真絲織物數碼印花的免漿工藝研究
2017-12-01 07:17:08劉國金
絲綢 2017年11期
關鍵詞:工藝
陳 洋, 林 旭, 劉國金, 周 嵐
(1.浙江理工大學a.先進紡織材料與制備技術教育部重點實驗室;b生態染整技術教育部工程研究中心,杭州310018;2.杭州萬事利絲綢科技有限公司,杭州310018)
研究與技術
真絲織物數碼印花的免漿工藝研究
陳 洋1b, 林 旭2, 劉國金1b, 周 嵐1a,b
(1.浙江理工大學a.先進紡織材料與制備技術教育部重點實驗室;b生態染整技術教育部工程研究中心,杭州310018;2.杭州萬事利絲綢科技有限公司,杭州310018)
為了解決真絲織物數碼印花上漿前處理存在漿斑、縐印、手感偏硬等諸多問題,以拒水劑EPF的復配溶液對真絲織物進行免漿前處理。研究拒水劑EPF質量分數、碳酸氫鈉質量分數和汽蒸溫度對數碼印花真絲織物表觀得色量的影響,并對比免漿工藝與傳統上漿工藝處理所得真絲織物的數碼印制效果。研究結果表明:在拒水劑EPF質量分數為2.0%、碳酸氫鈉質量分數為1.5%~2.0%、汽蒸溫度為100~110℃條件下,免漿工藝數碼印花真絲織物可以獲得與傳統海藻酸鈉上漿工藝相近的印制效果,印制織物手感好,花型圖案精細,輪廓清晰度高,色彩鮮艷。
免漿工藝;數碼印花;真絲織物;活性染料;上漿工藝
在數碼噴墨印花生產過程中,通過各種現代化數字處理設備,將需要的圖案輸入計算機中,結合印花分色系統(CAD)和印染專用軟件(RIP)的應用,使專用墨水能夠噴印到紡織品上形成豐富多彩的圖案,生產出符合設計要求的印花織物。數碼印花技術具有印花生產品種多、單次批量產量小等特點,符合消費者對多樣化服裝的需求及服裝潮流更迭周期縮短的趨勢,在紡織印染行業中得到迅速發展[1-2]。
在真絲織物數碼印花的生產過程中,受限于數碼印花設備,往往會對印花墨水有非常苛刻的要求,諸如印花工藝中使用的堿劑、保濕劑、促染劑、增稠劑等一般不加入到墨水中,防止其堵塞噴頭[3]。因此,在數碼印花的前處理工藝中,通常需要對織物進行上漿前處理,防止噴印到織物上的墨水因滲化而影響印制花紋的精細度,為墨水在織物上固色提供一定的條件[4]。但是,經上漿處理的真絲織物,在上漿過程中容易產生漿斑、縐印和死縐等問題,真絲織物也會失去固有的柔軟輕薄手感,即使經過脫漿處理,印制織物手感仍偏硬[5-7]。織物的脫漿過程不僅極為耗水耗能,而且會產生大量的廢水。
本文以拒水劑EPF復配溶液處理真絲織物,開發真絲織物數碼印花的免漿前處理工藝。研究拒水劑EPF和堿劑的質量分數及汽蒸條件對真絲織物表觀得色量的影響,比較免漿工藝與上漿工藝對真絲織物印制性能的影響,為真絲織物數碼印花的前處理工藝的發展開辟新思路。
1 實 驗
1.1 材料、試劑及儀器
材料:真絲素縐緞,平方米質量54.1 g/m2(市售)。
試劑:活性染料CMYK四色墨水(日本愛普生公司)、拒水劑EPF(杭州興航物資有限公司),均為工業級;海藻酸鈉(SA,1200 C.P.S)、碳酸氫鈉(杭州高晶精細化工有限公司)、元明粉(無錫展望化工試劑有限公司)、尿素(西隴科學股份有限公司),均為化學純;皂片(上海制皂廠)。
設備儀器:S70680數碼印花機(日本愛普生公司),Datacolor SF600+測色配色系統(美國Datacolor公司),HIROX KH-7700三維視頻顯微鏡(美國科視達公司),Easy Dro視頻接觸角張力儀(德國KPUSS公司),PhabroMeter織物風格測試儀(美國Nucybretek公司),Y571B摩擦牢度儀、HD394A氣動立式小軋車(南通宏大公司),YG982X標準光源箱(溫州大榮公司),TP-1M圓筒蒸化機(金湖通奧機械有限公司),DHG-9070A型電熱恒溫鼓風干燥箱(上海一恒科技有限公司),L-12G振蕩水洗機(廈門瑞比精密機械有限公司)。
1.2 方 法
1.2.1 數碼印花工藝流程
配制前處理液→浸漬織物→二浸二軋(軋余率為90%~100%)→烘干→數碼噴印→預烘織物→汽蒸→水洗→皂煮→水洗→烘干→熨平。
數碼噴印:在25℃、60%相對濕度的環境下,應用活性染料四色墨水CMYK(青、品紅、黃和黑)以720 dpi×720 dpi分辨率、4通道打印圖案。
汽蒸:溫度為100~120℃,時間為10 min。
皂洗:皂片為5 g/L,碳酸鈉為2 g/L,浴比1∶50。
1.2.2 免漿和上漿配方
免漿配方:拒水劑EPFx%,碳酸氫鈉z%,浴比1∶30。
上漿配方:海藻酸鈉1.5%,元明粉2%,碳酸氫鈉 2%,尿素3%,浴比1∶30。
1.3 測試與表征
1.3.1K/S值及滲透率測試方法
在D65/10°視角光源下,采用Datacolor SF600+測色配色系統,表征織物上各色塊在λmax下的表觀顏色深度K/S值。
數碼印花織物的滲透率采用如下公式計算[2]:

式中:(K/S)a表示印制織物正面表觀顏色深度,(K/S)b表示印制織物背面表觀顏色深度。
1.3.2 花紋精細度評價
應用HIROX KH-7700三維視頻顯微鏡觀察數碼印花真絲織物的花紋滲化情況,調節放大倍數為100倍,拍照并評價花紋精細度。
1.3.3 織物風格測試方法
將數碼噴印后的真絲織物熨平,裁剪成直徑為10 cm的圓形,置于PhabroMeter織物風格測試儀上測試織物的柔軟度和硬挺度。
1.3.4 色牢度測試方法
參照GB/T 3920—2008《紡織品 色牢度試驗 耐磨擦色牢度》和GB/T 3921—2008《紡織品 色牢度試驗耐皂洗色牢度》測試印制織物色牢度。
2 結果與討論
2.1 免漿及汽蒸工藝的影響因素研究
2.1.1 拒水劑EPF質量分數對印制織物K/S值的影響
圖1(a)是不同質量分數拒水劑EPF對印制織物得色量的影響。由圖1(a)可知,拒水劑EPF質量分數顯著影響了噴印織物的表觀得色量。隨著拒水劑EPF質量分數增加,CMYK(青、品紅、黃和黑)四色活性染料墨水噴印后,真絲織物的K/S值逐漸增加,當拒水劑EPF質量分數在2.0%時,K/S值達到最高。分析認為,經拒水劑EPF預處理真絲織物后,易在真絲纖維表面形成防水膜,在一定程度上阻礙了墨水通過纖維毛細管向四周擴散和向內部滲化,即易使其在噴印位置固著而不發生遷移,使得印制織物色彩鮮艷。因此,當拒水劑EPF質量分數較低時,較難在織物上形成完整的防水層薄膜,降低了其防滲化能力,造成印制織物K/S值較低;當拒水劑EPF質量分數較高時,雖然可以在織物表面形成防水膜,賦予織物較好的防滲化性,但是,蒸汽不易透過防水膜到達織物表面使堿劑水解,進而影響了活性染料的固色效果,即活性染料與真絲織物大分子結構之間的共價鍵結合不充分。印制后的真絲織物經水洗后,活性染料較易從織物上被洗除,降低了織物的得色量。因此,分析認為在預處理過程中過高或過低的拒水劑EPF質量分數都會降低印制織物的表觀顏色深度。
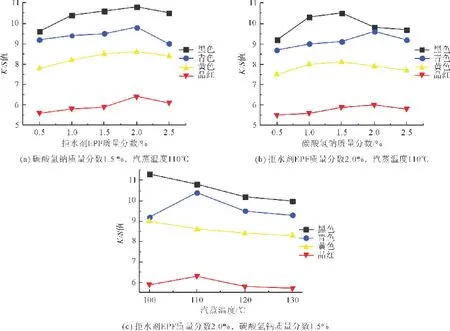
圖1 拒水劑EPF質量分數、碳酸氫鈉質量分數和汽蒸溫度對真絲印制織物K/S值的影響Fig.1 Effects of the concentration of water repellent agent EPF,concentration of sodium bicarbonate and the steam temperature on the K/S value of printed silk fabrics
2.1.2 碳酸氫鈉質量分數對印制織物K/S值的影響
真絲織物耐酸不耐堿,在活性染料數碼印花工藝中,往往采用溫和的碳酸氫鈉作為堿劑[7]。圖1(b)是不同質量分數下碳酸氫鈉對印制織物得色量的影響。
由圖1(b)可知,隨著碳酸氫鈉質量分數的增加,織物表面的K/S值逐漸增大。當碳酸氫鈉質量分數達到1.5%時,活性黑和活性黃印制織物的K/S值分別達到峰值;當碳酸氫鈉質量分數為2.0%時,活性品紅和活性青印制織物的K/S值達到峰值。當碳酸氫鈉質量分數過低時,在汽蒸過程中,碳酸氫鈉不足以使活性染料充分固著纖維,易使活性染料在皂煮過程中脫色。但是,當碳酸氫鈉質量分數過高時,汽蒸過程中碳酸氫鈉易使得活性染料水解[8],也會造成印制織物K/S值降低。
2.1.3 汽蒸溫度對印制織物K/S值的影響
圖1(c)是不同汽蒸溫度下印制織物的表觀顏色深度變化。由圖1(c)可知,對于活性黑和活性黃而言,當汽蒸溫度為100℃時,印制織物的K/S值達到最大;對于活性品紅和活性青而言,當汽蒸溫度在110℃時,印制織物的K/S值最大。通常來說,以拒水劑對織物進行防水整理時,焙烘溫度約為150℃,但是,在研究過程中發現較高的汽蒸溫度增加了染料分子的動能,容易引起活性染料水解,水解后的染料將不能以共價鍵的方式與織物結合[9],影響染料的上染率,造成印制織物K/S值下降。同時,真絲是動物蛋白纖維,蛋白質受高溫影響會發生變質,故真絲織物會出現黃變現象,影響織物的色澤。
2.2 免漿工藝與上漿工藝對織物印制性能的影響
2.2.1 對印制織物K/S值和滲透率的影響
為了對比免漿工藝和傳統上漿工藝對印制織物得色量的影響,將活性染料CMYK四色墨水數碼噴印到真絲織物(圖2)。由圖2(a)可知,分別經免漿工藝和上漿工藝處理的真絲織物印制后的K/S值雖然有一定差異,但是,除活性黃以外,其余三色織物的K/S值相差均較小。分析認為在免漿工藝中,織物經拒水劑EPF處理后,會在一定程度上阻礙纖維對染料的吸附和擴散,降低了織物的得色量。圖2(b)是免漿與上漿工藝對印制織物的滲透率影響。由圖2(b)可知,與上漿工藝相比,真絲織物經免漿處理后,印制織物的滲透率均較低。這是因為免漿工藝配方中的拒水劑EPF可以在織物表面形成防水層,會在一定程度上阻礙染料的吸附和擴散,即染料大多停留在織物的正表面,不易擴散遷移至織物的背面,造成印制織物背面K/S值較低。
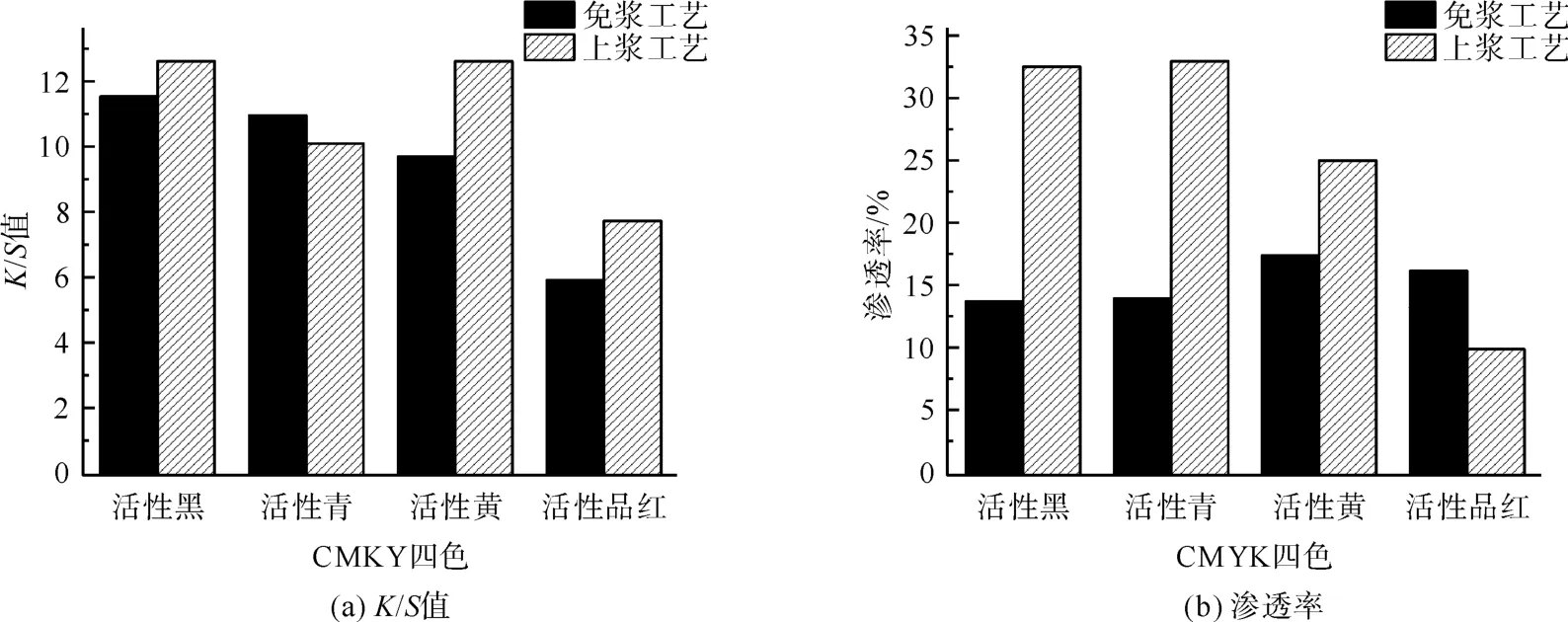
圖2 免漿與上漿織物印制后的K/S值與滲透率對比Fig.2 Comparison of K/S value and permeability of the printed silk fabrics between the sizing-free process and sizing process
2.2.2 對印制織物精細度的影響
由圖3(a)可見,由于未經處理的真絲織物具有良好的親水性,經數碼噴印后,花紋滲化嚴重。經上漿工藝處理后,印制后的真絲織物具有良好的花紋清晰度,如圖3(b)所示。這歸因于上漿工藝配方中的海藻酸鈉具有良好的抱水性,可以降低染液的擴散作用,使染料附著在噴印的花型處不易擴散。經免漿工藝處理后,印制后的真絲織物花紋精細度好,未發生明顯滲化現象,如圖3(c)所示。這是因為免漿工藝配方中的拒水劑EPF在織物表面形成防水層薄膜,有效阻礙了染液的擴散,保持了花紋良好的精細度。

圖3 不同前處理工藝下印制織物表面的花紋精細度Fig.3 Pattern fineness on silk fabrics under different pretreatment process
2.2.3 印制織物的色牢度與織物風格
織物的干濕摩擦色牢度和皂洗色牢度是決定織物服用性能重要因素之一,由表1可知,經免漿工藝處理所得印制織物的干濕耐摩擦色牢度及皂洗色牢度基本相同,均在4~5級左右,與上漿工藝相似,在生產和應用中屬于可接受范圍。由表2可知,與上漿工藝相比,拒水劑在一定程度上減弱了纖維間的摩擦力,提高了真絲織物的柔軟性,改善了真絲織物的手感。

表1 上漿和免漿工藝對印制織物色牢度的影響Tab.1 Effects of the sizing and sizing-free process on color fastness of the printed fabrics
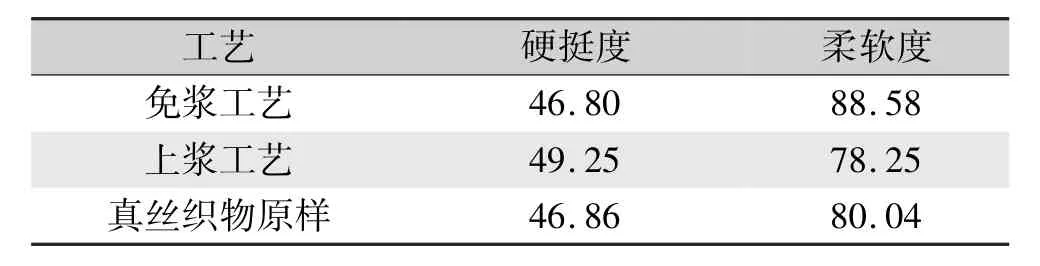
表2 上漿和免漿工藝對印制織物硬挺度和柔軟度的影響Tab.2 Effects of the sizing and sizing-free process on stiffness and softness of the printed fabrics
3 結 論
1)應用拒水劑EPF、柔軟劑和碳酸氫鈉對真絲織物免漿預處理采用配方為:拒水劑EPF質量分數為1.5%~2.0%,碳酸氫鈉2.0%,浴比為1∶30。汽蒸工藝中汽蒸溫度為100~110℃,汽蒸時間為10 min。在最佳配方和適宜的汽蒸條件下,既能獲得防滲化的效果,又能使染料上染充分。
2)與傳統海藻酸鈉上漿織物對比,免漿工藝噴墨印花織物可以獲得與傳統海藻酸鈉上漿工藝相近的K/S值、皂洗色牢度和耐摩擦色牢度,具有更好的花紋精細度和織物手感。
[1]李世超,黃陽陽,張曉寰,等.DGT數碼印花漿料在真絲綢預處理上的應用研究[J].絲綢,2016,53(3):23-26.LI Shichao,HUANG Yangyang,ZHANG Xiaohuan,et al.Study on application ofDGT digitalprintingpastein pretreatment of silk[J].Journal of Silk,2016,53(3):23-26.
[2]郭開銀,李民中,唐人成.蠶絲和棉織物的活性噴墨印花[J].印染,2014(6):11-15.GUO Kaiyin,LI Minzhong,TANG Rencheng.Inkjet printing of silk and cotton fabrics with reactive dyes[J].Dyeing and Finishing,2014(6):11-15.
[3]項偉,楊宏林,劉今強.真絲織物低尿素活性染料噴墨印花工藝研究[J].絲綢,2014,51(4):74-74.XIANG Wei,YANG Honglin,LIU Jinqiang.Study on process of ink-jet printing of silk fabrics with low-urea reactive dyes[J].Journal of Silk,2014,51(4):74-74.
[4]KIM G H,CHO Y S,WAN D K.Stability analysis for multijets electrospinningprocessmodified with a cylindrical electrode[J].European Polymer Journal,2006,42(9):2031-2038.
[5]DING B,KIMURA E,SATO T,et al.Fabrication of blend biodegradable nanofibrous nonwoven mats via multi-jet electrospinning[J].Polymer,2004,45(6):1895-1902.
[6]沈一峰,江崍,陳國洪.真絲綢活性染料噴墨印花預處理工藝研究[J].絲綢,2012,49(1):11-13.SHEN Yifeng,JIANG Lai,CHEN Guohong.Study on pretreatment process in digital printing for silk with reactive dyes[J].Journal of Silk,2012,49(1):11-13.
[7]楊宏林,項偉.桑蠶絲織物數碼噴墨印花上漿工藝研究[J].絲綢,2011,48(12):6-8.YANG Honglin,XIANG Wei.Study on the sizing processes of mulberry silk fabrics with digital ink-jet printing[J].Journal of Silk,2011,48(12):6-8.
[8]PHATTANARUDEE S, CHAKVATTANATHAM K,KIATKMJORNWONG S.Pretreatment of silk fabric surface with amino compounds for ink jet printing[J].Progress in Organic Coatings,2009,64(4):405-418.
[9]龔蘊玉.殼聚糖在真絲織物數碼噴墨印花中的應用[J].絲綢,2011,48(11):15-17.GONG Yunyu.Application of chistosan in digital ink-jet printing on silk fabric[J].Journal of Silk,2011,48(11):15-17.
Study on the sizing-free process of digital ink-jet printing on silk fabrics
CHEN Yang1b,LIN Xun2,LIU Guojin1b,ZHOU Lan1a,b
(1a.College of Materials and Textiles,Key Laboratory of Advanced Textile Materials and Manufacturing Technology,Ministry of Education;1b.Engineering Research Center for Eco-Dyeing and Finishing of Textiles,Ministry of Education,Zhejiang Sci-Tech University,Hangzhou 310018,China;2.Hangzhou Wensli Silk Science& Technology Co.,Ltd.,Hangzhou 310018,China)
Starch lump,crepe mark and hardness exist in the sizing process of digital printing of silk fabrics.In order to solve these problems,the silk fabrics were treated with sizing-free process by compound water repellent agent EPF solution.The influences of the concentrations of EPF and sodium bicarbonate and the steam temperatures on the apparent color yield of the printed fabrics were investigated.The digital printing effects of the printed silk fabrics were compared between the sizing-free process and the traditional sizing process.The results show that the silk fabrics treated by sizing-free process can gain the similar printing effect with traditional sodium alginate sizing process under the following conditions:concentration of EPF 2.0%,concentration of sodium bicarbonate 1.5%to 2.0%,steam temperature 100 to 110℃.Besides,the printed fabric has good hand feel,clear pattern and bright color.
sizing-free process; digital printing; silk fabrics; reactive dyes; sizing process
TS194.2
A
1001-7003(2017)11-0001-05 引用頁碼:111101
2017-01-17;
2017-09-27
陳洋(1989-),男,碩士研究生,研究方向為新型染整技術。通信作者:周嵐,副教授,碩士生導師,lan_zhou330@163.com。
10.3969/j.issn.1001-7003.2017.11.001
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52