高強度螺栓擰緊工藝設計方法研究
2017-11-21 08:41:46魏曉曉
汽車實用技術 2017年21期
魏曉曉
(北京汽車股份有限公司研究院,北京 101300)
高強度螺栓擰緊工藝設計方法研究
魏曉曉
(北京汽車股份有限公司研究院,北京 101300)
文章敘述了一種高強度螺栓擰緊工藝設計方法。以汽車前減震器與轉向節連接螺栓為例,通過采用計算校核結合扭矩測試及夾緊力測試,對擰緊工藝進行正向設計開發,確定了最佳擰緊策略及工藝參數。該方法可推廣使用到其他關鍵連接部位擰緊工藝的開發上,對保證在服役條件下緊固連接的可靠性有重要的意義。
計算校核;擰緊工藝;扭矩測試;夾緊力測試
前言
螺栓作為汽車裝配過程中重要的連接零件,對于汽車的安全性有著至關重要的作用,其中螺栓固定的力矩問題一直被認為是汽車制造的核心問題,螺紋緊固力矩偏大或偏小直接關乎汽車駕駛者的安全行車[1]。如何設定合適的擰緊工藝,對于汽車螺栓的緊固安全至關重要。
目前,大多整車廠采用標桿車扭矩數據,或根據企業內部標準來設定擰緊工藝參數,后續再通過試驗車耐久路試來驗證緊固可靠性。該方法因缺乏擰緊工藝的系統分析,后續車輛大批量生產時,一旦發生緊固失效問題,解決問題的周期長、費用高,甚至影響線上生產效率。尤其是在車輛上市后,暴露出的重大緊固失效問題,甚至會導致車輛召回,對車企的品牌價值造成不良的影響。
本文以某車型上前減震器與轉向節連接螺栓為例,探討了汽車用高強度螺栓的擰緊工藝設計分析方法。先采用計算校核初步確定滿足服役條件的裝配扭矩及夾緊力,再通過扭矩測試及夾緊力測試分析,驗證擰緊工藝參數是否合理,并確定最佳擰緊方法及工藝參數。
1 計算校核
計算校核的目的是為了在項目開發早期,提前確定緊固系統能否在外載荷下正常服役,避免夾緊力過小時出現被連接件分開,或夾緊力過大時出現被連接件變形或螺栓斷裂。高強度螺栓的計算校核可根據德國工程師協會標準VDI2230來進行計算,其計算校核步驟共14步,見圖1。其中所涉及的計算公式較多且復雜,手動計算工作量較大。為減輕計算工作量,推薦采用基于VDI2230開發的軟件如bolt science、Mdesign或kisssoft等進行計算校核。
如下是某車型前減震器與轉向節連接點裝配圖(見圖2),所裝配的螺栓規格為 M12*1.5,材料為 SCM435,性能等級為10.9級。從車間共線生產通用化考慮,需優先校核能否采用同工位裝配扭矩130Nm,并初步確定滿足服役條件的裝配扭矩及夾緊力。
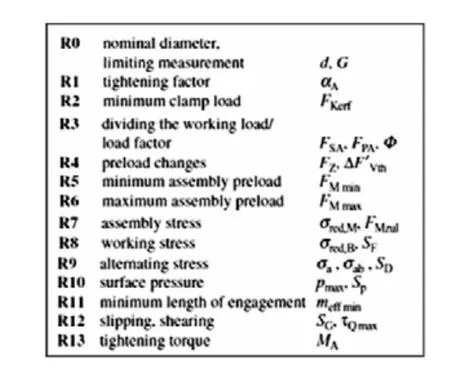
圖1 VDI2230螺栓計算校核步驟

圖2 零件裝配圖
在進行計算校核前,需獲取連接點在極限工況下的外載荷。可通過ADAMS軟件進載荷分析,提取螺栓局部坐標系XYZ三個方向的載荷,載荷分析結果如下:以X和Y為螺栓徑向,Z為螺栓軸向,X向6511N,Y向750N,Z向14.7N。除了載荷外,計算校核所需輸入其他主要參數如下:螺栓螺母的規格尺寸及性能等級、承壓面及螺紋的最小摩擦系數、被連接件的材料、尺寸、粗糙度和強度等信息。在進行計算校核時,所需參數較多,部分參數可查詢相關機械性能手冊或根據以往經驗來估計。在條件允許的情況下,為增加計算校核的置信度,部分參數如被連接件的摩擦系數,可通過測試確定。

圖3 螺栓和被連接件位移量與夾緊力關系圖
如下是使用基于VDI2230開發的軟件Mdesign進行計算校核后的結果:在外載荷的作用下,該連接點所需的最小裝配夾緊力FMmin為36.1kN 。在130Nm裝配扭矩下,螺栓的理論裝配夾緊力 FMzul為 79.6kN ,螺栓屈服的理論夾緊力FM0.2為76.1kN,FMzul>FM0.2。螺栓和被連接件位移量與夾緊力關系見圖 3。結果表明該連接點若采用車間同工位共線扭矩130Nm,裝配夾緊力會大于屈服夾緊力,存在屈服變形或斷裂風險。在滿足服役的條件下,若將裝配扭矩降到110Nm,理論夾緊力按比例降為67.4kN,螺栓利用率合適。在零部件開發認可完成后,下一步可通過實際零件模擬裝配進行扭矩試驗,驗證110NM的工藝參數是否合適。
2 扭矩試驗分析
扭矩試驗準備了4套全新的前減震器和轉向節全新,以及足量的螺栓和螺母。測試前需確認所用測試用零件滿足圖紙及技術要求。零部件可在工作臺上模擬裝配固定,見圖4。使用擰緊機擰緊直至螺栓塑性變形或斷裂,記錄擰緊過程中角度-扭矩關系曲線。通過扭矩試驗,獲得螺栓的破壞扭矩范圍,從而驗證計算校核推薦的裝配扭矩110Nm是否合理。
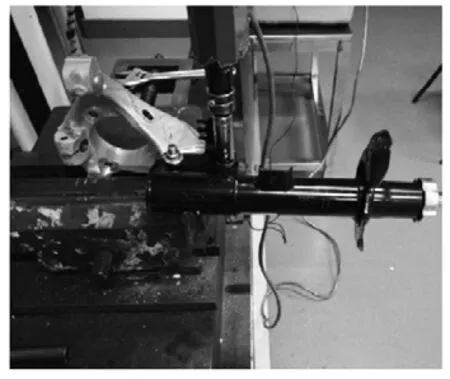
圖4 零件裝配圖
扭矩試驗結果如下:螺栓的破壞扭矩為108-200Nm,系統摩擦系數分散度較大。擰緊過程中角度-扭矩曲線,見圖5。若采用扭矩法110Nm裝配,利用率過高,少量螺栓會發生變形或斷裂。為了減小系統摩擦系數分散度大帶來的影響,該點不應采用扭矩法控制擰緊,而應采用扭矩加轉角法。扭矩加轉角法相對扭矩法的優勢是夾緊力分散度較小,且不易發生螺栓裝配斷裂。
根據角度-扭矩曲線分析,可初步設定擰緊工藝為70Nm+60°。由此我們也可看到VDI2230標準或軟件計算校核功能的局限性,即只能對扭矩法進行校核,不能對扭矩加轉角法校核。因此該連接點調整為扭矩加轉角裝配后,只能通過夾緊力測試來進一步驗證 70Nm+60°的擰緊工藝參數是否合適。即通過測試獲取實際夾緊力范圍,并判斷夾緊力是否滿足極限工況下的服役要求。

圖5 擰緊至破壞的角度-扭矩曲線
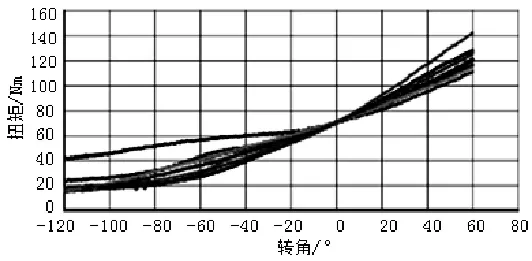
圖6 70Nm+60°下的角度- 扭矩曲線
3 扭矩加轉角工藝驗證
為了保證試驗數據的準確性,扭矩試驗后的零件不能再次使用。因此在進行扭矩加轉角工藝驗證時,再次準備了5套全新的前減震器和轉向節,以及足量螺栓和螺母。將螺栓端面加工磨平,并粘貼超聲波感應貼片。貼片后的螺栓以 70Nm+60°擰緊工藝參數在工作臺上模擬裝配,記錄擰緊過程中角度-扭矩曲線,并進行夾緊力測試。
夾緊力測試是根據聲彈性原理,超聲波的速度會因材料中的應力而產生微小的變化。通過事先對螺栓夾緊力與超聲波傳播時間變化建立關系曲線標定文件,然后實測應用于連接中的螺栓頭部所收到的超聲波的回波時間,目前都記錄二次回波時間,最后基于關系標定文件,即可在不破壞連接的情況下讀得該連接的夾緊力[2]。
相對扭矩測試,夾緊力測試較耗費時間且成本較高。考慮到測試資源恰當分配,若簡單的扭矩測試可滿足需要,則不必開展夾緊力測試。若非特殊需要,一般只對涉及安全或重大功能的連接點進行測試,并且優先選取估計存在扭矩失效風險的關鍵連接點。
經試驗觀察,螺栓以 70Nm+60°裝配擰緊后未發生屈服變形,其中擰緊過程中的角度-扭矩曲線見圖6。夾緊力測試數據見表1,夾緊力范圍為45.5-70.2kN,螺栓利用率合適。結合之前的計算校核最小裝配夾緊力和屈服夾緊力,該范圍滿足極限工況下的服役要求。

表1 70Nm+60°擰緊后的夾緊力
4 結語
高強度螺栓擰緊工藝設計,可在項目開發前期先通過CAE軟件提取在極限工況下連接點的外載荷,使用基于VDI2230標準開發的螺栓計算校核軟件,初步確定滿足服役條件的裝配扭矩及夾緊力。然后,在零件開發認可完成后,再使用實際零部件模擬裝配進行扭矩測試或夾緊力測試,從而確定滿足服役條件的最佳擰緊方法及工藝參數。該分析方法可推廣使用到汽車其他關鍵連接點擰緊工藝的設計上,對汽車緊固件的安全裝配應用有重要的參考意義。
[1] 司娟,李勇超,王樹彬.螺栓的緊固及其對汽車的影響[J]第十一屆河南省汽車工程科技學術研討會[J],2014:209-210.
[2] 許昆明,靳寶宏,錢鵬.螺栓夾緊力超聲波測量的工程應用[J]柴油機設計與制造,2012.18(2):34-37.
Research on Design Method of High Strength Bolt Tightening Process
Wei Xiaoxiao
( Beijing automotive co., LTD. BeiJing 101300 )
The design method of high strength bolt tightening process is presented. Taking the front shock absorber and the knuckle connecting bolts as an example, through the use of calculation and verification, combined with the torque test and the clamping force test, the tightening process is developed in a forward direction. The best tightening strategy and process parameters is determined. The method can be used to the development of the tightening process of other critical joints. It is significant to ensure the reliability of joints under service conditions.
calculation verification; tightening process; torque test; clamping force test
U466
A
1671-7988 (2017)21-87-03
10.16638/j.cnki.1671-7988.2017.21.030
CLC NO.: U466
A
1671-7988 (2017)21-87-03
魏曉曉,本科,中級工程師。就職于北京汽車股份有限公司研究院,主要從事緊固件的開發,計算校核,扭矩工藝測試分析及相關標準制定等工作。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
汽車與安全(2019年9期)2019-11-22 09:48:03
世界農藥(2019年2期)2019-07-13 05:55:12
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
決策探索(2014年21期)2014-11-25 12:29:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
