基于夾具主動定位補償的飛機柔性件裝配偏差優化方法
2017-11-22 01:46:51張瑋王志國譚昌柏劉霞
航空學報 2017年6期
張瑋, 王志國, 譚昌柏, 劉霞
南京航空航天大學 機電學院, 南京 210016
基于夾具主動定位補償的飛機柔性件裝配偏差優化方法
張瑋, 王志國*, 譚昌柏, 劉霞
南京航空航天大學 機電學院, 南京 210016
柔性零件廣泛用于航空、汽車等產品中,在柔性件的裝配過程中,裝配尺寸質量受零件制造、夾具和連接過程中多種偏差源的耦合影響,分析和控制難度大。提出了一種基于夾具主動定位補償的裝配偏差優化方法。首先,基于柔性件裝配的受力變形分析,建立了考慮夾具法向定位誤差的裝配偏差模型。然后,根據上述模型,以夾具法向定位補償量為優化變量,提出了夾具法向補償量的優化模型和求解算法。以金屬薄板裝配和飛機壁板件裝配為例,分別利用實驗及有限元仿真分析了有無夾具主動定位補償下的裝配偏差。結果表明,夾具法向定位補償對于減小柔性件的裝配偏差具有顯著效果,從而驗證該優化算法的有效性和準確性。
柔性件裝配; 夾具定位; 主動補償; 裝配偏差; 優化
裝配偏差是指產品實際裝配尺寸相對于設計尺寸的偏離值,裝配偏差的產生受到零件制造和裝配過程中各種工藝因素的綜合影響。柔性件的裝配偏差分析與控制是裝配尺寸管理的重點和難點。
傳統的裝配偏差分析都以剛體模型為基礎,然而,根據對汽車柔性薄板件裝配測量數據的回歸研究,Takezawa[1]指出剛體模型已不能適用于柔性件的裝配偏差分析。密歇根大學的Liu和Hu[2-4]率先開展了柔性裝配偏差分析的研究,將柔性件裝配分解成定位、夾緊、焊接及釋放回彈四個步驟,在使用有限元分析及統計方法的基礎上,提出了影響系數法,通過構建敏感度矩陣建立了輸入零件偏差與輸出裝配體回彈偏差之間的線性關系。針對柔性薄板零件剛性小、易變形的特點,Cai等[5]提出了“N-2-1”的夾具定位策略,通過在柔性件主平面上提供過約束定位(N>3)以減小其變形。相比“3-2-1”定位原則,“N-2-1”定位原則更適用于柔性件裝配定位。Hu和Koren[6]在對車身多工位裝配工藝研究中,提出“偏差流理論”,用以預測及診斷車身多工位裝配系統中的偏差。Hsieh和Kong[7-8]提出了一種以最小裝配偏差為目標函數的柔性件裝配工藝仿真和優化算法,應用遺傳算法進行最小偏差優化。Eimaraghy[9]分析了夾具、焊槍對裝配偏差的影響,將鈑金件焊接裝配分為“3-2-1”完全約束下的剛體運動、夾具定位和焊槍壓緊下的變形以及裝配約束釋放后的回彈變形三個階段,并建立了裝配誤差的統一模型。針對多工位柔性裝配,Camelio等[10]在影響系數法的基礎上,綜合零件偏差、夾具偏差及焊槍偏差的影響,研究了偏差在多工位裝配過程中的傳播。Camelio等[11]又進一步研究了夾具定位對柔性件裝配偏差的影響,提出了一種最小化裝配偏差的夾具設計方法。田兆青等[12]研究了多工位薄板裝配過程中偏差流傳遞、變換和累積關系的狀態空間模型。針對傳統分析中公差和維護設計在制造系統中單獨考慮的問題,Cui和Zhang[13]建立了集成公差和維護的柔性件多工位裝配優化模型。邢彥鋒等[14]根據裝配后夾具定位點的釋放模式不同,建立了過定位釋放和完全釋放模式下的裝配偏差分析模型。Dahlstr?m和Lindkvist[15]考慮裝配過程中柔性件的相互接觸作用,基于影響系數法建立了柔性裝配偏差分析模型。譚昌柏等[16]運用穩健設計方法建立了飛機裝配公差的可行穩健性和敏感穩健性兩類設計模型。陳暉等[17]針對僅考慮零件幾何誤差的裝配偏差模型不足,結合一階攝動理論和有限元方法,提出了耦合柔性零件幾何和材料誤差的裝配偏差統計分析方法。針對柔性件裝配夾具方面,于奎剛等[18]結合Taguchi方法和柔性薄板裝配偏差模型,提出了一種柔性薄板裝配夾具穩健設計方法。Cai和Qiao[19]針對飛機鈑金裝配工藝中剛體和柔性裝配同時存在的特點,建立了剛柔混合的裝配偏差模型。
夾具定位偏差作為柔性裝配系統中裝配偏差的重要來源之一,在已有的相關研究中,主要是將夾具定位的誤差直接引入柔性裝配偏差分析模型,作為裝配偏差源考慮,而很少通過主動調節夾具定位去補償零件制造、定位偏差,以減小最終的裝配偏差。本文旨在利用夾具定位對裝配的作用,通過科學地建模和計算,在產品裝配前主動給夾具定位預設合理的補償量以減小裝配偏差,以期實現對裝配偏差的主動控制,改善柔性件的裝配質量。
1 引入夾具法向補償量的柔性件裝配偏差建模
柔性件裝配可分解為定位、夾緊、裝配、釋放回彈四個階段。基于“N-2-1”定位策略,將零件過定位點處的夾具法向定位補償量作為變量,引入柔性件裝配偏差模型,分析裝配后的法向偏差。為檢驗柔性件裝配質量,選取部分關鍵產品特征(Key Product Characteristic,KPC)點作為關鍵測點,另一方面,在裝配過程中,由于裝配連接點處變形較大,同時裝配連接處的連接質量往往影響整個裝配體的質量,本文以裝配連接點和KPC點作為關鍵測點。基于裝配中零件的線彈性、小變形假設,分析各裝配階段的柔性件的受力變形。夾具法向定位補償示意圖如圖1所示。

圖1 夾具法向定位補償Fig.1 Fixture normal locating compensation
1.1 定 位

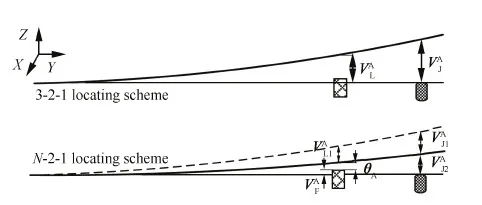
圖2 零件A的定位偏差Fig.2 Locating deviation of Part A
在夾具夾緊力作用下,根據有限元方法建立零件變形與受力的關系(以零件A為例)為
(1)

(2)
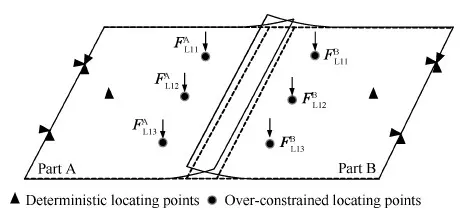
圖3 過約束定位示意圖Fig.3 Scheme of over-constrained locating
1.2 夾 緊
柔性零件完成“N-2-1”定位后,通過施加裝配壓緊力,將零件裝配連接點壓緊至名義位置。此時,柔性件連接點處受力FJ與裝配連接點的變形關系可以表示為
(3)

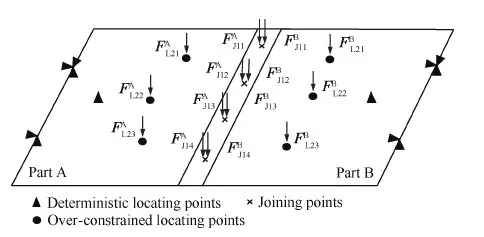
圖4 裝配前的夾緊力Fig.4 Applying clamping force before joining
此時過定位點受力為
(4)
裝配連接點處受力為
(5)
1.3 裝 配
柔性件在裝配工具的壓緊力作用下保持在名義裝配位置,通過焊接、鉚接等方式連接,形成裝配體。對于柔性件連接過程中產生的局部變形及其引起的偏差,本文未予以考慮。
1.4 釋放回彈
1) 裝配力釋放
由于柔性件裝配過程中發生變形,裝配體內部存在裝配應力,釋放裝配壓緊力后,裝配體將在內應力的重新平衡過程中發生回彈變形。根據Liu和Hu[2]的一維懸臂梁單元模型,裝配應力對零件變形的作用可近似等效為零件裝配壓緊處與裝配力反向的回彈力,結合線彈性、小變形假設,回彈偏差與回彈力FRJ的關系:

(6)

此時裝配體過定位點受力為
(7)
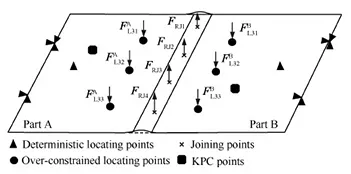
圖5 連接點壓緊力釋放Fig.5 Clamping force release at joining points
2) 夾具過約束點釋放
如圖6所示,釋放夾具過定位點,裝配體將進一步回彈變形。基于線彈性、小變形假設,關鍵點回彈變形偏差和回彈力可以表示為
(8)

裝配壓緊力和過定位夾具釋放后,裝配連接點和KPC點的回彈變形偏差分別為
(9)
計算可得
VR=t+mθA+nθB
(10)
VK=s+fθA+gθB
(11)


圖6 過約束定位點壓緊力釋放Fig.6 Clamping force release at over-constrained locating points

(12)
式中:W為系數矩陣;θ為夾具法向定位補償量;U為不考慮夾具補償關鍵測點的裝配偏差。
2 面向裝配偏差的夾具補償量優化模型及求解
基于裝配偏差模型建立夾具法向補償量的優化方程,各夾具定位點的法向補償量θ為優化變量,優化目標可按照以下兩種情況來建立。(1)第I類優化目標:當補償后柔性件關鍵測點不能保持在理論位置時,此時的優化目標為裝配偏差最小,即VTV→min;(2)第II類優化目標:當補償后柔性件可以保持在理論位置時,為減小調整夾具補償的工作量,此時的優化目標為夾具法向補償量最小,即θTθ→min。由于正常情況下夾具的調整量是有限制的,所以夾具的法向定位補償量需要在給定范圍。對該夾具補償量的二次規劃問題進行求解。
令柔性零件A、B過約束點數之和為λ,裝配體關鍵測點(即裝配連接點和KPC點)總數為γ,則夾具補償量為
θ=[θ1θ2…θi…θλ]T
(13)
式中:l≤θi≤u,i=1,2,…,λ(l,u即夾具法向預設的調整范圍上、下界)。
2.1 第I類優化目標
當利用夾具定位補償使得柔性件裝配后不能保持在理論位置時,此時的優化目標為裝配偏差最小,即VTV→min。則此時過定位點數與關鍵測點數之間的關系為λ=γ或λ<γ。優化模型如下:
Objective:
minf(θ)=VTV
(14)
Constrains:
l≤θi≤ui=1,2,…,n
(15)
2.2 第II類優化目標
當利用夾具定位補償,柔性件裝配回彈后能保持在理論位置時,此時的優化目標為夾具法向補償量最小,即θTθ→min。則此時過定位點數與關鍵測點數之間的關系為λ>γ。故優化模型為
Objective:
ming(θ)=θTθ
(16)
Constrains:
(17)
3 實例驗證與分析
以金屬薄板裝配和某型飛機壁板件裝配兩個例子來驗證本文提出的基于夾具主動定位補償的柔性件裝配偏差優化方法。利用提出的優化算法計算出夾具法向定位補償量,并將定位補償量引入實例分析,得到夾具法向定位補償后的裝配偏差值;最后,對比無夾具補償時的裝配偏差數值,驗證本文的優化方法。
3.1 金屬薄板裝配
實例采用實驗驗證方法,設計鋁合金薄板A、B搭接裝配實驗。鋁板A、B材料為6061,彈性模量68.9 GPa,泊松比為0.330,兩者尺寸均為400 mm×400 mm,厚度為1 mm。在Abaqus中創建對應有限元模型,劃分網格,單元類型為“S4R”,定位點、裝配連接點及關鍵測點位置如圖7 所示。其中,D11~D23為確定性定位點,P11~P22為過約束定位點,J1~J3為裝配連接點,K11~K22為KPC點。鋁板A、B的邊界條件如表1所示。利用立體視覺系統測量過定位點及裝配連接點初始偏差,如表2所示。
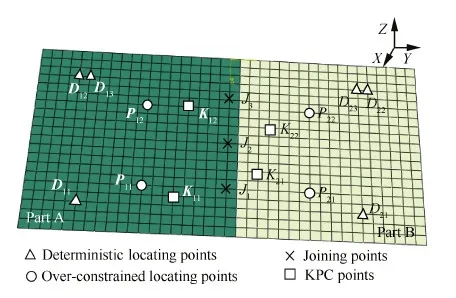
圖7 鋁板裝配有限元模型Fig.7 Finite element model for aluminum sheet assembly
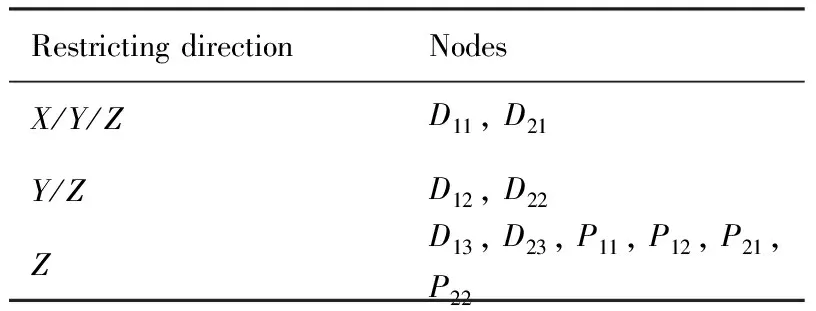
表1 裝配邊界條件Table 1 Boundary condition of assembly

表2 鋁板A、B初始偏差Table 2 Initial deviation of aluminum sheet A and B
鋁板裝配實驗如圖8所示,首先鋁板A、B利用兩孔完成確定性定位,然后利用過定位夾頭進行過約束定位。夾頭均采用M10螺桿結構,可以通過旋轉調節定位高度(Z向)。夾具夾頭采用對頂形式,下部為定位夾頭,上部為夾緊夾頭,示意圖如圖9所示。夾緊過程利用裝配連接處的夾緊夾頭將裝配連接點壓緊至名義位置。利用螺栓連接代替鉚接完成裝配操作。最后釋放裝配處壓緊夾頭以及過約束壓緊夾頭,裝配體發生回彈變形。設計兩組實驗,第一組不考慮夾具補償,第二組引入夾具主動定位補償。利用雙目立體視覺系統分別測量兩組實驗關鍵測點的位置信息,從而得到其對應的裝配偏差。
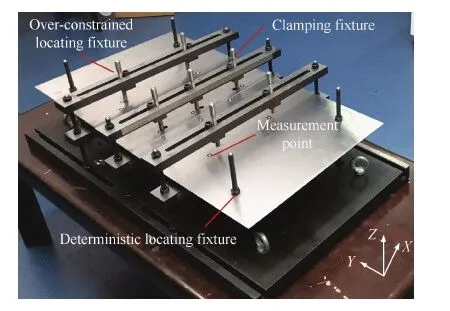
圖8 鋁板裝配實驗Fig.8 Layout experiment of aluminum sheet assembly

圖9 夾緊和夾具夾頭Fig.9 Clamping and locating fixtures
如圖7所示,鋁板A、B上過約束定位點數之和λ=4,關鍵測點數γ=7,則此時的優化目標為裝配偏差最小,即VTV→min。結合夾具實際情況,給定夾具定位補償量的范圍為-1.5 mm≤θi≤1.5 mm,i=1,2,3,4。根據已建立的夾具補償優化算法,求解夾具法向定位補償量為θ=[1.473 0.57 1.059 0.932]T。將夾具補償量引入鋁板裝配實驗,根據M10螺紋螺距即可求得過定位夾頭需要旋轉的角度,旋轉定位夾頭以進行夾具補償,實現夾具法向定位補償。根據夾具補償量調整過定位處定位夾頭,完成裝配操作,得到補償后的回彈裝配偏差。對比無夾具補償時的裝配偏差,結果如表3所示。
根據表3實驗結果,鋁板A、B裝配關鍵測點平均絕對偏差為0.968 mm,調整過定位處定位夾頭,補償后關鍵測點的平均絕對偏差為0.456 mm。對比各關鍵測點補償前后裝配偏差及平均絕對偏差可知,利用夾具定位補償方法減小了裝配偏差,驗證了夾具主動定位補償優化方法的工程可行性。

表3 補償前后的薄板法向偏差對比Table 3 Normal deviation of sheet metal before and after compensation
3.2 飛機壁板件裝配
壁板件是構成飛機氣動外形的主體結構,具有結構尺寸大,剛度低,制造和裝配準確度要求高等特點,且其裝配準確度直接影響后續部裝和總裝的裝配質量,對其裝配偏差進行分析進而提高裝配質量具有重要意義[20]。壁板件是典型的柔性鉚接結構,裝配中需要用到大量夾具,采用過約束定位方式,以減小裝配變形。本案例的分析對象為某型飛機的壁板件,其簡化模型如圖10所示,其中內型卡板由固定托架及可調定位塊組成。夾具的法向定位補償可利用激光跟蹤儀對定位塊進行調整實現。結合本文的定位補償算法,可計算出定位塊補償量。
在Abaqus中建立壁板件有限元分析模型,為簡化有限元仿真模型并降低裝配仿真的計算量,本文取2張蒙皮、3個內型卡板、5根長桁、5個角片進行裝配分析。蒙皮A、B理論曲率半徑為1 985 mm,實際曲率半徑分別為1 990 mm,1 995 mm。蒙皮、長桁、角片材料均為鋁鋰合金,彈性模量E=7.3×104N/mm2,泊松比ν=0.3。從突出本文研究重點考慮,本例未考慮長桁、角片的制造偏差以及夾具定位偏差。建立如圖11所示仿真模型,其中,D11~D23為確定性定位點,P11~P26為過約束定位點,J1~J5為裝配連接點,K11~K22為KPC點,其具體邊界條件如表4所示,其中Z*表示的方向為對應蒙皮節點理論位置的法向。

圖10 飛機壁板件裝配簡化模型 Fig.10 Simplified model for aircraft fuselage panel assembly
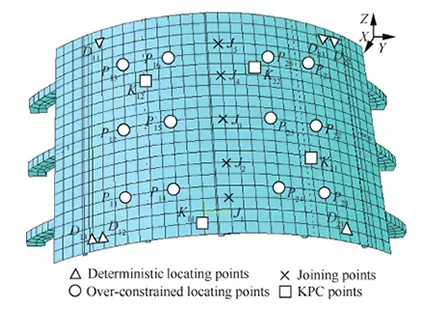
圖11 飛機壁板件有限元分析模型Fig.11 FEA model for aircraft fuselage panel
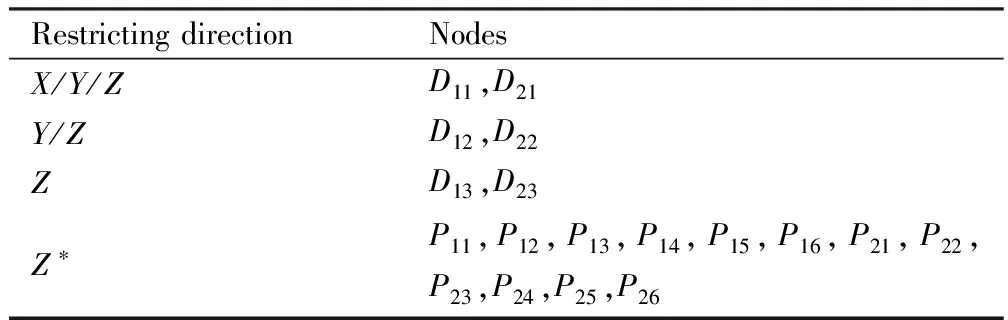
表4 壁板件裝配蒙皮邊界條件Table 4 Boundary condition of skin in panel assembly
如圖11所示,壁板件中蒙皮A、B過約束定位點數之和λ=12,關鍵測點數γ=9,故此時的優化目標為夾具法向補償量最小,即θTθ→min。給定卡板定位塊的補償范圍為-1.5 mm≤θi≤1.5 mm,i=1,2,…,12。根據優化算法分別求解出夾具Y和Z方向的調整量,合成得到對應卡板定位塊法向的補償量為θ=[0.503 1.236 0.465 -0.654 -0.223 -0.25 0.986 1.762 0.633 0.111 -0.064 -0.182]T。將夾具補償量引入有限元模型,得到補償后的壁板件蒙皮法向裝配偏差,與無夾具補償下的裝配偏差進行對比,結果如表5所示。
根據表5的計算結果,壁板件裝配后蒙皮關鍵測點法向的平均絕對偏差為0.584 mm,而根據法向定位補償優化算法,調整卡板定位塊并仿真得到蒙皮關鍵測點法向平均絕對偏差為0.138 mm。對比補償前后的壁板件裝配的蒙皮法向偏差可以看出,利用夾具主動進行法向定位補償可以有效減小壁板件的裝配偏差,改善裝配質量,驗證了本模型的正確性和有效性。

表5 補償前后的飛機壁板件法向偏差對比Table 5 Normal variation of aircraft fuselage panel before and after compensation
夾具定位補償優化方法作為前瞻性的基礎研究,對現有的裝配變形偏差分析方法是一種有力的補充。本案例借鑒了某飛機制造廠現有的工藝裝備,其定位補償方法尚未應用于實際裝配生產中。從鋁板實驗數據和壁板件仿真結果來看,本文的方法對于改善飛機壁板裝配質量,提高外形準確度是具有可行性的。
4 結 論
1) 基于夾具定位對柔性裝配尺寸的作用機理,結合柔性件裝配過程,引入夾具法向補償量,建立了基于夾具主動定位補償的柔性件裝配偏差模型。
2) 根據裝配偏差模型特點,提出了夾具補償量的優化模型和求解方法,建立了基于夾具法向定位補償的柔性件裝配偏差優化方法。
3) 通過金屬薄板裝配和飛機壁板件裝配兩個實例,分別利用實驗及有限元仿真,驗證了夾具主動定位補償對于優化裝配質量的有效性和準確性。本文的研究為飛機裝配尺寸質量控制提供了新的思路和高效可靠的技術途徑。
[1] TAKEZAWA N. An improved method for establishing the process wise quality standard[R]. Tokyo: Union of Japanese Scientists and Engineers, 1980.
[2] LIU C, HU S J. An offset finite element model and its applications in predicting sheet metal assembly variation[J]. International Journal of Machine Tools & Manufacture, 1995, 35(11): 1545-1557.
[3] LIU S C, HU S J, WOO T C. Tolerance analysis for sheet metal assembly[J]. Transactions of the ASME, 1996, 118(1): 62-67.
[4] LIU C, HU S J. Variation simulation for deformable sheet metal assemblies using finite element methods[J]. Journal of Manufacturing Science & Engineering, 1997, 119(3): 368-374.
[5] CAI W, HU S J, YUAN J X. Deformable sheet metal fixturing: principles, algorithms, and simulations[J]. Journal of Manufacturing Science and Engineering, 1996, 118(3): 318-324.
[6] HU S J, KOREN Y. Stream of variation theory for automotive body assembly[J]. CIRP Annals-Manufacturing Technology, 1997, 46(1): 1-6.
[7] HSIEH C C, KONG P O. A framework for modeling variation in vehicle assembly processes[J]. International Journal of Vehicle Design, 1997, 18(5): 466-473.
[8] HSIEH C C, KONG P O. Simulation and optimization of assembly processes involving flexible parts[J]. Journal of Manufacturing Science & Engineering, 1997, 18(5): 455-465.
[9] EIMARAGHY H A. Geometric design tolerancing: Theories, standards and applications[M]. Berlin: Springer, 1998: 208-219.
[10] CAMELIO J, HU S J, CEGLAREK D. Modeling variation propagation of multi-station assembly systems with compliant parts[J]. Journal of Mechanical Design, 2003, 125(125): 673-681.
[11] CAMELIO J A, HU S J, CEGLAREK D. Impact of fixture design on sheet metal assembly variation[J]. Journal of Manufacturing Systems, 2002, 23(23): 182-193.
[12] 田兆青, 來新民, 林忠欽. 多工位薄板裝配偏差流傳遞的狀態空間模型[J]. 機械工程學報, 2007, 43(2): 202-209.
TIAN Z Q, LAI X M, LIN Z Q. State space model of variations stream propagation in multi-station assembly process of sheet metal[J]. Journal of Mechanical Engineering, 2007, 43(2):202-209 (in Chinese).
[13] CUI A, ZHANG H P. Tolerance allocation and maintenance optimal design for fixture in multi-station panel assembly process[J]. Applied Mechanics & Materials, 2010, 34-35:1039-1045.
[14] 邢彥鋒, 趙曉昱, 吳偉蔚. 基于夾具配置的薄板件裝配偏差分析模型[J]. 計算機集成制造系統, 2010, 16(2): 280-286.
XING Y F, ZHAO X Y, WU W W. Assembly variation analysis model based on fixture configurations for sheet metal parts[J]. Computer Integrated Manufacturing Systems, 2010,16(2): 280-286 (in Chinese).
[15] DAHLSTR?M S, LINDKVIST L. Variation simulation of sheet metal assemblies using the method of influence coefficients with contact modeling[J]. Journal of Manufacturing Science and Engineering, 2007, 129(3): 615-622.
[16] 譚昌柏, 袁軍, 周來水. 基于寬容分層序列法的飛機裝配公差穩健設計技術[J]. 中國機械工程, 2012, 23(24): 2962-2967.
TAN C B, YUAN J, ZHOU L S. Robust tolerancing for aircraft assembly based on tolerant lexicographic method[J]. China Mechanical Engineering, 2012, 23(24): 2962-2967 (in Chinese).
[17] 陳暉, 譚昌柏, 王志國. 耦合幾何與材料誤差的柔性裝配偏差統計分析[J]. 航空學報, 2015, 36(9): 3176-3186.
CHEN H, TAN C B, WANG Z G. Statistical variation analysis of compliant assembly coupling geometrical and material error[J]. Acta Aeronautica et Astronautica Sinica, 2015, 36(9): 3176-3186 (in Chinese).
[18] 于奎剛, 金隼, 來新民. 基于Taguchi的柔性薄板裝配夾具穩健設計[J]. 上海交通大學學報, 2009, 43(12): 1941-1945.
YU K G, JIN S, LAI X M. A fixture locating robust design method of compliant sheet metal assembly based on Taguchi method[J]. Journal of Shanghai Jiaotong University, 2009, 43(12): 1941-1945 (in Chinese).
[19] CAI N, QIAO L. Rigid-compliant hybrid variation modeling of sheet metal assembly with 3D generic free surface[J]. Journal of Manufacturing Systems, 2016(41): 45-64.
[20] 孫輝鵬, 譚昌柏, 安魯陵, 等. 基于并聯裝配模型的飛機壁板件裝配偏差分析[J]. 航空制造技術, 2016(11): 88-102.
SUN H P, TAN C B, AN L L, et al. Assembly variation analysis of aeronautical panels based on the model of assembly in parallel[J]. Aeronautical Manufacturing Technology, 2016(11): 88-102 (in Chinese).
(責任編輯: 李世秋)
Assembly variation optimization method of aircraft compliant parts based on active locating compensation of fixture
ZHANGWei,WANGZhiguo*,TANChangbai,LIUXia
CollegeofMechanicalandElectricalEngineering,NanjingUniversityofAeronauticsandAstronautics,Nanjing210016,China
Compliant parts are widely used in such products as aircrafts and automobiles. It is quite challenging to analyze and control the compliant assembly quality because the assembly is subject to the coupled effect of multiple error sources in part manufacturing, tooling and joining. A new methodology for assembly variation optimization is proposed based on the concept of active fixture locating compensation. First, an assembly variation model is developed by force-deformation analysis in compliant assembly considering fixture normal locating errors. Based on the assembly variation model, an optimization model is further developed to calculate the optimal fixture normal compensation, which takes the locating points of fixture as variables. Case studies on sheet metal assembly and fuselage panel assembly are conducted. Comparative studies are conducted on the two cases, i.e., sheet metal assembly and fuselage panel assembly, in which the assembly variations with and without the proposed active fixture locating compensation are achieved and compared by experiment and Abaqus finite element analysis, respectively. The results show the proposed method can significantly decrease the predictive assembly variations.
compliant assembly; fixture locating; active compensation; assembly variation; optimization
2016-10-18;Revised2016-11-08;Accepted2016-12-08;Publishedonline2016-12-201339
URL:www.cnki.net/kcms/detail/11.1929.V.20161220.1339.002.html
NationalNaturalScienceFoundationofChina(51275236)
2016-10-18;退修日期2016-11-18;錄用日期2016-12-08; < class="emphasis_bold">網絡出版時間
時間:2016-12-201339
www.cnki.net/kcms/detail/11.1929.V.20161220.1339.002.html
國家自然科學基金 (51275236)
*
.E-mailwzgnuaa@nuaa.edu.cn
張瑋, 王志國, 譚昌柏, 等. 基于夾具主動定位補償的飛機柔性件裝配偏差優化方法J. 航空學報,2017,38(6):420862.ZHANGW,WANGZG,TANCB,etal.AssemblyvariationoptimizationmethodofaircraftcompliantpartsbasedonactivelocatingcompensationoffixtureJ.ActaAeronauticaetAstronauticaSinica,2017,38(6):420862.
http://hkxb.buaa.edu.cnhkxb@buaa.edu.cn
10.7527/S1000-6893.2016.420862
V262.4;TH39
A
1000-6893(2017)06-420862-09
*Correspondingauthor.E-mailwzgnuaa@nuaa.edu.cn
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
中華詩詞(2020年1期)2020-09-21 09:24:52
數學物理學報(2020年2期)2020-06-02 11:29:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00