環保醋酸纖維素在3D打印材料中的應用
2017-11-01 08:41:20鄒耀邦俞文驥趙軍勝
中國塑料 2017年10期
鄒耀邦,俞文驥,王 燕,張 梅,趙軍勝
(四川普什醋酸纖維素有限責任公司,四川 宜賓 644300)
環保醋酸纖維素在3D打印材料中的應用
鄒耀邦,俞文驥,王 燕,張 梅,趙軍勝
(四川普什醋酸纖維素有限責任公司,四川 宜賓 644300)
通過熔融擠出法制備了環保醋酸纖維素(ECA)三維(3D)打印材料,選取增塑劑含量、打印層高和脂肪族過氧化物含量3因素,通過正交試驗研究了各因素組合對ECA 3D打印件熔絲之間的結合強度的影響,并選取最優組合表征其他性能。結果表明,ECA的最高結合強度約為10 MPa,最優組合為增塑劑含量35 %、層高0.2 mm以及脂肪族過氧化物含量0.1 ‰,其拉伸強度和彎曲模量分別為26.1 MPa和1166 MPa。
三維打印;醋酸纖維素;結合強度;正交試驗
0 前言
用塑料或粉末狀金屬等可熔融或溶解的材料,通過逐層打印的方式,均可實現3D打印[1]。熔融沉積成型(FDM)是3D打印技術的一種,以熱塑性絲材供料[2-3]。常用的絲材有丙烯腈 - 丁二烯 - 苯乙烯(ABS)與聚乳酸(PLA)。本文研究了醋酸纖維素(CA)用作打印絲材。
CA源于植物纖維素,具有良好的透明性、力學性能、加工性和美觀性[4-5],氣味低,適合室內使用。采用非鄰苯二甲酸酯類環保增塑劑增塑二醋酸纖維素ECA[6]作為3D打印材料,在國內尚屬空白。本文通過增塑劑含量、層高和脂肪族過氧化物(AP)含量這3個因素的考察,大幅改進了界面結合強度,制取了打印性良好的絲材。
1 實驗部分
1.1 主要原料
CA絮片,CS,四川普什醋酸纖維素有限責任公司;
三醋酸甘油酯,工業級,江蘇立成化學有限公司;
檸檬酸烷基酯,工業級,東莞市領創環保材料科技有限公司;
抗氧化劑,1010,工業級,德國巴斯夫公司;
AP,化學純,國藥集團化學試劑有限公司。
1.2 主要設備及儀器
FDM桌面打印機,Maker Bot Replicator 2X FDM,美國Maker Bot公司;
轉矩流變儀(含單螺桿擠出模塊),LB-100,上海思爾達有限公司;
熔體流動速率儀,Twel vindex,意大利Atsfaar公司;
塑料注射成型機,MA1600/540,海天塑機集團有限公司;
電子拉力試驗機,XLD-10 C,承德市金建檢測儀器有限公司;
熱失重測試儀(TG),TG209F1,德國Netzch公司。
1.3 樣品制備
擬通過正交試驗,選取增塑劑含量、層高和AP含量3因素(見表1),考察其對3D打印件熔絲間結合強度的影響;
ECA粉料的制備:根據表2中不同實驗號,首先在三醋酸甘油酯和檸檬酸烷基酯的混合物中加入0.15份抗氧劑1010,然后將各配方量增塑劑與CA粉末在混料機中充分混合0.5 h,在75 ℃的鼓風干燥箱中熟化并干燥4 h后,再加入對應比例的AP,攪拌均勻,備用;
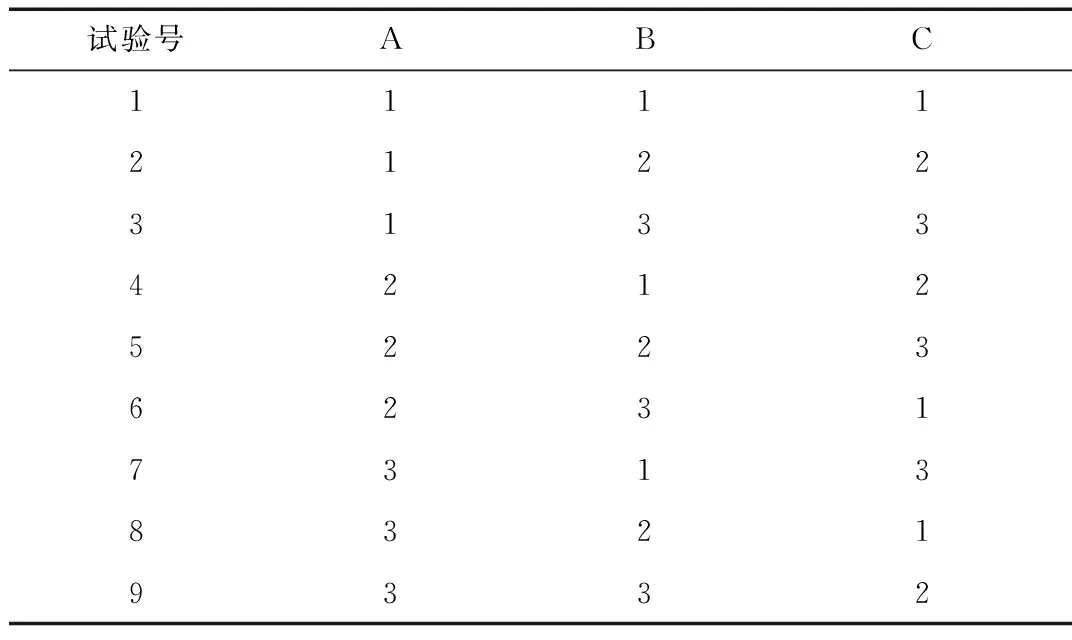
表2 正交試驗組合Tab.2 Combinations of orthogonal test
ECA 3D打印絲的制備:將上述各ECA混合料經配備單螺桿擠出模塊的轉矩流變儀上拉絲得到直徑為(1.75±0.05) mm的絲料,擠出溫度165~190 ℃;
力學性能測試樣條的打印:通過3D Max軟件建模,導入3D打印機,根據正交試驗設計打印拉伸強度和彎曲強度標準樣條,打印溫度230 ℃,底板溫度110 ℃,打印填充度100 %;
注射試樣的制備:選取結合強度最高的配方組合,將其絲料切粒并充分干燥,經注射成型制備力學性能測試試樣,注射溫度185~210 ℃,注射壓力50 MPa。
1.4 性能測試與結構表征
熔體流動速率測定:按照ASTM D1238,將上述各組ECA的絲料切粒,然后在75 ℃烘箱中干燥4 h后進行測試,條件為190 ℃,2.16 kg;
力學性能測試:結合強度和拉伸強度按GB/T 1040.2—2006測試,實驗速率為50 mm/min;彎曲強度按GB/T 9341—2008測試,實驗速率為5 mm/min;
轉矩流變測試:選取結合強度測試的最優組合,測試最優組合ECA和對照組ECA的轉矩,稱取56 g樣品加到流變儀密煉腔中,在190 ℃,40 r/min下混煉15 min;
TG分析:N2氣氛,氮氣流速為50 mL/min,升溫速率為10 ℃/min。
2 結果與討論
2.1 流動性測試
熔體流動速率對3D打印有著重要的影響,觀察到熔體流動速率慢,會造成出絲不暢或堵料,打印困難。提高溫度雖然可提高熔體流動速率,但不好控制,會引起材料過度降解,打印件發脆和黃變。過氧化物的加入,可使得高聚物可控斷鏈提高流動性[7]。為此,本文選擇了添加過氧化物而不是提高溫度。含苯環的過氧化物分解后有異味被排除。過氧化氫分解產物是水,應是最佳選擇,但工業品中含有70 %以上的水,測試過程中CA快速降解并產生大量氣泡,因而最終選擇了脂肪族過氧化物。
表3所示是正交試驗中各ECA樣品在190 ℃下的熔體流動速率值,可看出增塑劑含量相同時,熔體流動速率值隨AP含量的增加而增加;當AP含量相同時,熔體流動速率值隨增塑劑含量的增加而增加,且增塑劑和AP的含量對熔體流動速率值有協同作用。增塑劑與CA均勻混合過程中,因溶劑化及偶極力等作用使聚合物主鏈之間距離增大,分子間作用力逐漸減弱,原有聚合物 - 聚合物的連接點相對減少,分子鏈段活動性逐漸提高,加工時流動性提高[8]。但CA對增塑劑吸收有限度,過多會遷移到制品表面不利于界面結合強度的提高,因此主要依靠添加AP來提高流動性。

表3 各ECA樣品的熔體流動速率Tab.3 Melt flow rate value of ECA samples
轉矩流變測試可模擬物料在熱加工過程中流動行為及結構變化(交聯、熱穩定性等),是表征材料加工性能的重要手段。圖1中顯示了不同含量AP樣品的流變行為,扭矩越小,熔體的粘度越小。AP的加入和AP含量增加降低了ECA的扭矩,流動性提高,這與熔體流動速率結果一致。所有樣品在5 min左右扭矩基本達到平衡,到15 min測試結束,扭矩曲線沒有出現明顯的降低或者升高行為,說明AP在擠出成絲材過程中已經分解完畢,在提高材料流動性的同時,也保證了3D打印過程中的穩定性。
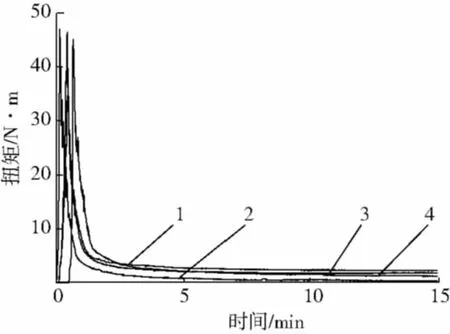
脂肪族過氧化物含量/‰:1—0 2—0.5 3—0.1 4—0.3圖1 不同含量脂肪族過氧化物的樣品的轉矩流變曲線Fig.1 Torque rheological curves of the samples with different aliphatic peroxide content
AP在熱加工過程中能夠在一定程度上可控地縮短CA分子鏈,從而提高熔體的流動性[9]。過氧化物是一種含有過氧基團的高反應活性化合物,在受熱的情況下過氧鍵極不穩定易均裂成2個自由基,該自由基具有很強的氫原子捕捉能力,捕捉聚合物分子鏈上氫原子形成聚合物自由基,聚合物自由基與氧氣接觸,形成氫過氧自由基,引起聚合物鏈斷裂而降解。因此過氧化物的加入,加速聚合物降解,分子鏈斷裂,成為相對分子質量稍低的聚合物,從而提高了產品流動性。一般聚合物加工時,為避免熱氧降解,配方中除了有抗氧劑外,還添加有起輔助抗氧化作用的過氧化物分解物質如亞磷酸酯類。這里就要避免加入,以保持體系中過氧化物分解的自由基活性。
2.2 正交試驗結合強度測試
3D打印件,其最重要的指標之一是打印層層間的結合強度,結合強度直接決定了其實用性。不同因素的正交試驗組的結合強度結果如圖2所示,從圖中可看出,試驗組合8(增塑劑含量35 %,層高0.2 mm,AP含量0.1 ‰)的結合強度最高,組合2(增塑劑含量30 %,層高0.2 mm,AP含量0.3 ‰)次之。
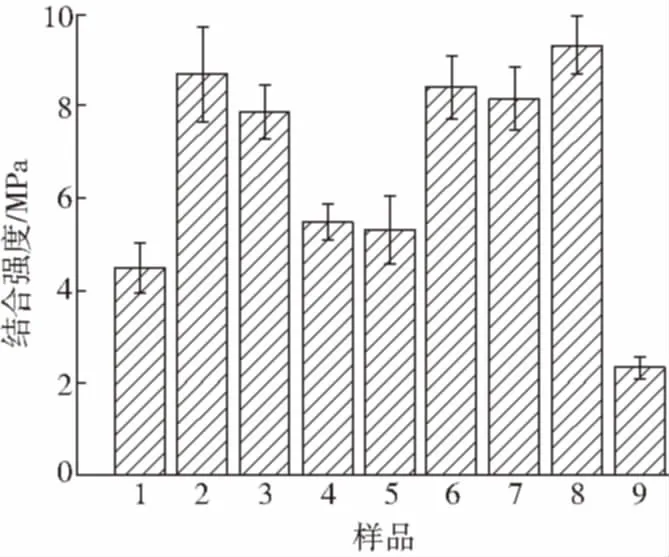
圖2 正交試驗組的結合強度Fig.2 Combination strength of the orthogonal test
對正交試驗的結合強度做極差分析,表4所示。極差(R)越大,則表明該因素對考察指標影響越大。因此,由表4可知AP含量對3D打印件的結合強度影響最大,層高次之,增塑劑含量影響最小。
結合強度測試樣條的3D打印模型如圖3(a)所示,沿著測試樣條的縱向逐層堆積、豎立打印。通過測試樣條的拉伸強度即可反映出3D打印絲之間的結合強度。實驗中加入少量AP,因ECA的熔體流動速率值提高,3D打印過程中熔絲的冷卻速率相對減慢,從而熔絲間粘接的越緊密,即熔絲層間的結合強度越高。打印層高越大,打印件表面越不平整,熔絲間有明顯的間隙,圖形精細度降低。圖3(d)所示為結合強度最佳的試驗組8的3D打印件,可見當增塑劑為35 %、打印層高為0.2 mm、過氧化物添加量為0.1 ‰時,打印件表面較平整,且具有較好的光澤度。

表4 正交試驗極差分析表Tab.4 Analysis table of orthogonal test range
注:表中K1、K2和K3分別為增塑劑含量、層高和AP含量其中1個為定量,另外2個為變量時同一水平下結合強度的總和;k1、k2和k3分別為K1、K2和K3的平均值;極差R為k1、k2和k3中最大值與最小值之差。
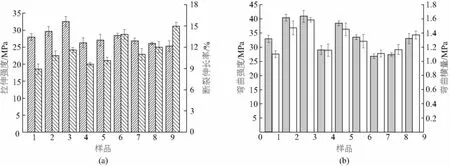
(a)拉伸性能 (b)彎曲性能圖4 正交試驗組的拉伸和彎曲性能數據Fig.4 Tensile and flexural properties of the orthogonal test samples
(a)結合強度 (b)拉伸強度 (c)彎曲模量 (d)ECA 3D打印件圖3 結合強度、拉伸強度和彎曲模量測試樣條打印 模型及ECA 3D打印件的照片Fig.3 Virtual printing model for sample measuring combination strength, tensile strength and flexural modulus and reality printing sample of ECA
2.3 拉伸性能和彎曲性能測試
選取正交實驗組樣品,按照圖3(b)、(c)模型進行3D打印拉伸強度和彎曲強度測試樣條,在樣條的厚度方向逐層100 %填充打印,拉伸性能和彎曲性能測試結果如圖4所示。如圖4(a),可看出試驗組1~3拉伸強度最高,試驗組4~6拉伸強度次之,7~9組拉伸強度最低,這樣的測試結果主要是由于增塑劑含量不同造成的,試驗組1~3,4~6和7~9增塑劑含量分別是30 %、32 %和35 %,樣品的拉伸強度主要由材料自身醋酸纖維素決定,醋酸纖維素含量高,在同樣的加工溫度下,其強度必然偏高。彎曲性能圖4(b)變化趨勢也可用以上理由解釋。圖4中還可看出,試驗組3,即增塑劑含量為30 %、層高0.4 mm、AP含量為0.5 ‰時拉伸性能和彎曲性能最好,說明增塑劑相同的情況下,打印樣條的力學性能主要與層高相關。但層高越大,制品外觀越粗糙,對于表面精細度高的制品就不合適。
選取了結合強度最優組合8樣品進行注塑,測試其注塑樣條拉伸強度和彎曲模量分別為25.6 MPa和999 MPa,打印樣條的拉伸強度和彎曲模量26.1 MPa和1166 MPa,而絲與絲之間層層結合強度為9.3 MPa,說明按照圖3(b)、(c)打印方式的3D打印件與注塑樣條具有相當的力學強度。在3D打印建模時,根據打印件可能存在的受力方向,選擇合適的打印方式,對強度的提高也非常重要。
2.4 TG分析
為衡量AP對CA穩定性的影響,選擇不同AP含量的樣品做TG分析,表5中給出了熱分解溫度。醋酸纖維素熱分解包括增塑劑揮發和醋酸纖維素分解。AP的加入,使得質量損失5 %和10 %溫度有所降低,說明樣品的熱穩定性有一定程度的降低,因此適度使用才能不影響材料的實用性。但AP對TCA基本沒有多大影響,因為此時過氧化物已經徹底分解了。
表5 純ECA與加入不同AP的ECA樣品的TG數據Tab.5 TG data of neat and ECA samples with different AP contents
注:T5 %、T10 %分別表示質量損失5 %、10 %時的溫度,TCA是切線法醋酸纖維素分解階段起始分解溫度。
3 結論
(1)過氧化物引入可有效提高ECA的流動性,在3D打印過程中流動性好的打印絲料,與底板粘接牢固,打印不斷絲,具有良好的可打印性;
(2)ECA 3D打印件結合強度最高的優組合為增塑劑含量為35 %,層高0.2 mm,AP含量為0.1 ‰,其結合強度9.3 MPa,拉伸強度和彎曲模量分別為26.1 MPa和1166 MPa;
(3)過氧化物雖然在一定程度上對ECA有降解作用,但適量添加,在熱熔打印過程中能保持著良好的熱穩定性。
[1] Habeeb H A, Alkahari M R, Ramli F R, et al. Strength and Porosity of Additively Manufactured PLA Using a Low Cost 3D Printing[J]. Proceedings of Mechanical Engineering Research, 2016, (3):69-70.
[2] 陳 衛, 汪 艷, 傅 軼. 用于3D 打印的改性聚乳酸絲材的制備與研究[J]. 工程塑料應用, 2015, 43(8):22-24.
Chen Wei, Wang Yan, Fu Zhi. Preparation and Study of Modiifed Polylactic Acid Filament for 3D Printing[J]. Engineering Plastics Application, 2015, 43(8):22-24.
[3] Sood A K, Ohdar R K, Mahapatra S S. Experimental Investigation and Empirical Modelling of FDM Process for Compressive Strength Improvement[J]. Journal of Advanced Research, 2012, 3(1):81-90.
[4] Kanagaraj P, Neelakandan S, Nagendran A. Preparation, Characterization and Performance of Cellulose Acetate Ultrafiltration Membranes Modified by Charged Surface Modifying Macromolecule[J]. Korean Journal of Chemical Engineering, 2014, 31(6):1057-1064.
[5] 張全平, 肖望東, 戴文利. 檸檬酸三正丁酯與三醋酸甘油酯增塑醋酸纖維素的研究[J]. 中國塑料, 2011,(3):43-48.
Zhang Quanping, Xiao Wangdong, Dai Wenli. Study of Cellulose Acetate Plasticized with Tributyl Citrate and Glyceryl Triacetate[J].China Plastics, 2011, 25(3): 43-48.
[6] 俞文驥, 鄒耀邦, 張 梅,等. 非鄰苯類環保增塑劑增塑二醋酸纖維素的研究[J]. 中國塑料, 2016, 30 (12): 81-85.
Yu Wenji, Zou Yaobang, Zhang Mei,et al. Study of Cellulose Acetate Plasticized with Phthalate Free Plasticizers[J]. China Plastics, 2016, 30 (12): 81-85.
[7] Jackson A. Oliveira,Evaristo C Biscaia Jr, Jose’ C S Fadigas, et al. Controlled Degradation of Poly(propylene) in Industrial Extruders[J]. Macromolecular Materials and Engineering, 2006, 291:552-570.
[8] 張全平. 檸檬酸酯增塑劑增塑醋酸纖維素的研究[D]. 湖南:湘潭大學化學學院,2011.
[9] 楊竣棋, 陳金耀, 李惠林,等. 不同過氧化物對可控流變抗沖PP結構和性能的影響[J]. 塑料工業, 2012, 40(3):97-100.
Yang Junqi, Chen Jinyao, Li Huilin, et al. Influence of Different Peroxides on Structure and Properties of High Impact Polypropylene Prepared by Controlled-rheology Degradation[J]. China Plastics Industry, 2012, 40(3):97-100.
ApplicationofEnvironmentallyFriendlyCelluloseAcetatefor3DPrintingMaterials
ZOU Yaobang, YU Wenji, WANG Yan, ZHANG Mei, ZHAO Junsheng
(Sichuan Push Acetati Co,Ltd, Yibin 644300, China)
In this paper, ecologically friendly cellulose acetate (ECA) as a 3D printing material was prepared by melt extrusion. By selecting plasticizer content, printing height and aliphatic peroxide (AP) content as three factors, effects of these factors on anchoring strength among the 3D printing melting lines of ECA were investigated by orthogonal experiment, and an optimal combination of these factors was adopted for processing and performance characterizations of 3D printing parts. The results indicated that the maximum anchoring strength of the parts was around 10 MPa, and an optimal combination included a plasticizer content of 35 wt %, a printing height of 0.2 mm, and an AP content of 0.1 wt ‰. This combination results in a flexural modulus of 1166 MPa and tensile strength of 26.1 MPa for the 3D printing parts.
three dimensional printing; cellulose diacetate; combination strength; orthogonal test
TQ327.9
B
1001-9278(2017)10-0073-05
10.19491/j.issn.1001-9278.2017.10.013
2017-04-27
聯系人,zyb769100@163.com
