汽車?yán)錄_壓U形梁卷曲的控制
2018-01-24 06:08:07廖陽
汽車實(shí)用技術(shù) 2017年24期
關(guān)鍵詞:影響
廖 陽
(柳州福臻車體實(shí)業(yè)有限公司,廣西 柳州 545006)
1 影響卷曲的因數(shù)
1.1 U型梁常見的回彈
側(cè)壁卷曲,如圖1所示:

圖1
1.2 板厚方向應(yīng)力差導(dǎo)致的回彈原理
在彎曲R角的外側(cè)為材料延長的拉應(yīng)力,內(nèi)側(cè)為材料收縮的壓應(yīng)力。內(nèi)外的應(yīng)力差產(chǎn)生力矩導(dǎo)致U形張開角度發(fā)生變化(張開回彈)。

圖2 有下壓料板的U型彎曲
材料從R部流入到側(cè)壁過程中發(fā)生彎曲——反彎曲,板后方向上正反應(yīng)力產(chǎn)生力矩:

圖3 帽形側(cè)壁卷曲
1.3 側(cè)壁卷曲的種類

圖4 帽形側(cè)壁卷曲的種類
1.4 側(cè)壁卷曲發(fā)生過程
a-b:b點(diǎn)時(shí)刻彎曲,板外為拉應(yīng)力,內(nèi)側(cè)壓應(yīng)力。
c:c點(diǎn)時(shí)刻反彎曲(曲率為0),負(fù)向力矩Mp,應(yīng)力正負(fù)反轉(zhuǎn)。
d:Mp彈性回彈,和b相同方向回彈曲率1/ρ。
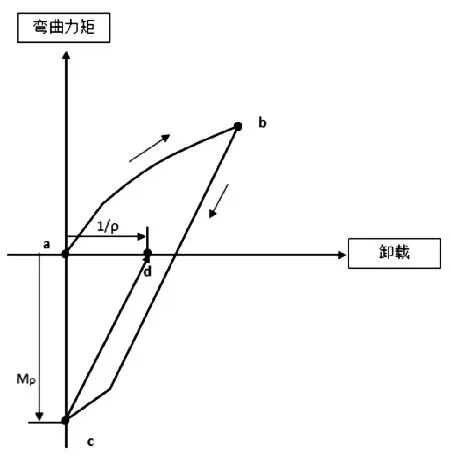
圖5 側(cè)壁卷曲原理
1.4 上模半徑R對(duì)側(cè)壁卷曲的影響
上模Rd對(duì)卷曲曲率1/ρ的關(guān)系圖,t為板厚。

圖6 上模模角對(duì)卷曲曲率關(guān)系
1.5 模具間隙對(duì)側(cè)壁卷曲的影響
間隙c對(duì)卷曲曲率1/ρ的關(guān)系圖,t為板厚。

圖7 間隙對(duì)側(cè)壁卷曲影響關(guān)系
1.6 側(cè)壁傾斜角度對(duì)卷曲的影響
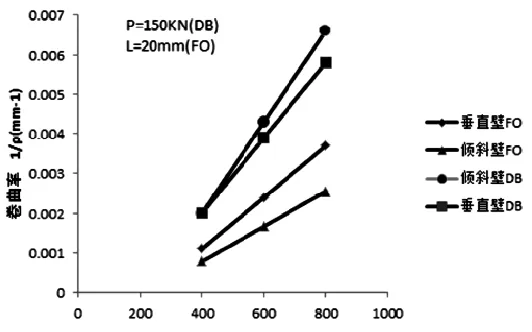
圖8 側(cè)壁傾斜角度對(duì)卷曲曲率的關(guān)系
2 側(cè)壁卷曲的控制技術(shù)
①降低減小壓料力;
②在調(diào)整分模線,增加側(cè)壁的張力來減小卷曲;
③側(cè)壁增加造型弱化卷曲;
④彎曲最大點(diǎn)施加壓力,減小應(yīng)力差。
3 技術(shù)運(yùn)用案例
3.1 調(diào)整分模線后,壓料力由160噸降低為110噸。
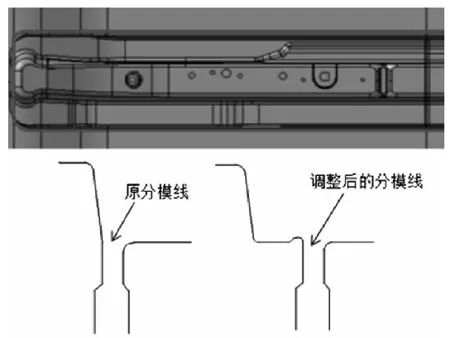
圖9
3.2 打開側(cè)壁的拔模角,在反曲的最大處補(bǔ)償,增加側(cè)壁的壓應(yīng)力。

圖10
3.3 在不改動(dòng)零件的前提下,增加筋條,減小側(cè)壁卷曲。

圖11
4 結(jié)束語
通過項(xiàng)目驗(yàn)證,側(cè)壁卷曲得到了很大改善,但還沒有得打徹底的消除,需要通過后工序側(cè)整做進(jìn)一步改善。

圖12
猜你喜歡
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2022年3期)2022-03-16 05:55:08
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(shù)(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(shù)(2016年3期)2016-03-26 07:13:38
知識(shí)經(jīng)濟(jì)·中國直銷(2016年3期)2016-02-27 16:15:49
現(xiàn)代檢驗(yàn)醫(yī)學(xué)雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學(xué)低年級(jí)版)(2011年3期)2011-01-01 00:00:00
