35CrMo齒輪堆焊接頭組織與力學性能分析
2017-11-11 08:12:44馬志鵬張譽嚳張旭昀于心瀧
化工機械 2017年3期
關鍵詞:焊縫
馬志鵬 張譽嚳 張旭昀 于心瀧
(東北石油大學機械科學與工程學院)
35CrMo齒輪堆焊接頭組織與力學性能分析
馬志鵬 張譽嚳 張旭昀 于心瀧
(東北石油大學機械科學與工程學院)
采用CO2氣體保護焊的方式進行35CrMo齒輪的堆焊并對接頭處進行組織分析和力學性能分析。結果表明,采用NER70S-6焊絲作為填充焊絲能夠獲得良好的焊接接頭,在焊縫界面處會生成與熔合區(qū)晶粒聯(lián)結長大的柱狀晶,并且在距離焊縫較遠處產生了側板條鐵素體、針狀鐵素體和魏氏組織。在熱影響區(qū)的正火區(qū)通過兩次重結晶作用產生了細小的珠光體和鐵素體組織。堆焊接頭焊縫區(qū)的顯微硬度最高可達HV220,熱影響區(qū)顯微硬度在HV200左右。
35CrMo 齒輪 堆焊 焊接工藝
抽油機減速箱中齒輪主要的失效形式包括磨損、表面疲勞、膠合、塑性流動及斷裂等,基本屬于部分失效,齒輪整體的性能并未受到很大影響,甚至有些齒輪僅僅因為齒面磨損或者個別輪齒的斷裂就造成了整個齒輪的報廢,產生了極大的浪費[1]。再制造技術可以將廢舊機械零部件通過不同技術手段恢復零部件原始尺寸與原始性能[2]。其中,熱噴涂技術具有噴涂材料多樣、基體尺寸不受限制、涂層厚度可控以及工藝簡單等優(yōu)點。但是,由于涂層與基底金屬的結合力以機械嵌合為主,因此涂層的耐沖擊性能不高[3~5],并且在熱噴涂時揮發(fā)出來的溶劑不但影響人體健康,而且浪費涂料造成經濟損失。激光熔覆成形技術具有熔敷層性能優(yōu)良、加工材料選擇廣泛及生產周期短等優(yōu)點,其缺點是激光作為輸入熱源時,加熱速度和冷卻速度都較快,造成組織分布不均勻,應力容易集中易形成氣孔和夾渣,難以獲得較大面積的熔敷層[6~9]。堆焊技術可以獲得大面積組織均勻的修復層,同時,堆焊層與母材之間冶金結合牢固,耐沖擊性能高且具有很大的工藝靈活性。通過選擇不同的堆焊合金,可以使母材表面具有耐磨性、耐腐蝕性及抗氧化等不同的優(yōu)良性能[10~14]。筆者主要使用堆焊的方式對典型35CrMo鋼的失效齒輪進行修復,并分析堆焊區(qū)的組織變化和硬度分布。
1 試樣的制作
本實驗采用的齒輪材料為35CrMo鋼,屬于合金調質鋼,具有很高的沖擊韌性,淬透性較好,高溫下有較高的蠕變強度與持久強度。選用的焊絲為ER70S-6,其特點是具有優(yōu)良的焊接工藝性能,電弧燃燒穩(wěn)定,飛濺少,焊縫成形美觀,焊縫金屬氣孔敏感性小,適用于較寬的焊接電流范圍。實驗時對齒輪進行線切割模擬在生產中的損壞。堆焊時采用NB-350逆變式CO2保護氣電焊機,焊接電流17.5~17.6A,焊接電壓為110~120V。由于35CrMo鋼的碳當量較大,所以堆焊時工藝方面應特別注意防止變形和裂紋等問題,堆焊后所得齒輪如圖1所示。35CrMo齒輪與ER70S-6焊絲化學成分見表1。

圖1 CO2氣體保護電弧焊堆焊齒輪
表1 35CrMo齒輪與ER70S-6焊絲化學成分 wt%
CO2氣體保護電弧焊堆焊按以下步驟進行:
a. 堆焊前先用機械方法洗去坡口臨近部位的銹層,再對齒輪進行超聲清洗去除表面的油污。在300℃左右對齒輪進行預熱除氫處理;
b. 每次焊完一層需用力均勻地錘擊,再仔細修磨表面,利用銼刀將焊層表面凸起部分修平,再對焊層中的微小凹坑進行填平,直至每一焊層較平滑無明顯凹坑時再焊下一層;
c. 焊完最后一層,用機加工的方式磨去多余的熔敷金屬,將堆焊修復后的齒輪恢復到原有的尺寸和精度。
金相試樣采用線切割進行截取,并用鑲牙粉制成分析試樣。采用水砂紙、金相砂紙和金剛石拋光液進行粗磨、精磨和拋光,并用4%硝酸酒精溶液對拋光后的試樣進行腐蝕。金相分析在Olympus-MPG3光學顯微鏡上進行。采用HV-100型顯微硬度計對接頭橫截面水平方向顯微硬度分布進行了測量,載荷為1N,加載時間為10s。
2 堆焊接頭組織分析
圖2為堆焊齒輪切開后溝槽的宏觀焊縫,可以看到母材區(qū)、焊縫區(qū)和熱影響區(qū)組織的明顯不同。熔合區(qū)的組織形貌清晰,組織呈明顯的不均勻性,在焊接條件下,該區(qū)域為固液兩相共存的半熔化區(qū),由于溫度分布不均勻且母材晶粒相對于最有利的導熱方向取向有差異,所以造成了不均勻的熔化現(xiàn)象。在進行焊接熱輸入時,熔合區(qū)附近會聚集未完全融化的金屬顆粒,同時這些界面上的形核功較低會發(fā)生非均勻形核,并以柱狀晶的形態(tài)向焊縫中心生長,形成聯(lián)生結晶[15],如圖3所示。
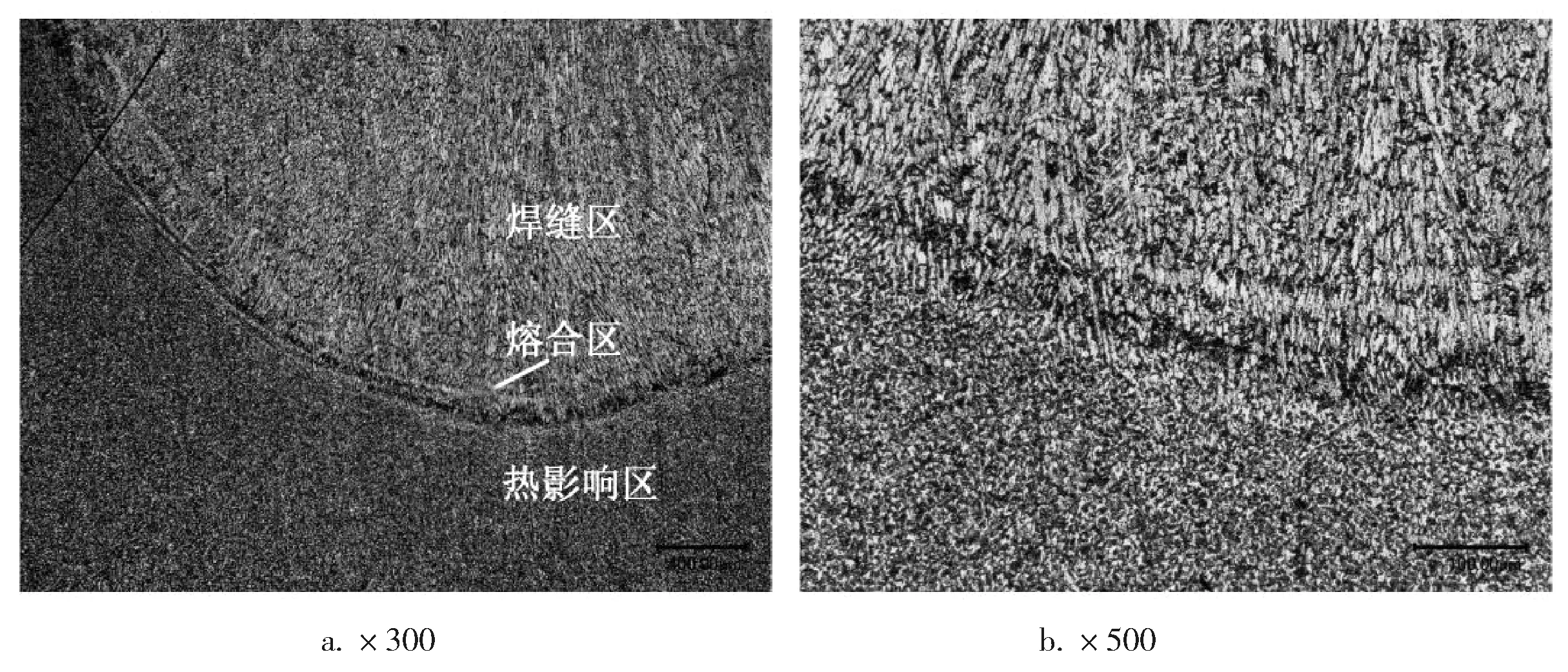
圖3 堆焊接頭熔合區(qū)微觀組織
圖4a為焊縫區(qū)的微觀組織,可以明顯觀察到靠近熔合區(qū)與遠離熔合區(qū)的焊縫組織呈現(xiàn)出不同的形態(tài)。如圖4b所示,在熔合線附近出現(xiàn)了先共析鐵素體的柱狀晶區(qū),該區(qū)域組織是在高溫時由奧氏體晶界首先析出的鐵素體,形態(tài)為長條形或多邊形塊狀,并且具有與母材熱影響區(qū)晶粒聯(lián)結長大的特征。距離熔合區(qū)較遠的焊縫組織呈樹枝狀分布,如圖4c所示,粗針狀和塊狀的先共析鐵素體沿柱狀晶晶界分布,部分粗針魏氏組織向晶內生長。晶內有大量細針狀鐵素體和少量珠光體,如圖4d所示。在焊接熱輸入時,距離熔合線較遠的焊縫區(qū)溫度較低,側板條鐵素體會以板條狀向晶內生長,在形狀上如鎬牙狀。同時,在界面凸起深入液體內部的同時還會在橫向區(qū)域內產生成分過冷,形成二次枝晶,枝晶的間隙在隨后的凝固過程中被針狀鐵素體組織填滿。在焊接時,這些針狀鐵素體以某些彌散的雜質質點為核心放射性成長,使它們相互限制不能長大。由于針狀鐵素體的位錯密度較高,分布也不均勻,是顯著改善焊縫韌性的理想組織[16]。
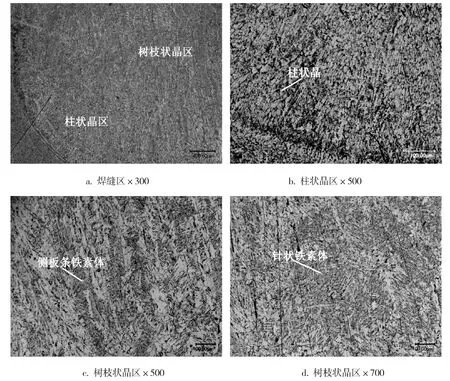
圖4 堆焊接頭焊縫區(qū)微觀組織
圖5a為堆焊接頭熱影響區(qū),由正火區(qū)組織和不完全正火區(qū)組織兩部分組成。正火區(qū)組織為均勻而細小的珠光體和鐵素體,這是由于該區(qū)金屬在焊接時會被加熱到Ac3以上,珠光體和鐵素體轉化為細小的奧氏體組織,然后在空冷過程中得到均勻而細小的珠光體和鐵素體經過這兩次重結晶相變作用晶粒出現(xiàn)明顯細化,如圖5b所示,該組織晶粒比原母材的晶粒更為細小,硬度也較母材升高。圖5c所示為堆焊接頭正火區(qū)與不完全正火區(qū)的交界處,可以明顯地觀察到該區(qū)組織為未經重結晶的粗大鐵素體之間分布著經過重結晶后的細小鐵素體和珠光體的混合組織。該部分區(qū)域加熱到的峰值在Ac1~Ac3之間,只有一部分金屬實現(xiàn)了重結晶的轉變,剩余部分為未經過重結晶的原始鐵素體晶粒,是一個粗晶與細晶混合的區(qū)域。距離焊接熱源更遠處的母材沒有受到熱作用的影響,其組織主要包括鐵素體(白色)和珠光體,其中鐵素體為長條狀或不規(guī)則的多邊形,上面分布著塊狀珠光體,晶粒較細小,如圖5d所示。
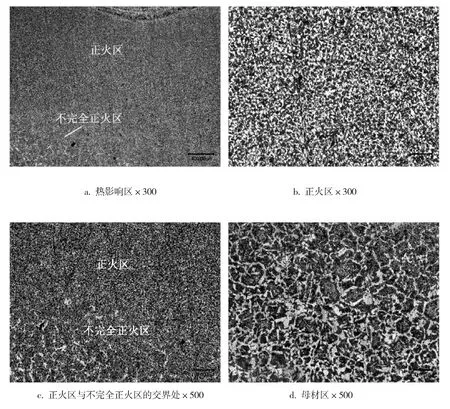
圖5 堆焊接頭不完全正火區(qū)與母材區(qū)的顯微組織
3 堆焊接頭硬度測試
圖6a、b分別為焊縫區(qū)和熱影響區(qū)顯微壓痕照片,可以看出熱影響區(qū)處壓痕與母材和焊縫區(qū)的壓痕相差不大,說明堆焊后所得熔合區(qū)組織與焊縫區(qū)和熔合區(qū)的硬度相近,達到了可以應用于實際生產的硬度。

圖6 堆焊壓痕形貌
根據(jù)圖7中各區(qū)域的顯微硬度所示,熔合區(qū)附近硬度最低在HV200左右,這是因為沿熔合線生長的柱狀鐵素體具有良好的韌塑性,但是硬度較小。在距離熔合線較遠處區(qū)域的硬度高于柱狀晶區(qū),這是因為在該區(qū)域出現(xiàn)的鐵素體部分以硬度較高的魏氏組織的形態(tài)出現(xiàn)(高于HV240)。熱影響區(qū)中的正火區(qū)珠光體與鐵素體晶粒比母材組織的珠光體與鐵素體的晶粒更加細小,所以熱影響區(qū)的組織硬度更高,韌塑性也更好,其中不完全正火區(qū)的組織呈現(xiàn)不均勻性,所以在熱影響區(qū)的硬度有波動。在焊接接頭微觀組織中出現(xiàn)的影響力學性能的硬脆相較少,所以整體硬度起伏不大,滿足使用性能要求。
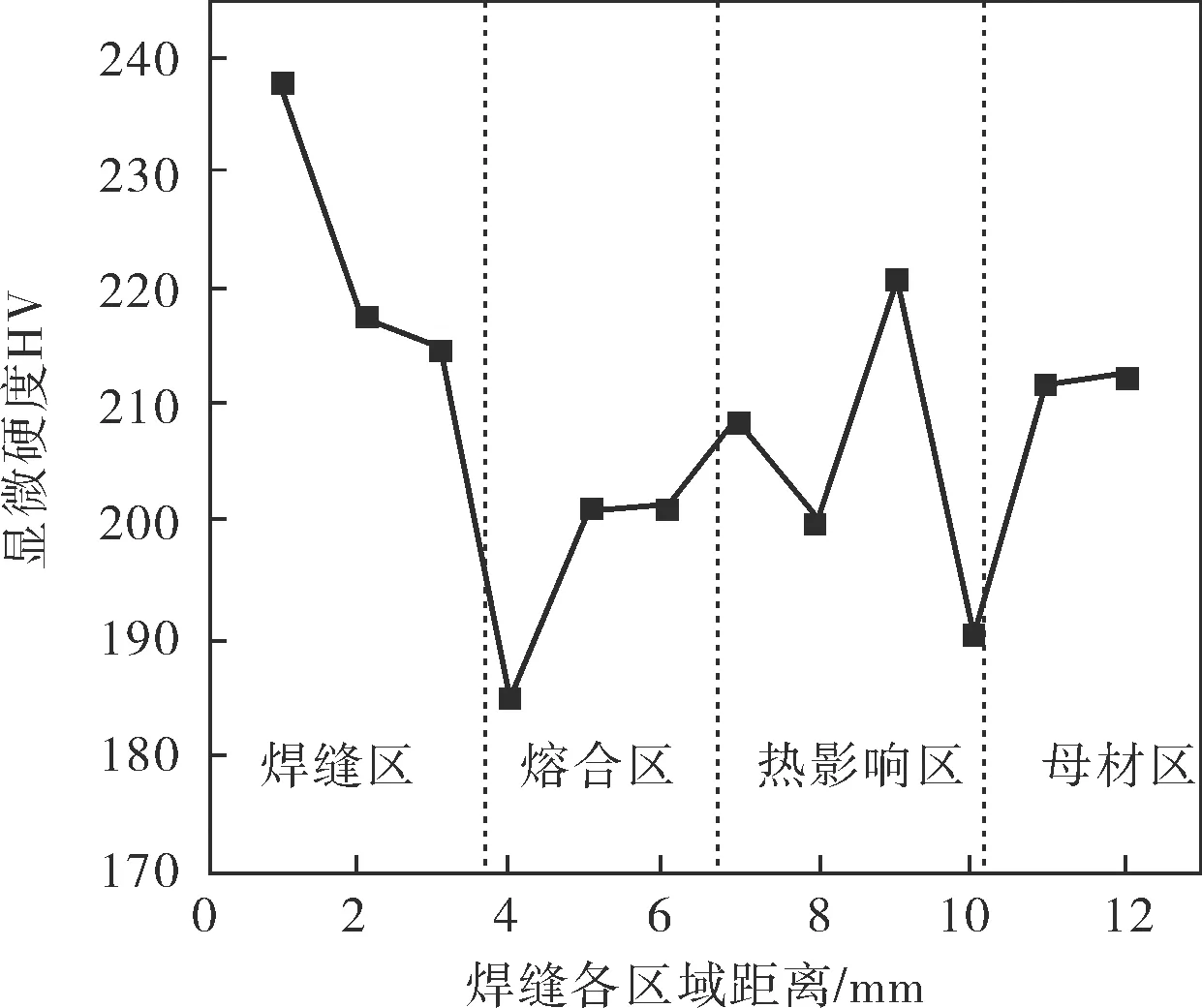
圖7 氣體保護電弧焊堆焊接頭硬度分布
4 結論
4.1 35CrMo鋼在CO2氣體保護堆焊條件下形成的接頭界面,母材區(qū)、焊縫區(qū)、熱影響區(qū)過渡明顯。焊縫區(qū)出現(xiàn)了理想性能的針狀鐵素體組織和性能稍差的先共析鐵素體組織。
4.2 在這種焊接時間較短的情況下,基本沒有出現(xiàn)影響接頭的過熱組織,熱影響區(qū)組織為珠光體和網(wǎng)狀分布的鐵素體,相當于退火處理后的細晶組織,有利于提高接頭性能。
4.3 焊接接頭通過顯微硬度測試的結果表明焊縫母材、熱影響區(qū)、近焊縫區(qū)的硬度相差不大,在距離焊縫較遠的區(qū)域出現(xiàn)了硬度較大的魏氏體組織。這種結合界面屬于冶金結合,所得接頭具有良好的使用壽命和使用可靠性。
[1] 郝建軍, 馬躍進, 樊云飛, 等. 反應電火花堆焊修復齒輪軸[J]. 農業(yè)工程學報,2008, 24(11): 99~102.
[2] 徐濱士, 董世運, 朱勝, 等. 再制造成形技術發(fā)展及展望[J]. 機械工程學報,2012, 48(15): 96~105.
[3] 徐濱士. 中國再制造工程及其進展[J]. 中國表面工程,2010, 23(2): 1~6.
[4] 朱勝, 姚巨坤. 裝備再制造設計及其內容體系[J]. 中國表面工程, 2011, 24(4): 1~6.
[5] 徐濱士, 馬世寧, 劉世參, 等. 21世紀設備維修工程的新進展——再制造工程[J].裝甲兵工程學院學報,2000,14(1): 8~12.
[6] Xu B S, Liu S C, Wang H D. Developing, Remanufacturing , Constructing Recycling Economy and Building Saving-Oriented Society[J]. Journal of Central South University, 2005,12(s2): 1~6.
[7] 王海軍. 熱噴涂實用技術[M]. 北京: 國防工業(yè)出版社, 2006.
[8] 孫桂芳, 劉常升, 陳歲元, 等. 軋輥的失效及其修復技術[J]. 材料導報,2007, 21(6): 100~103.
[9] 吳子建, 吳朝軍, 曾克里, 等. 熱噴涂技術與應用[M]. 北京: 機械工業(yè)出版社, 2006.
[10] 胡邦喜, 莽克倫, 王靜潔, 等. 堆焊技術在國內石化、冶金行業(yè)機械設備維修中的應用[J]. 中國表面工程, 2006, 19(3): 4~8.
[11] 夏立明, 楊希. 添加鈮強化Fe-Cr-C堆焊層的磨粒磨損性能[J]. 鋼鐵研究學報,2015, 27(12): 75~78.
[12] 魏建軍, 黃智泉, 楊威. 高碳高鉻鑄鐵堆焊合金組織分析[J]. 焊接學報,2008, 29(3): 145~148.
[13] 倪曉俊, 盧志超, 陸曹衛(wèi), 等. Fe74Al4Sn2P10 Si4B4C2 合金的堆焊層組織和性能[J]. 鋼鐵研究學報, 2012, 24(12): 35~37,42.
[14] 董輝. 一種新型埋弧堆焊用藥芯焊絲的研制[J]. 化工機械,2015, 42(1): 51~52,100.
[15] 鄒增大, 李亞江. HQ130高強鋼焊接熔合區(qū)的精細組織特征[J]. 焊接學報,1999, 20(3): 181~187.
[16] 黃安國, 余圣甫, 謝明立. 低合金鋼焊縫的針狀鐵素體微觀組織[J]. 焊接學報,2008, 29(3): 45~48.
AnalysisofMicrostructuresandMechanicalPropertiesof35CrMoGearOverlayingJoint
MA Zhi-peng, ZHANG Yu-ku, ZHANG Xu-yun,YU Xin-long
黑龍江省應用技術研究與開發(fā)計劃項目(GA13A402);新型釬焊材料與技術國家重點實驗室開放課題研究基金(SKLABFMT-2015-04)。
馬志鵬(1977-),副教授,從事異種材料釬焊及陶瓷材料釬焊的研究。
聯(lián)系人張譽嚳(1992-),碩士研究生,從事異種材料釬焊及陶瓷材料釬焊的研究,18249553973@163.com。
TQ050.4
A
0254-6094(2017)03-0271-06
2016-09-29,
2016-12-20)
(Continued on Page 327)
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
