(zhǔn)
(1)粗基準(zhǔn)的選擇
對于箱體類零件而言,一般以較大的平面為基準(zhǔn)。根據(jù)此零件依據(jù)粗基準(zhǔn)的選用原則:以面積較大且平整的表面作為粗基準(zhǔn);一般粗基準(zhǔn)只能使用一次。因此,選用箱體的大端面做為粗基準(zhǔn),用大端面和兩個直徑為100的孔來定位,主要是根據(jù)一般箱體類零件采用一面兩銷的定位原則。
(2)精基準(zhǔn)的選擇
選用精基準(zhǔn)的原則主要考慮到設(shè)計基準(zhǔn)和工序基準(zhǔn)是否的問題,如果設(shè)計基準(zhǔn)和工序基準(zhǔn)不重合,會產(chǎn)生誤差,應(yīng)該進(jìn)行尺寸換算。對此零件應(yīng)盡量使“基準(zhǔn)重合”和“基準(zhǔn)統(tǒng)一”原則。
3 制定工藝路線
由于生產(chǎn)類型為大批量,年產(chǎn)量為5000件,箱體類零件外型比較復(fù)雜,工序比較多,需用到組合鉆床加工小孔,再配以專用夾具,使工序盡量集中來提高生產(chǎn)率,同時也要保證精度要求等。
工藝路線方案
工序1:機(jī)器砂型鑄造毛坯
工序 2:人工時效,溫度(500~550)℃,上漆
工序3:劃粗加工線
工序6:粗銑大、小端面,以頂平面和兩銷孔定位
4至φ159和φ至 φ119的孔,粗鏜至 φ119和至 φ109的孔(從大端),粗鏜至φ109和至φ109的孔,粗鏜
6至 φ64和至φ79及至φ109的三孔(從小端)
工序9:去毛刺
工序10:檢驗(yàn)并做簡單的清掃
工序13:以頂平面和兩銷孔定位,在組合機(jī)床上加工小端面所有的孔成
工序14:定位不變,在組合機(jī)床上加工大端面的所有孔成
工序16;定位不變,在組合機(jī)床上面加工兩錐孔和B向視圖孔
工序17:去毛刺
工序18:總檢并入庫
上述工藝方案工序比較集中,易保證孔的同軸度和位置度要求,涉及到的機(jī)床設(shè)備要少些方案采用了在鏜床上銑大小端面,減少了工件的裝夾次數(shù),提高了經(jīng)濟(jì)效益。從多方面考慮采用方案合理。
4 結(jié)束語
拖拉機(jī)變速箱箱體比較復(fù)雜,有較高的加工要求,只有對變速箱結(jié)構(gòu)和技術(shù)要求有深入的了解才能制定出合理的加工工藝方案,經(jīng)大批量生產(chǎn)實(shí)踐證明,本文制定的加工工藝方案可靠,經(jīng)濟(jì)效益好,產(chǎn)品質(zhì)量穩(wěn)定。
[1]華茂發(fā).機(jī)械制造技術(shù).北京:機(jī)械工業(yè)出版社.2010.8.
[2]徐嘉元.機(jī)械制造工藝學(xué).北京:機(jī)械工業(yè)出版社.2009.8.
[3]袁慧娟.機(jī)械制造工藝學(xué)上海:上海科學(xué)技術(shù)文獻(xiàn)出版社.2005.3.
[4]楊叔子.機(jī)械加工工藝師手冊[M].第3版.北京:機(jī)械工業(yè)出版社,2002.
[5]劉鴻文.材料力學(xué)第四版[M].北京:高等教育出版社,2004.1.
[6]傅水根.機(jī)械制造工藝基礎(chǔ)[M].北京:清華大學(xué)出版社.2003.1.
[7]唐瑞榮.李方信.機(jī)械制造生產(chǎn)實(shí)習(xí)教程.1997.
[8]機(jī)械設(shè)計手冊編委會.機(jī)械設(shè)計手冊[M].北京:機(jī)械工業(yè)出版社.2004.
[9]孫恒,陳作模.機(jī)械原理[M].北京:高等教育出版社.2003.4.
Tractor Gearbox Processing Technology Research
HAN Xing-yan
(Shanxi Institute of Mechanical Electrical&Engineering,Changzhi Shanxi 046011,China)
This paper analyses the structure characteristics of the tractor gearbox,through the analysis of the transmission process of make out the reasonable plan,practicing has proved that the technology is feasible,economical and high stability.
gearbox;processing scheme;process route
S219.032
A
1672-545X(2017)08-0233-02
2017-05-11
韓興言(1977-),男,河南永城人,碩士研究生,教師,研究方向:機(jī)械制造與維修。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
