某羅特曼透鏡主殼體插座孔加工工藝的改進
2017-11-20 01:18:31張建民竇長安
艦船電子對抗 2017年5期
張建民,竇長安
(中國船舶重工集團公司第七二三研究所,江蘇 揚州 225001)
某羅特曼透鏡主殼體插座孔加工工藝的改進
張建民,竇長安
(中國船舶重工集團公司第七二三研究所,江蘇 揚州 225001)
羅特曼透鏡廣泛運用于各種微波饋電網(wǎng)絡(luò)的設(shè)計之中,而主殼體作為羅特曼透鏡核心的微波件,其插座孔在加工過程中常面臨難度大、成本高和加工效率低的問題。引入新的加工編程軟件,對孔徑加工工藝進行了改進,采用多軸聯(lián)動的鉆削工藝,成功地解決了插座孔的加工難題。經(jīng)過實測數(shù)據(jù)對比,該方案有效提高了生產(chǎn)效率。
羅特曼透鏡;工藝改進;多軸聯(lián)動;鉆削工藝
0 引 言
羅特曼透鏡[1]是在Rotman和Turner于1963年提出的理論基礎(chǔ)上發(fā)展而來的一種波束形成網(wǎng)絡(luò),具有若干個輸入輸出口,利用透鏡波束端口到天線陣列上各個陣元的光程差來確定波束指向,是一種基于時間延遲的波束形成網(wǎng)絡(luò)。羅特曼透鏡由于其獨特的優(yōu)點,在電子對抗領(lǐng)域有著廣泛的應(yīng)用[2]。
羅特曼透鏡為多層結(jié)構(gòu),中間一層為主殼體,是透鏡核心微波結(jié)構(gòu)件,其類型為薄壁件,左右兩側(cè)面為方程曲面,在方程曲面上布滿若干電纜插座孔。殼體內(nèi)帶狀線板上的每個輸入輸出口必須和主殼體的插座孔一一對應(yīng),并在一條直線上。將所有的SMA連接器安裝到插座孔中。羅特曼透鏡是基于等光程原理設(shè)計的[3],電性能的好壞主要取決于殼體及內(nèi)部基片的加工,結(jié)構(gòu)設(shè)計對羅特曼透鏡主體形狀、形位誤差、加工精度都有明確的技術(shù)要求。尤其是對其殼體側(cè)孔公差精度有著嚴(yán)格的要求,細(xì)微的差別就將引起帶狀線變形、輸入輸出駐波比變化、相位誤差增大等問題,嚴(yán)重影響產(chǎn)品性能。由于羅特曼透鏡的生產(chǎn)研究在我國起步較晚,技術(shù)加工儲備相對空白,并且加工設(shè)備的落后導(dǎo)致在實際生產(chǎn)中碰到很多問題,以至于很多電子戰(zhàn)項目長時間內(nèi)只能依靠進口。隨著實際需求的不斷增加,如何提高加工工藝水平和生產(chǎn)效率已經(jīng)成為刻不容緩的重要研究課題。
通過對羅特曼透鏡的加工生產(chǎn)現(xiàn)狀進行調(diào)研,發(fā)現(xiàn)導(dǎo)致其加工不合格率高、生產(chǎn)效率低下的主要原因為:現(xiàn)有加工編程軟件在處理多軸加工問題以及采用螺旋式銑削方法時都存在一定缺陷。本文嘗試引入新的加工編程軟件解決多軸加工的效率問題,引入鉆削方法改進加工精度和效率,并通過數(shù)據(jù)對比獲得論證。
1 殼體加工改進
目前,羅特曼透鏡主殼體側(cè)面插座孔主要采用坐標(biāo)轉(zhuǎn)換法進行加工。此種方法能達到產(chǎn)品精度要求,但對操作人員及數(shù)據(jù)的準(zhǔn)確性提出了較高的要求,加工過程中要求操作人員零失誤并且保證坐標(biāo)數(shù)據(jù)100%正確,稍有不當(dāng)整個加工將面臨著不合格風(fēng)險。隨著任務(wù)量的增加,該方法校核尺寸及插座孔加工周期較長的弊端慢慢開始顯現(xiàn),無法滿足當(dāng)前需求。為提高透鏡插座孔的加工效率,將從加工編程軟件和生產(chǎn)加工工藝方法2個方面進行突破改進。
1.1 多軸聯(lián)動的加工程序
當(dāng)下加工生產(chǎn)過程中采用的編程軟件為Master CAM 9.1,其多軸加工功能處理方面不夠成熟,通常需要采用手動輸入控制模式及坐標(biāo)變換法進行加工。加工一件透鏡殼體插座孔,對應(yīng)于68組插座孔需要68次坐標(biāo)輸入,平均每次耗時3 min,合計耗時204 min;每組插座孔換刀6次(15 s/次),68組插座孔合計耗時102 min;每批次坐標(biāo)換算時間還需要60 min,耗費了大量的時間,是加工效率低下的主要原因之一。為此采用Master CAM X6[4]。作為一款剛引進的高版本軟件,Master CAM X6能滿足較復(fù)雜零件的程序編輯和加工需求,有著較為成熟的多軸加工功能。圖1所示為采用Master CAM X6多軸聯(lián)動加工殼體插座孔的實施步驟。

圖1 Master CAM X6多軸聯(lián)動加工殼體插座孔流程圖
通過運用多軸聯(lián)動加工功能,可將透鏡殼體插座孔坐標(biāo)輸入次數(shù)減少到1次,僅耗時3 min;換刀次數(shù)減少到6次,耗時1.5 min;并省去了坐標(biāo)轉(zhuǎn)換時間。對坐標(biāo)變換法和多軸聯(lián)動法步驟用時進行對比,如表1所示。

表1 坐標(biāo)變換法和多軸聯(lián)動法步驟用時對比
綜合對比可知,在使用相同的螺旋銑削加工方式上,采用新版本軟件下的多軸聯(lián)動加工方法,不僅可以大大減少坐標(biāo)輸入次數(shù),由原來的插座孔數(shù)目減少到只需1次,且換刀次數(shù)更少,還省去了坐標(biāo)變換這一繁瑣步驟。多軸聯(lián)動加工法比坐標(biāo)轉(zhuǎn)換法編程加工用時少了近362 min,加工效率獲得了巨大提升。
1.2 改進孔加工切削工藝

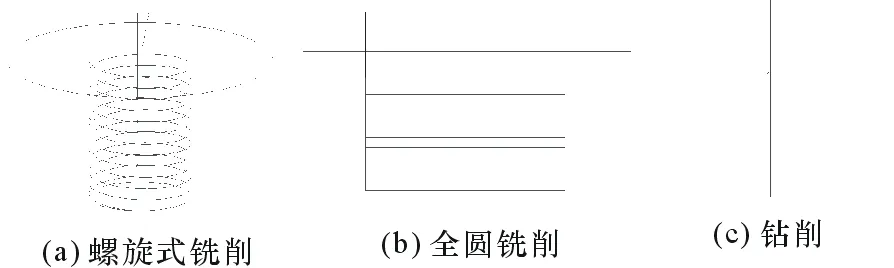
圖2 3種加工方式刀具路徑圖
采用3種方式進行程序模擬加工,具體的步驟和加工用時如表2所示。

表2 3種加工工藝方法對比
通過上述對比可以發(fā)現(xiàn),相比于螺旋銑削,采用全圓銑削單組孔加工時間可減少5.5 min左右,對于本文的加工目標(biāo),共包含68組插座孔,共可節(jié)約377 min,效率提高26%;同理,采用鉆削方式單組用時最短,只需要近13 min,單件殼體合計870 min,減少576 min,效率提高近40%,加工時間最短。綜合考慮加工成本和加工效率后,選擇對透鏡殼體插座孔采用多軸聯(lián)動鉆削加工工藝方法進行加工。
2 改進工藝后實際加工檢驗
加工選用設(shè)備包括:臥式加工中心EC-1600,4組墊塊,“透鏡臥加”工裝,φ4點鉆,φ2.05鉆頭,φ2.5鉆頭,φ4平刀,φ2.9定制平刀以及φ4.1定制平刀。多軸聯(lián)動鉆削加工操作步驟如下:
(1) 將工作臺面擦拭干凈,將墊塊擦拭干凈置于同一水平,誤差不得超過0.02 mm;
(2) 將產(chǎn)品工裝擦拭干凈,置于墊塊之上;
(3) 將工裝進行找正,并用螺絲緊死;
(4) 將所需刀具安裝到位;
(5) 將零件緊固于工裝之上,程序進行試點孔,反復(fù)檢查孔位的準(zhǔn)確性;
(6) 全程鉆削方式進行試驗件的加工。
多軸聯(lián)動鉆削加工操作步驟如圖3所示。加工完畢后送檢,成品如圖4所示。采用三坐標(biāo)測量機對首件透鏡殼體插座孔進行質(zhì)量檢測。檢測結(jié)果為:該零件各項數(shù)據(jù)指標(biāo)均達到圖紙技術(shù)要求。單件加工的實例證明:采用多軸聯(lián)動的鉆削加工方式可以同時實現(xiàn)高精度和高效率的插座孔加工。
對單件透鏡插座孔加工全過程跟蹤記錄,即采用Master CAM X6多軸聯(lián)動鉆削法加工用時僅需874.5 min,效率提高了約42%。坐標(biāo)轉(zhuǎn)換法與多軸聯(lián)動鉆削法運行過程用時對比見圖5。
按照某項目實際需求,加工生產(chǎn)羅特曼透鏡某殼體1(1件),某殼體2(8件),按照原坐標(biāo)轉(zhuǎn)換法螺旋式銑削加工,需要時間合計4 083 min,改進后新方法下,合計加工時間2 605 min,節(jié)省時間1 478 min,且合格率達到100%。進行數(shù)據(jù)對比和反復(fù)驗證,運用新的加工工藝可以較為穩(wěn)定地將產(chǎn)品生產(chǎn)效率提高40%左右。隨著任務(wù)量不斷增加,將會大大縮短任務(wù)生產(chǎn)周期。至此,結(jié)合新型加工編程軟件多軸聯(lián)動技術(shù)和鉆削工藝,傳統(tǒng)工藝低效率加工模式轉(zhuǎn)變?yōu)橐环N新工藝、高效率加工模式,成功解決了羅特曼透鏡插座孔加工精度和加工效率的技術(shù)瓶頸,充分保證產(chǎn)品的加工質(zhì)量,有利于提高羅特曼透鏡SMA連接器的裝配質(zhì)量和效率。

圖3 多軸聯(lián)動鉆削加工操作步驟實物圖

圖4 透鏡殼體及插座孔成品實物圖及透鏡殼體插座孔檢測報告
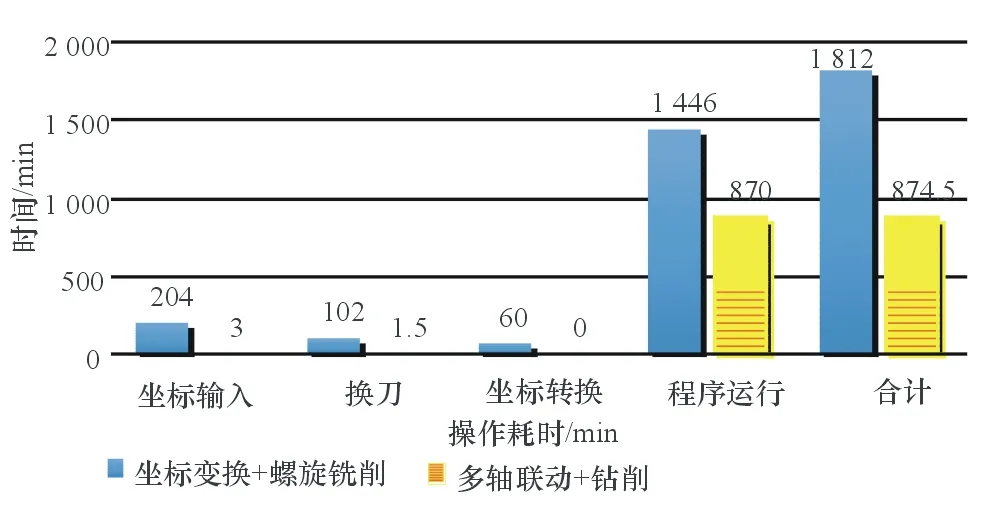
圖5 坐標(biāo)變換法和多軸聯(lián)動法整件加工用時對比
3 結(jié)束語
主殼體是羅特曼透鏡核心微波件,孔徑精度有嚴(yán)格的公差要求,是加工工藝應(yīng)關(guān)注的重點。本文采用新型加工編程軟件Master CAM X6的多軸聯(lián)動功能,有效減少了加工時間;并根據(jù)孔徑大小定制特殊刀具,采用G83鉆削指令進行加工,保證了孔徑大小的一致性,成功解決了因操作不當(dāng)引起的不合格率高的問題。在此改進基礎(chǔ)之上,任務(wù)生產(chǎn)周期將大大縮短,以滿足當(dāng)下不斷增加的生產(chǎn)任務(wù)需要。新工藝的研究滿足了新時期某產(chǎn)品項目裝配任務(wù)需求,也具有較好的啟發(fā)意義,可以結(jié)合實際廣泛應(yīng)用于其他產(chǎn)品的生產(chǎn)加工過程中。
[1] ROTMAN W,TURNER R.Wide-angle microwave lens for line source applications[J].IEEE Transactions on Antennas and Propagation,1963,11(11):623-632.
[2] 張德文.羅特曼透鏡多波束陣的最新進展[J].電子信息對抗技術(shù),1986(12):44-52.
[3] 桂盛,姚申茂.羅特曼透鏡饋電的多波束陣列系統(tǒng)設(shè)計[J],2014,37(4):102-104.
[4] 鐘日銘.Mastercam X6基礎(chǔ)教程[M].北京:人民郵電出版社,2013.
ImprovementofProcessingTechnicforMainShellSocketofACertainRotmanLens
ZHANG Jian-min,DOU Chang-an
(The 723 Institute of CSIC,Yangzhou 225001,China)
Rotman lens is widely used in designing various microwave feed networks,and as the core microwave component of Rotman lens,the main shell,whose socket hole often faces the problem of great difficulty,high cost and low efficiency during processing.This paper introduces new processing programming software,improves the aperture processing technic,uses drilling process based on multi-axis motion to resolve the process problem of socket hole successfully.By comparing with the actual test data,the scheme effectively improves the production efficiency.
Rotman lens;technic improvement;multi-axis motion;drilling process
TG506
B
CN32-1413(2017)05-0117-04
10.16426/j.cnki.jcdzdk.2017.05.027
2017-09-10
猜你喜歡
甘肅教育(2020年14期)2020-09-11 07:57:42
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2020年5期)2020-06-02 09:19:08
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
商周刊(2017年9期)2017-08-22 02:57:49
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛(wèi)生(2014年11期)2014-11-12 13:11:32
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
