預應力組合結構在板材多點成形設備中的應用
2018-01-24 07:59:12曹建鋒李帥臣岳明英師文濤
鍛壓裝備與制造技術 2017年6期
曹建鋒,李帥臣,岳明英,師文濤
(蘭州蘭石能源裝備工程研究院有限公司,甘肅 蘭州 730314)
多點成形是將柔性制造和計算機技術合為一體,基于離散思想,將模具實體分離為不同規則的單元基本體,通過計算機控制各基本體單元高度,構造出成形面,實現板材的三維曲面成形。多點成形技術因其獨特優勢,已成現代制造領域的重要研究方向。
多點成形設備主要由壓力機集成部分和多點模具集成部分組成,機架是壓力機的主要部件,機架重量及機加工成本在整機成本中占有較高比例。工作過程中,機架所產生的變形量也占據機器總變形量的很大比例。所以,在機架設計中,如何合理布置,降低自重,提高剛度和強度,使應力分布更加合適,是必須認真考慮的問題[1]。
多點成形壓力機機架作為成形設備的主要受力部件,在機器運行過程中承受著全部載荷,因而其結構設計和質量保障對機器的機械性能和成本有顯著影響。機架的可靠性、強度、剛度以及穩定性,對多點成形壓力機的總體機械性能也有著重要影響。
1 結構設計
傳統的多點成形設備主要采用三梁四柱式壓力機[2],如圖1所示。該壓力機由上橫梁、活動滑塊、下橫梁、液壓缸、立柱、導向套、上沖頭群、下沖頭群和鎖緊螺母等組成。上橫梁和下橫梁通過四根立柱與鎖緊螺母連成一剛性桁架,活動滑塊通過液壓缸實現由四根立柱導向的上下運動及加載。在活動滑塊下平面及下橫梁上平面上加工有T形槽,用于安裝上下沖頭群。
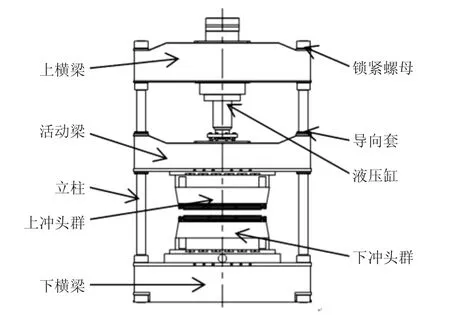
圖1 傳統三梁四柱式多點成形設備
目前傳統的三梁四柱式壓力機普遍采用分段預緊結構框架或者C型框架形式,從多年實際使用經驗可知,該種結構鎖緊螺母預緊困難,而且剛度和強度較差,立柱既承受拉應力,又承受彎曲應力,在交變載荷作用下有可能發生疲勞斷裂。由于框架剛性差,對活動滑塊不能很好地進行約束,特別是在偏載工況下,液壓缸活塞桿承受彎曲應力,使密封和導套工作狀況惡化,加劇磨損,影響壽命,同時對板材成形精度影響也較大。
預應力組合結構是在承受外加荷載之前,對該結構施加壓應力,以部分抵消因施加載荷產生的拉應力,從而改善結構使用性能的一種新型組合結構。預應力組合機架結構應用在多點成形設備中,可以承載較大的載荷,并可較好地減輕設備損傷,提高設備壽命。
本文提出一種新型的預應力組合框架式板材多點成形壓力機,如圖2所示,主要由預應力組合機架、活動滑塊、液壓缸、導向裝置、上沖頭群和下沖頭群組成。其中預應力組合機架由上橫梁、下橫梁和四件矩形截面的空心柱套,通過四根(每側一根)置于空心柱套中的預應力拉桿和上下各四個螺母將其預緊成一個剛性框架。空心柱套與上橫梁、下橫梁連接,主要承受偏心壓制時的彎矩,預應力拉桿僅承受拉伸應力,其設計應力值可大大提高,充分利用了材料性能,也減輕了設備重量。另外預應力拉桿工作時應力循環幅度小,其抗疲勞載荷能力也就得到提高,因此也提高了設備使用壽命[3]。
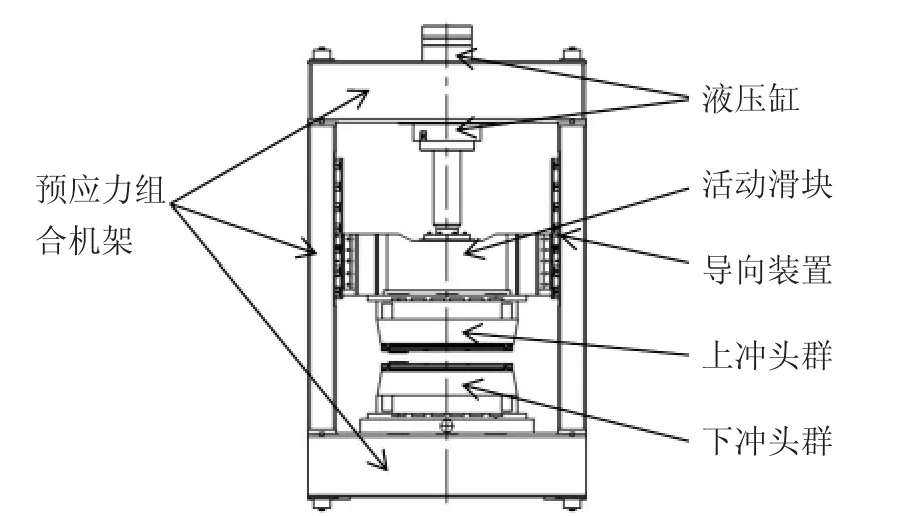
圖2 預應力組合框架式多點成形設備
由于空心柱套采用矩形截面,每根柱套有兩個面連接有滑動導板,使壓力機在工作過程中對柱套起到保護作用,減少了磨損。平面可調的導向裝置,完全改變了圓柱形立柱與導向套之間線接觸的幾何關系,大大降低了導套承受的比壓,并且由于其導向間隙易于調整,在長期工作中能不斷地進行調整以保持設計規定的精度,提高了滑塊工作的平穩性。
2 有限元分析
2.1 有限元模型建立
2.1.1 三梁四柱式機架
三梁四柱式多點成形壓力機機架,如圖3所示,主要由上橫梁、下橫梁、立柱和鎖緊螺母組成,機架的上、下橫梁分別采用箱形焊接結構,上橫梁主要用于安裝液壓油缸,通過法蘭盤和螺母聯接,下橫梁通過支座用地腳螺栓與設備基礎錨固[4]。
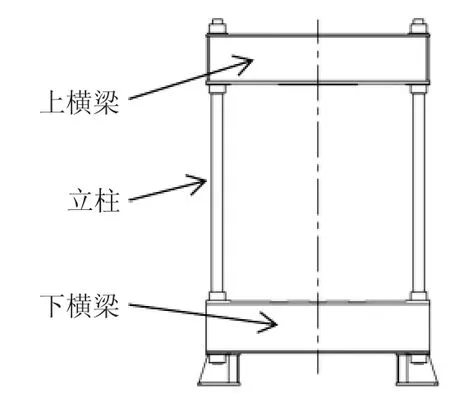
圖3 三梁四柱式多點壓機機架
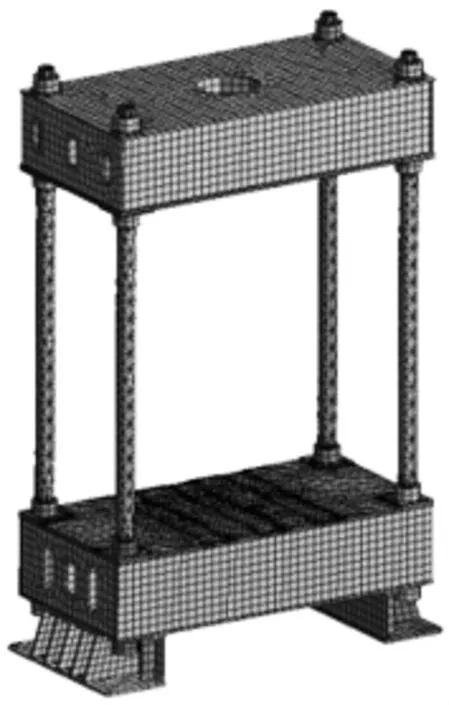
圖4 三梁四柱式多點壓機機架有限元模型
建立三梁四柱式機架模型時,對其結構進行簡化,將Solidworks建好的幾何模型導入ANSYS并進行網格劃分,單元數42314,節點數134367。機架焊接用鋼板為 Q235,密度 7800kg/m3,泊松比 0.3,彈性模量 2.1×105MPa,屈服強度 235MPa。三梁四柱式多點壓機機架有限元模型,如圖4所示。
該壓力機在工作狀態下,上橫梁和下橫梁為主要承載區域,二者主要承受來自垂直方向的工作壓力,工作載荷作用于上橫梁的法蘭盤上及下橫梁的四邊形區域上。下橫梁的下板底面為主要位移約束區,方向上的位移為零。由于壓力機機架為對稱結構并承受中心工作載荷,工作狀態受力為5000kN。
2.1.2 預應力組合機架
預應力組合框架式多點壓力機機架,如圖5所示,由上橫梁、下橫梁和四件矩形截面的空心柱套,通過四根置于空心柱套中的預應力拉桿和上下各四個螺母將其預緊成一個剛性框架,上、下橫梁采用箱型焊接結構,上橫梁主要用于安裝液壓油缸,通過法蘭盤和螺母聯接,下橫梁通過支座用地腳螺栓與設備基礎錨固[5]。
在建立預應力組合機架模型時,用同樣的方法對預應力組合機架結構進行簡化,并將SolidWorks建好的模型導入ANSYS軟件,進行有限元網格劃分,單元數為83147,節點數為227704。機架結構所用材料為Q235,密度 7800kg/m3,泊松比0.3,彈性模量為 2.1×105MPa,屈服強度為235MPa。預應力組合框架式多點壓機機架有限元模型如圖6所示。
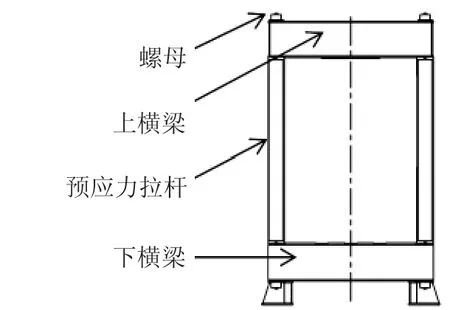
圖5 預應力組合框架式多點壓機機架
該結構壓力機在機架受載前給予拉桿一定的預應力,設定每一根拉桿預應力為1600kN,壓機處于工作狀態時,上橫梁承受模具裝置作用于它垂直向上的作用力,下橫梁承受模具組件垂直向下的作用力,該作用力大小為5000kN。
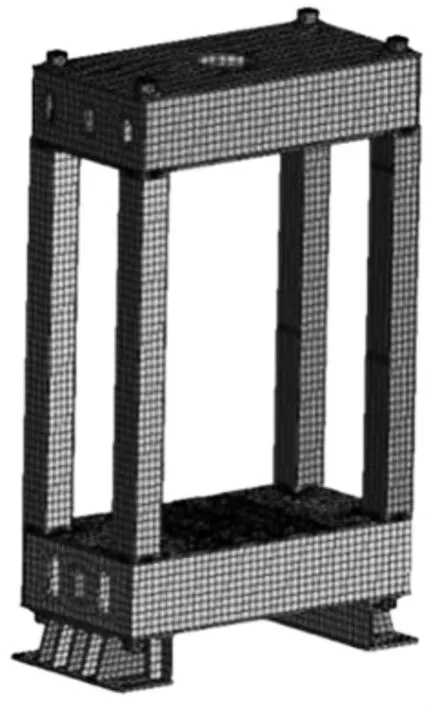
圖6 預應力組合框架式多點壓機機架有限元模型
2.2 模擬結果分析
為了充分比較兩種不同結構機架的受力情況,本文對兩種結構機架分別在以下兩種工況下進行分析:①工作狀態呈垂直載荷的情況下,兩種機架結構受力情況;②工作狀態呈偏載的情況下,兩種機架結構受力情況。
2.2.1 垂直載荷條件
垂直載荷工況下,三梁四柱式機架的總變形和應力狀態分別如圖7、圖8所示;預應力組合機架的總變形和應力狀態分別如圖9、圖10所示。
由圖7、圖9可見,三梁四柱式機架整體變形為2.3199mm,預應力組合機架整體變形最大值為1.5921mm,后者比前者小很多,整體變形分布更均勻。
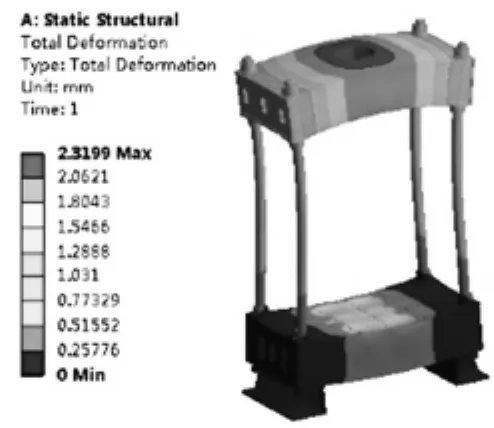
圖7 三梁四柱式機架總變形

圖8 三梁四柱式機架應力狀態

圖9 預應力組合機架總變形

圖10 預應力組合機架應力狀態
由圖8、圖10可見,模擬后處理的應力分布主要集中在上、下橫梁,最大應力值基本出現在材料內部的少數局部部分,對受力分析影響不大,因此本文采用均勻分布在上、下橫梁的均布應力做比較。三梁四柱式機架均布應力為133.75MPa,預應力組合機架均布應力為74.2MPa,后者應力要小于前者應力,應力分布較均勻。
2.2.2 偏載條件
偏載工況下,三梁四柱式機架的總變形和應力狀態分別如圖11、圖12所示;預應力組合機架的總變形和應力狀態分別如圖13、圖14所示。
由圖11、圖13可見,相同偏載情況下,三梁四柱式機架最大變形為2.8268mm,預應力組合機架最大變形為2.0947mm,后者比前者小很多,后者整體變形分布更均勻。
由圖12、圖14可見,與上述垂直載荷應力分析相似,相同偏載情況下,同樣采用均布應力分析比較。三梁四柱式機架均布應力為153.99MPa,預應力組合機架均布應力為102.9MPa,后者應力比前者應力小,應力分布更加均勻。
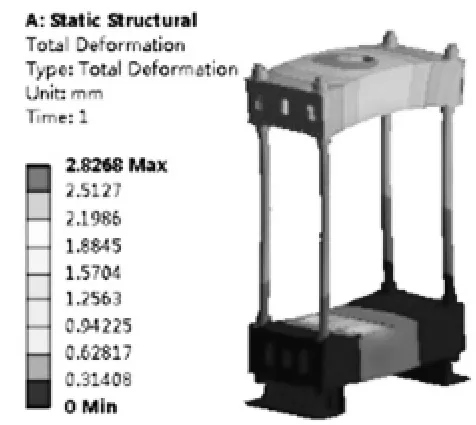
圖11 三梁四柱式機架總變形

圖12 三梁四柱式機架應力狀態

圖13 預應力組合機架總變形
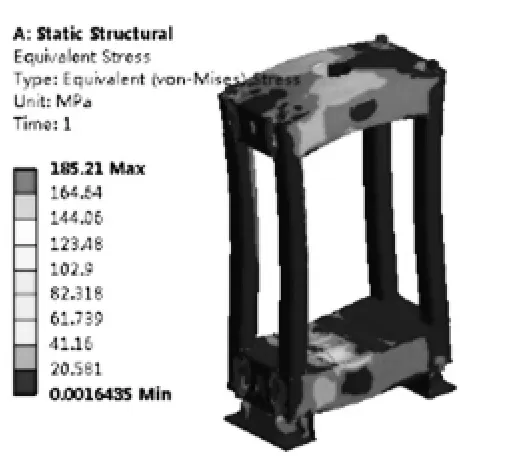
圖14 預應力組合機架應力狀態
3 結論
(1)通過以上結果分析,預應力結構提高了框架的剛性,在承受偏心載荷時,框架受力狀況得到改善。相比之下,三梁四柱式結構則強度和剛度較差。
(2)通過結果分析,明顯看出預應力組合機架工作狀態下整體機身變形相比傳統三梁四柱式機架有優勢,設備使用壽命延長;三梁四柱式結構在承受偏載時,會使導套組合部分受力加劇,增加磨損,影響壽命。
(3)通過受力分析可知,預應力機架受力分布更加均勻,有助于提高板材成形精度。
[1]俞新陸.液壓機的設計與應用[M].北京:機械工業出版社,2007:30-31.
[2]嚴慶光,李明哲,等.C型多點成形壓機機架結構有限元分析和優化設計[J].鍛壓裝備與制造技術,2002,37(3):26.
[3]居大偉,李 森.預應力框架式液壓機機身結構承載分析[J].機械設計,2010,9(9):81-83.
[4]陳 黨,夏 鏈,等.20MN大型框架式液壓機機身有限元分析及優化設計[J].鍛壓技術,2011,(3):67-70.
[5]Nie S M,Zhao X L.Structure optimization of the 3D-Frame of hydraulic press.Proceedings of theFirst National Conference on Research and Design of Metal Machines,1989:51-53.
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2020年1期)2020-09-21 09:24:52
中華詩詞(2019年7期)2019-11-25 01:43:04
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
