熱軋不銹鋼復合板界面組織與拉伸斷裂的研究
2017-12-12 09:04:02張心金祝志超劉會云
武漢科技大學學報 2017年6期
張心金,祝志超,劉會云
(中國第一重型機械股份公司天津研發中心,天津,300457)
熱軋不銹鋼復合板界面組織與拉伸斷裂的研究
張心金,祝志超,劉會云
(中國第一重型機械股份公司天津研發中心,天津,300457)
本文借助SEM、EDS和EPMA等分析了熱軋不銹鋼復合板界面組織及拉伸斷口特征,結果表明:復合板結合界面存在元素擴散現象,不同元素擴散距離不同從而導致形成特殊帶狀組織;無Ni結合界面的拉伸斷口呈沿晶斷裂特征;含Ni結合界面因元素擴散受到抑制,拉伸斷口呈韌性斷裂特征,其界面抗剪強度相比無Ni結合界面雖有所下降,但仍遠大于國標要求的210 MPa。拉伸斷裂過程動態抓拍結果顯示:復合板結合界面先發生曲折開裂,隨后基層與復層發生不同步斷裂。
不銹鋼復合板;真空熱軋成形;界面組織;元素擴散;拉伸斷裂;斷口形貌
通過熱軋、爆炸等手段在低合金高強鋼(High Strength Low Alloy Steel, HSLA)上單面或雙面復合一定厚度不銹鋼層(Stainless Steel,SS)的不銹鋼復合板以其優異的綜合力學性能、耐蝕性能、性價比等廣泛應用于石油、化工、制堿、造船等眾多領域[1-2]。熱軋不銹鋼復合板被加工成容器等產品件時,一般要承受溫度、腐蝕、沖擊、疲勞等作用,對其綜合性能要求較高。在工程上,基體組織、拉伸性能與界面抗剪強度是熱軋不銹鋼復合板交貨時性能評價的重要指標。對于不銹鋼復合板界面元素擴散及微觀組織特點,已有文獻進行過報道[3],但對其綜合性能分析還不夠深入。在我國,通常參照國標GB/T 8165—2008中有關標準進行評價,其中通過剪切試驗獲得的界面抗剪強度可以比較直觀地顯示復合板界面結合的好壞程度,因此,工程上對界面抗剪強度數值關注較多,而對于拉伸性能,多關注于其強度數值,拉伸斷裂的細節卻鮮有報道。為此,本文圍繞不銹鋼復合板界面元素擴散、微觀組織結構、拉伸斷口特征、拉伸斷裂過程等問題展開研究,以期對不銹鋼復合板綜合性能評價有更進一步的認識。
1 實驗材料與實驗過程
本文實驗使用的材料有Q345R(HSLA)、06Cr19Ni10(SS)、Ni箔(N4),分別作為復合板的基層、復層、界面夾層,其化學成分如表1所示。復合板坯在組坯前經表面機械打磨、有機溶劑清洗。

表1 試驗鋼板化學成分(wB/%)
為便于熱軋板形控制,采用“A-B-B-A”兩塊復合板坯對稱組坯結構,其中SS層位于復合坯內部,兩塊不銹鋼板間添加隔離劑防止熱軋黏結。板坯尺寸分別為:300 mm×300 mm×85 mm(HSLA),270 mm×270 mm×15 mm(SS),270 mm×270mm×0.1mm(N4),組坯結構見圖1。其中一塊復合坯結合界面添加一層潔凈的Ni箔,用于對比復合界面元素擴散及力學性能[4-6],復合坯四周放置密封條,并將密封條與基體采用氣保焊堆焊密封,復合坯一邊密封條上預留抽氣小孔,采用真空泵抽真空至真空度0.01 Pa以下,密封抽氣小孔。復合坯加熱保溫期間,加熱爐中不斷充入氮氣以保護復合坯,經1200 ℃保溫2 h后熱軋,軋制速度為1.2 m/s,變形累計壓下總量65%,5道次軋制,熱軋后空冷至室溫,經機械加工獲得兩塊復合板坯。
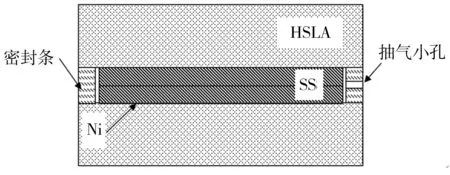
圖1 復合板組坯示意圖
剪切與拉伸試樣尺寸如圖2所示。拉伸試樣及拉伸試驗加工按照GB/T 228—2002《金屬材料-室溫拉伸試驗方法》要求進行。拉伸試樣為板狀非標準拉伸試樣,標距為76mm,平行段長度為86mm,板寬20mm,板厚15mm,復層厚度(t=0、4、5mm)依據所需對比拉伸試驗制定:當t=0 時,拉伸試樣為HSLA單一材質;t=4 mm時,為復層厚度4 mm的復合板材試樣;當t=5 mm時,拉伸試樣為SS單一材質。總板厚為5 mm。為便于對比研究,同組對比試樣在同一塊復合板上加工取樣。剪切實驗為壓剪試驗,其剪切試樣的加工及試驗按照GB/T 6396—2008《復合鋼板力學及工藝性能試驗方法》要求進行,為減少加工環節對剪切性能的影響,在圖2的剪切試樣A面的小面凸臺側根部注意加工清根。拉伸與剪切試驗使用設備為CSS-44300電子萬能試驗機。采用Canon IXY 220F數碼相機抓拍拉伸試樣斷裂詳細過程。金相試樣經機械研磨、拋光后用4%的硝酸酒精溶液侵蝕,晶間腐蝕按照GB/T 4334—2008《金屬和合金的腐蝕-不銹鋼晶間腐蝕試驗方法》中A法進行評價。在Axiovert 200MAT光學顯微鏡下進行金相組織及結合界面形貌觀察。在JEM-2100F場發射透射電子顯微鏡(TEM)下觀察結合界面處微觀組織及形態。在TuKon 2100B全自動顯微維氏/維氏硬度計上測定結合界面附近組織的顯微硬度。拉伸斷口試樣經清潔處理后,利用Quanta400掃描電鏡(SEM)及JEOL JXA-8530F場發射電子探針(EPMA)觀察斷口形貌、界面微觀組織并進行成分分析等。
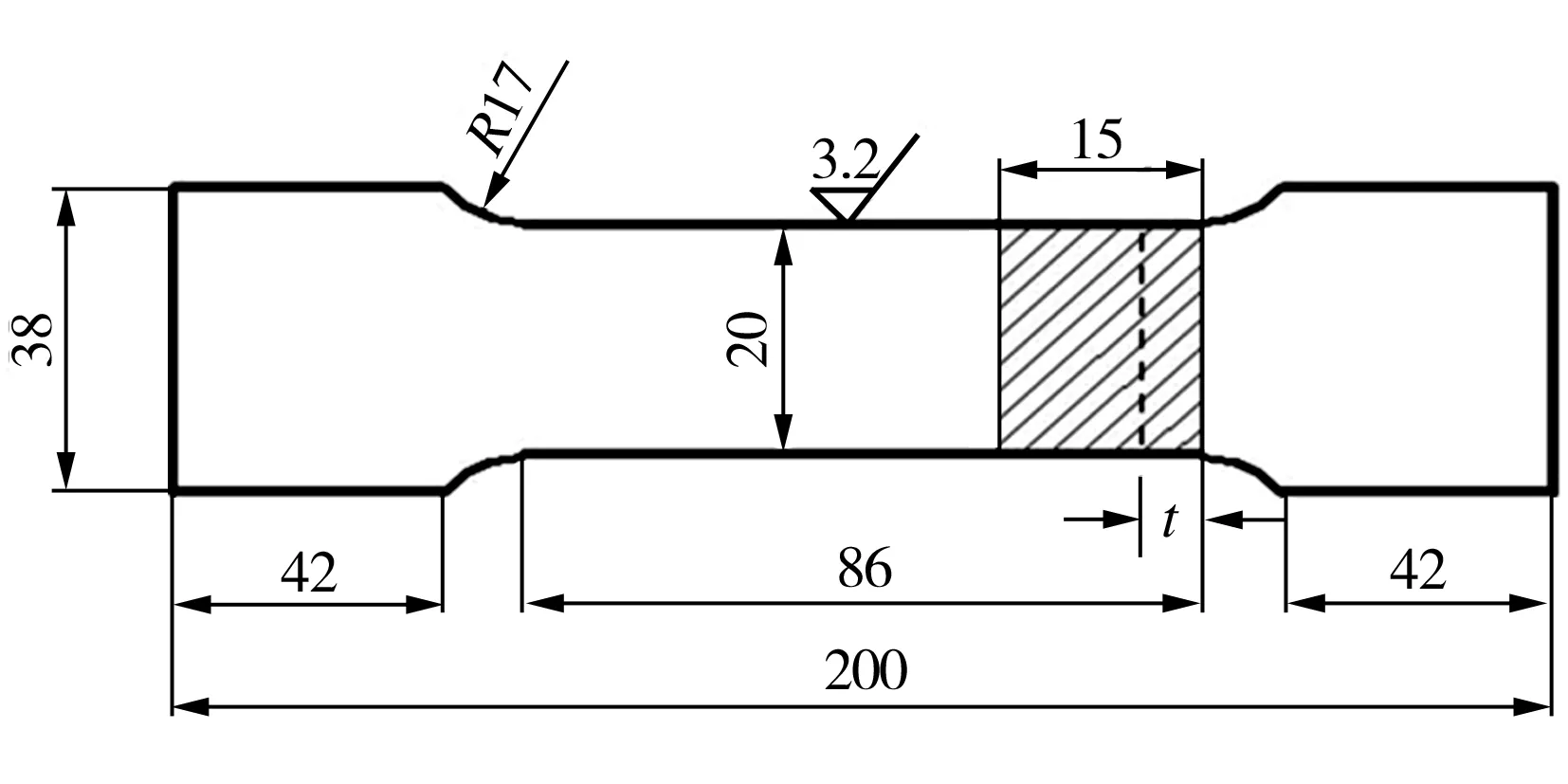
(a)拉伸試樣
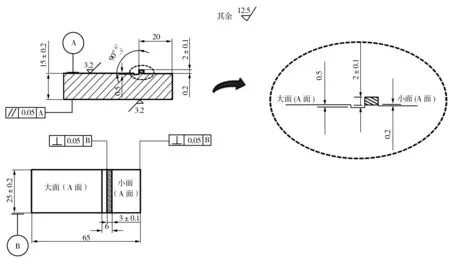
(b)剪切試樣
2 結果與討論
2.1界面組織及元素擴散
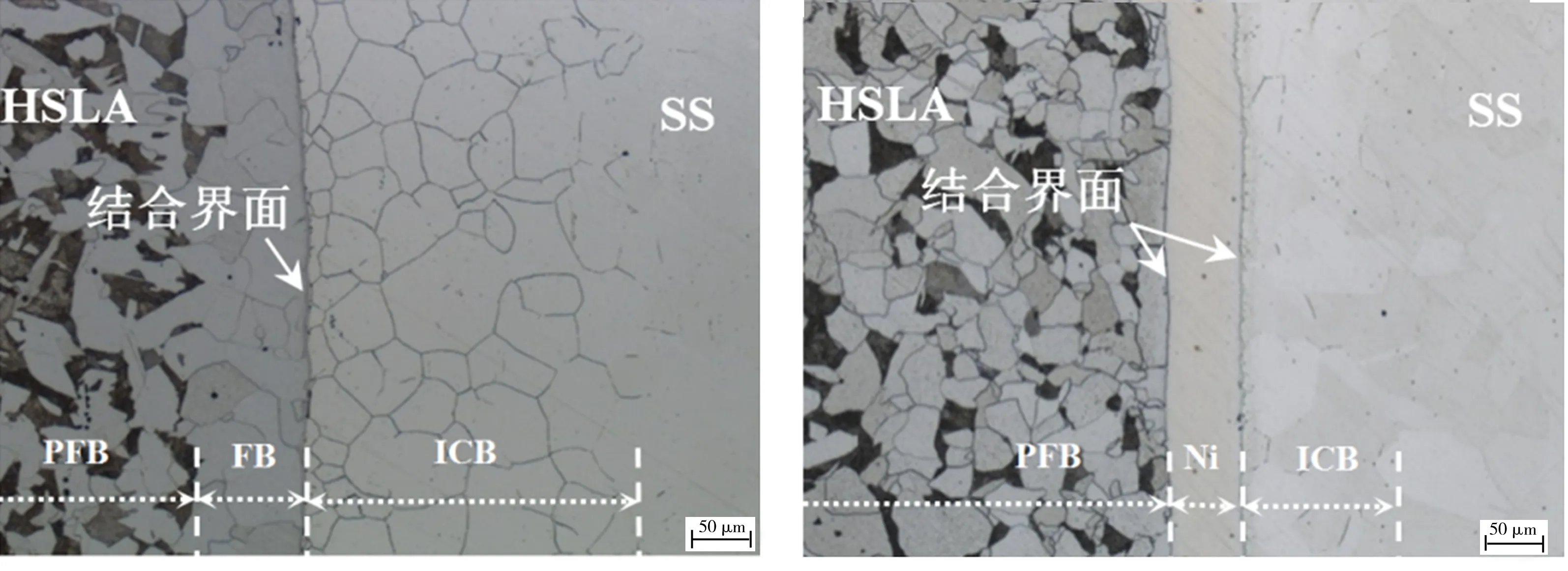
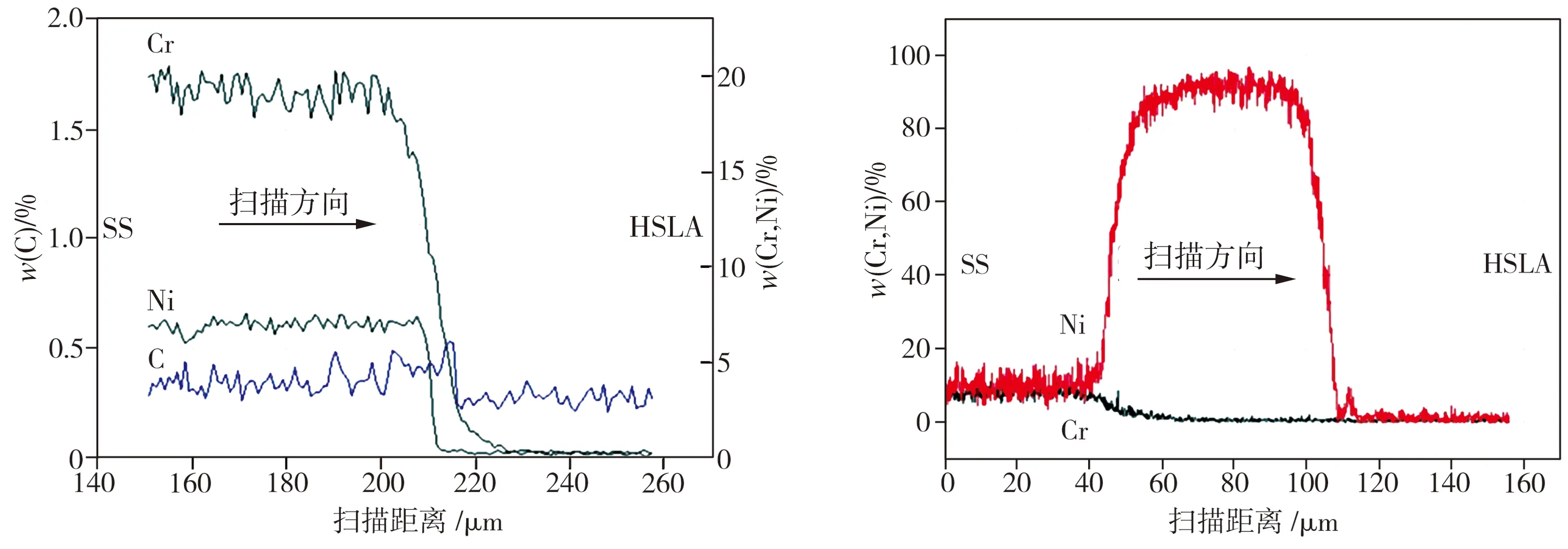
不銹鋼復合板經熱軋空冷后,其界面組織和元素擴散分布如圖3所示,圖3(a)為結合界面不含Ni箔的復合板金相組織,其中HSLA金相組織主要為珠光體、鐵素體和少量貝氏體(PFB, Pearlite + Ferrite+ few Bainite),結合界面偏HSLA側存在一條寬約100 μm左右的鐵素體帶(FB, Ferrite Belt),結合界面的SS側經腐蝕后存在一條寬約200~300 μm左右的晶間腐蝕帶(ICB, Intergranular Corrosion Belt);圖3(b)為結合界面含Ni箔的復合板金相組織,其中HSLA的金相組織為珠光體、鐵素體和少量貝氏體,與無Ni箔時界面處組織相比,含Ni箔HSLA側的鐵素體帶與SS側的晶間腐蝕都幾乎消失,僅局部存在。圖3(c)為EPMA圖譜(界面不含Ni),圖3(d)為界面EDS圖譜(界面含Ni)。
通過圖3(c)、(d)中對界面處進行化學成分測定,發現結合界面處存在Cr、Ni、C等元素的擴散,且Cr從SS側向HSLA側的擴散距離要遠大于Ni的擴散距離。經測量,Cr在界面處的擴散距離約為30~40μm,而Ni的擴散距離僅為5~10 μm。由于C元素含量低,且易受測試設備影響,不易準確測出,但仍能看出明顯的擴散趨勢。界面HSLA側因失去C元素而形成一條鐵素體帶,而界面SS側因C含量增加,使熱軋冷卻后碳化物沿SS晶界析出,造成晶界貧鉻,經溶液腐蝕后形成晶間腐蝕,并呈網狀分布。通過對比可以發現,C元素的擴散對界面兩側組織具有重要的影響,界面Ni的加入對C元素的擴散有一定的阻礙作用,可明顯減少因C的擴散而形成的鐵素體帶及晶間腐蝕帶[7-11]。
同時,由于復合坯結合表面處理的較好以及較高的真空度,經熱軋后復合板結合界面氧化物或夾雜物不僅尺寸小,而且含量極少。經統計,該復合板界面氧化物或夾雜物單位界面長度占有率僅為1%,最大長度尺寸也僅為5μm,因此,幾乎可以忽略不計氧化物或夾雜物對結合性能的影響。
(a) 無Ni時微觀組織 (b) 含Ni時微觀組織
(c) 無Ni時界面處EPMA圖譜 (d) 含Ni時界面處EDS圖譜
圖3結合界面微觀組織及元素擴散圖
Fig.3Interfacemicrostructureandelementdiffusion
后續利用EDS和TEM對不含Ni箔的結合界面處的微觀組織、元素擴散等情況進行了詳細的觀察,并對結合界面處的顯微硬度進行了測定,如圖4所示。通過圖4(a)中掃描照片可以清楚看出,復合板結合界面處分為3個區域,并對應圖4(c)中的三個區域,其中①區為不銹鋼晶間析出區,經溶液腐蝕后,晶界處呈網狀分布的“深溝”狀;②區為白色區域,為復合板的結合界面,通過②區的形貌可以看出,不銹鋼復合板的結合界面并不是一條明顯的界限,而是一條具有一定寬度的擴散區域,經測量,圖中白色區域約有5~10 μm的寬度;③區為HSLA側的鐵素體脫碳區。我們定義圖4(c)中X軸向的“0”點為圖4(a)中②區域的左邊緣。將顯微硬度測試曲線、線性掃描與區域掃描元素擴散統一并入圖4(c)中,發現在②區存在較高的硬度,且該處正處于Cr、Ni元素擴散曲線的過渡區間。有關文獻曾提到,在結合界面處有馬氏體條帶生成[12]。隨后利用TEM對熱軋空冷后不含Ni復合板的結合界面處進行觀察,發現在結合界面處確實產生了寬約5 μm左右的板條馬氏體條帶,如圖4(b)所示。這可能是由于元素的擴散,致使該處成分處于合金化狀態,造成其淬透性提高,從而產生一條馬氏體薄帶區域。根據對熱軋空冷所獲得的復合板的大量剪切試驗結果及剪切斷面的成分分析,剪切斷裂面基本全部位于圖4(c)中右半陰影部分的④區域位置,該處Cr含量基本在2%以下,且不含Ni,表明④區域為剪切試驗最易受剪開裂的薄弱位置。

圖4 不含Ni復合板結合界面TEM照片、EDS圖譜及硬度分布
2.2 力學性能評價
為對比分析復合板力學性能問題,從同一組復合板上分別獲取單一材質的HSLA與SS、含Ni及不含Ni復合板的拉伸與剪切試樣。
拉伸工程應力-應變曲線與抗剪強度結果如圖5所示。從單一材質的拉伸性能結果而言,HSLA抗拉強度、延伸率均比SS要小,SS抗拉強度為640MPa,但HSLA屈服強度較高,達到了345 MPa;至于復合材質的拉伸性能,其抗拉強度較單一材質均有所下降,但其塑性變形區明顯變大,這可能與兩種材質間在塑性變形時的相互作用有關,還需要進一步研究分析。但需要注意的是,圖5中的拉伸曲線信息中包含了拉伸試樣斷裂的整個過程,由于兩種材質的不同時斷裂,在圖中曲線的尾端明顯出現曲線的折曲,但對整個試樣延伸率的評定影響不大。
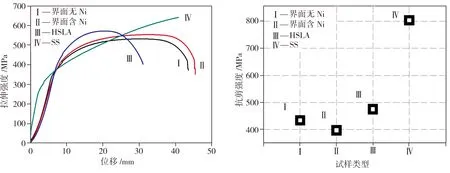
圖5 拉伸性能與抗剪強度
對于界面抗剪強度,GB/T 8165—2008中給出爆炸或熱軋金屬復合板界面抗剪強度為210 MPa,圖5中兩種復合板的界面抗剪強度均遠大于該數值,表明本研究所制復合板中異種材質復合良好,但其界面抗剪強度還是要小于單一材質的數值,SS抗剪強度高達803 MPa,而HSLA相應值為475 MPa,這表明復合材質的界面結合性能同單一材質相比仍有一定的差距,這會導致實際使用中存在較多的安全隱患,因此有必要采用一些有效手段來提升界面的結合性能。
2.3 拉伸斷口分析
利用攝像機抓拍了大量試樣的拉伸斷裂過程,其拉伸過程的試驗現象大致如下:試樣受拉后整體伸長并頸縮、頸縮位置界面開裂、SS和HSLA均在頸縮處斷裂,但界面結合條件不同又具有不同的斷裂現象。例如,圖6分別為相同制備工藝下不同復合板界面的斷口形貌圖。圖6(a)為不含Ni復合板拉伸試樣斷口,斷口左右兩側結合界面處出現較短的界面開裂裂紋;圖6(b)為含Ni復合板拉伸試樣斷口,結合界面開裂裂紋較長,對斷裂試樣進行拼接,發現HSLA層拼接后SS層仍存在較寬的距離,表明HSLA與SS發生不同步斷裂。兩種復合板拉伸試樣結合界面開裂的縫隙均呈“紡錘形”,且HSLA層頸縮明顯。
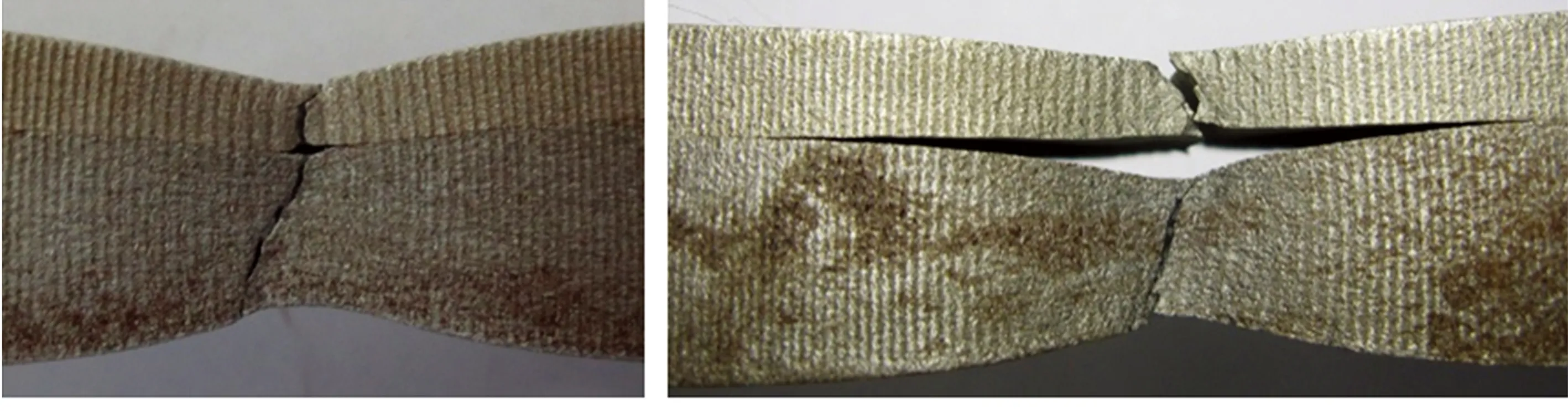
(a) 界面無Ni (b) 界面含Ni
圖6拉伸斷口形貌
Fig.6Fractographoftensilespecimens
下面將著重從拉伸試樣的拉伸斷口及界面開裂斷口兩個方面進行SEM及EDS分析,從而獲得拉伸斷裂的細節內容。圖7為復合板拉伸斷口及開裂界面斷口的形貌及能譜圖,其中圖7(a)為界面不含Ni的復合板拉伸斷口及界面斷口,圖7(b)為含Ni的復合板拉伸斷口與界面斷口。從圖7(a)中可以較清楚地看出,HSLA與SS斷口存在各自的起裂源,且兩者的結合界面處頸縮不同,表明兩者發生不同步頸縮與斷裂,其中HSLA表面較粗糙,存在較多大而深的韌窩,為典型的韌性斷裂,而SS雖然斷口表面有一定的粗糙度,但經過放大觀察,可以看出,整個斷口表面晶粒形狀明顯,含大量變形帶,呈現沿晶斷裂與解理斷裂。從圖7(a)SS側的結合界面的斷裂表面形貌中可以清楚觀察到,結合界面布滿了大量的微裂紋及晶粒,整個斷面呈解理斷裂與沿晶斷裂,通過EDS分析發現,這主要是由于復合板在復合中發生C、Cr等元素的擴散,使結合界面的SS側增碳明顯,從而在SS晶界析出了大量脆性的鉻的碳化物,造成晶內貧鉻,最終導致斷裂發生。從圖7(b)拉伸斷口表面可以看出,HSLA有自身的裂紋源,但SS裂紋源不明顯;HSLA斷口粗糙,含大量深而大的韌窩,呈典型韌性斷裂,SS斷口較平坦,經放大發現斷面為較淺的韌窩形貌,呈韌性斷裂,斷口靠近結合界面處也為較淺的韌窩,表明靠近界面的SS側未發生增碳現象,從而未出現沿晶斷裂或解理斷裂形貌。從圖7(b)SS側開裂界面斷口形貌可以看出,斷面包含兩種形貌,一種是灰白色平坦區域,另一種是斷續彌散分布的深灰色大顆粒狀區域,經EDS分析發現,灰白色區域為Ni箔區域,而深灰色大顆粒狀為HSLA區域,因此,綜合斷面的EDS分析,該結合界面的斷裂位置在偏HSLA側的Ni箔內的可能性較大,但也不排除在偏SS側的Ni箔內,這還需要進一步分析研究。
通過對結合界面是否含Ni時的界面微觀組織、元素擴散、界面抗剪強度、拉伸性能以及斷口形貌對比,可以發現:結合界面處加入Ni箔可以有效地在熱軋中控制界面處元素擴散程度,避免了在拉伸時不銹鋼層發生脆斷的現象,有利于不銹鋼層的耐腐蝕性能的提高,但對結合界面的綜合強度存在一定的影響,尤其是拉伸時,由于Ni箔為軟相,結合界面容易沿Ni箔產生開裂,且開裂程度要遠大于不含Ni箔的復合板拉伸時的開裂。不過就復合板的綜合性能而言,在保證其拉伸性能、界面抗剪強度的前提下,加入Ni箔有效防止了碳元素的擴散,阻止了界面不銹鋼側脆性化合物的析出。Ni箔的加入雖然是一種有效的手段,但仍需要繼續尋找更合適的方法來提高其綜合性能。
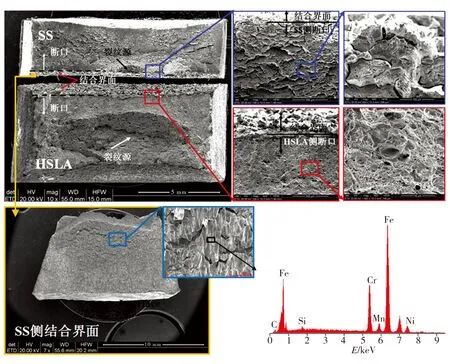
(a) 無Ni時拉伸斷口與開裂界面形貌
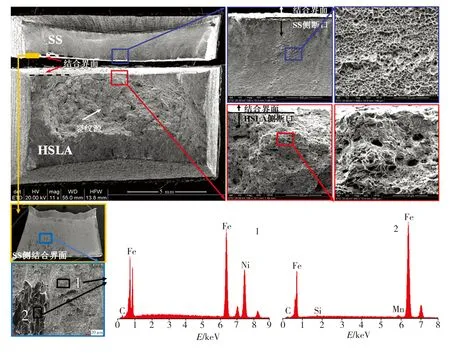
(b) 含Ni時拉伸斷口與開裂界面形貌
3 結論
(1)在保證復合坯結合表面清潔度、真空度以及壓下量等因素的前提下,結合界面處發生一定的元素擴散,且不同元素的擴散距離不同。當界面處不含Ni時,由于C元素的擴散,在靠近界面的基層側形成貧碳的鐵素體帶,而不銹鋼側形成增碳的碳化物析出帶;當界面含Ni時,對C元素的擴散有一定的抑制作用。
(2)不銹鋼復合板拉伸斷裂首先從結合界面處發生曲折狀開裂,隨后SS層與HSLA層斷裂,界面不含Ni的復合板拉伸試樣斷口的不銹鋼側存在因晶界碳化物析出而形成脆斷;結合界面含Ni的復合板拉伸斷口的不銹鋼側為韌性斷裂,但加入Ni后,拉伸時結合界面開裂裂紋較長。
[1] Li L,Yin F X,Nagai K.Progress of laminated materials and clad steels production[J].Materials Science Forum,2011,675-677:439-447.
[2] 孫浩,王克魯.不銹鋼復合板生產方法和制備技術的探討[J].上海金屬,2005,27(1):50-54.
[3] 程挺宇.不銹鋼/碳鋼熱軋復合工藝及性能[J].上海金屬,2009,31(1):48-50,58.
[4] 張心金,李龍,劉會云,等.中間夾層在金屬復合板制造過程中的應用[J].軋鋼,2013,30(6):45-49.
[5] Murayama Junichiro,Komizo Yuichi.Titanium-clad steel and a method for the manufacture thereof:US4839242[P].1989-06-13.
[6] 謝廣明,駱宗安,王光磊,等.真空軋制不銹鋼復合板的組織和性能[J].東北大學學報:自然科學版,2011,32(10):1398-1401.
[7] 祖國胤,于九明,溫景林.中間夾層材料和保護氣體對不銹鋼-碳鋼復合效果的影響[J].鋼鐵研究學報,2005,17(1):55-58,71.
[8] 金賀榮,楊旭坤,宜亞麗.316L-Q345R不銹鋼復合板性能評價[J].材料工程,2016,44(8):104-110.
[9] Kendall K.Processing and properties of interfaces in layered materials [J].Materials Science and Technology,1998,14(6):504-509.
[10] 福田隆,齊藤康信.圧延によるクラッド鋼製造技術[J].塑性と加工(日本塑性加工學會誌),2003,44(512):916-921.
[11] Pozuelo M,Carreo F,Cepeda-Jiménez C M,et al.Effect of hot rolling on bonding characteristics and impact behavior of a laminated composite material based on UHCS-1.35 Pct C [J].Metallurgical and Materials Transactions A,2008,39(3):666-671.
[12] 李炎,祝要民,周旭峰,等.316L/16MnR熱軋復合板界面組織結構的研究[J].金屬學報,1995,31(12):537-542.
[責任編輯沈冬冬]
Studyoninterfacialmorphologiesandtensilefractureofhot-rolledstainlesssteelcladplates
ZhangXinjin,ZhuZhichao,LiuHuiyun
(Tianjin R & D Center, China First Heavy Industries, Tianjin 300457, China)
The interfacial microstructure and tensile fracture characteristics of hot-rolled stainless steel clad plates were analyzed by means of SEM, EDS, EPMA and so on. The results show that the diffusion of different elements with different diffuse distances exists around the interface, which leads to the formation of the special banded structure. The tensile fracture of clad plates without Ni interface is intergranular fracture and the ductile fracture occurs for the clad plates bearing Ni interface. Although the shear strength of Ni-bearing interface decreases compared with Ni-free interface, it is still much larger than 210 MPa required by the national standard. The tensile fracture process was captured by the camera, and it is found that the zigzag shape crack forms at the interface and then the fracture of base and clad layers occurs at different time points.
stainless steel clad plate;vacuum hot rolling;interfacial microstructure;element diffusion;tensile fracture;fracture morphology
TG142
A
1674-3644(2017)06-0408-07
2017-08-04
國家高技術研究發展計劃(863計劃)資助項目(2013AA031302).
張心金(1984-), 男, 中國第一重型機械股份公司天津研發中心工程師. E-mail: 88xjbb@163.com
10.3969/j.issn.1674-3644.2017.06.002
猜你喜歡
當代陜西(2020年13期)2020-08-24 08:22:02
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年8期)2017-11-27 02:10:21
金秋(2017年4期)2017-06-07 08:22:16
商洛學院學報(2017年2期)2017-05-17 05:19:50
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
石油化工建設(2016年4期)2016-02-27 15:03:16