高強結構鋼60mm厚板冷彎成形的工藝實現
2018-01-24 07:59:19周志術
鍛壓裝備與制造技術 2017年6期
關鍵詞:工藝
周志術,胡 壘
(航天重型工程裝備有限公司,湖北 孝感 432100)
金屬板材彎曲成形技術作為塑性加工的基本方法之一,具有生產率高、成本低、輕量化等特點,隨著制造業的不斷進步,大量應用于制造飛機、汽車及其他工程產品。公司某型號百噸級鏟板車項目采用鉸接式車架,由前車架、中車架、后車架三部分組成,實現前車架、中車架在水平面的偏轉和繞中心軸的回轉。其中前車架立板、中車架立板作為鉸接總成安裝底座,在產品使用工況下存在較大的應力集中。為規避拼焊成形時焊縫開裂風險,設計圖紙選用了折彎成形方案。由于選取材質為高強度結構鋼Q690D,規格t=60mm,對折彎能力提出了很高的要求且成形過程極易開裂。本文就此進行了較為深入的分析研究。圖1為折彎工件模型圖,其折彎半徑R200,折彎角度107°。由GB/T 16270-2009《高強度結構用調質鋼板》查閱Q690D力學性能和工藝性能如表1所示。

圖1 折彎工件模型圖
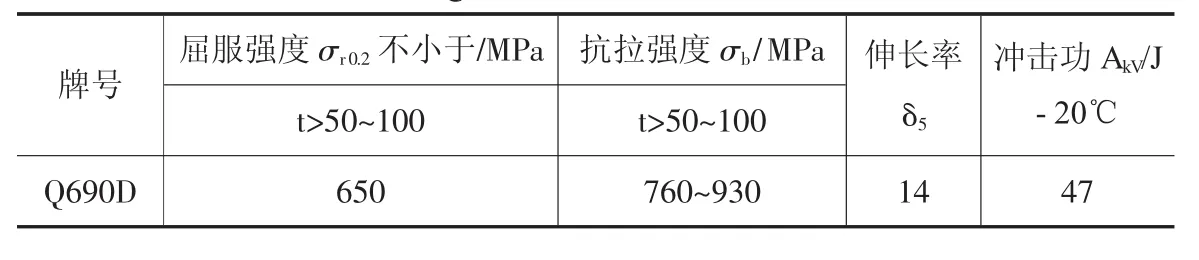
表1 Q690D力學性能和工藝性能
1 折彎分析與實施方案
采用自由折彎方式,折彎工藝方案的確定主要是折彎力、下模開口度的核算確定。
1.1 折彎能力核算
1.1.1 折彎力計算公式
圖2為一般自由折彎示意圖,其折彎力計算公式為

式中:P——折彎力,kN;
S——板材厚度,mm;
L——折彎長度,m;
V——下模開口寬度,mm;
σb——材料抗拉強度,MPa。
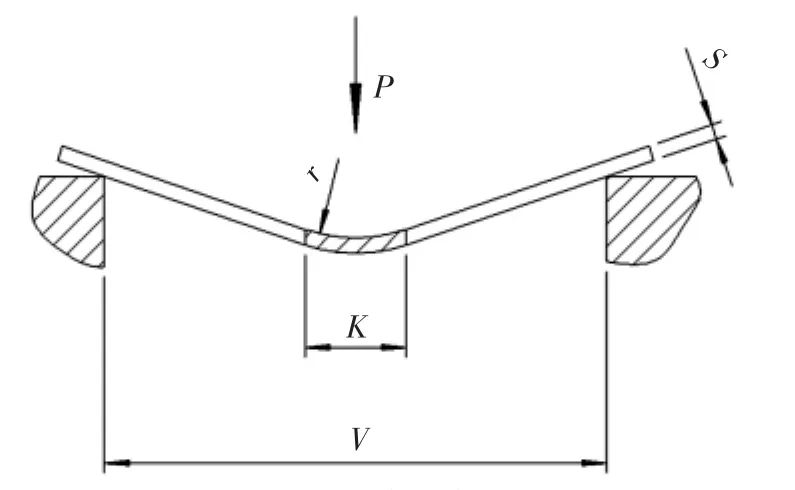
圖2 自由折彎示意圖
由于一般折彎設備有如下約束條件

取V=9S、r=0.16V,且鋼板折彎角度為90°,推導出常用折彎力計算公式為

但本文涉及工件折彎參數(見表2)不滿足式(2)、(3)約束條件要求,因此折彎力的計算應按式(1)代入計算。
1.1.2 折彎方案與折彎力核算
公司現有大型數控折彎機WF67K23-1600/8000,最大公稱折彎力16000kN,工作臺面長度8000mm、寬度610mm。綜合考慮選取下模開口度V=480mm。折彎詳細參數如表2所示。
代入式(1),計算得折彎力

表2 折彎參數表
由于該載荷趨近于折彎設備最大公稱載荷,且受力相對集中,因此綜合考慮公司生產現狀及折彎作業工藝安全性,工藝設計階段調整折彎方案,采用現有的r75折彎刀對該r200折彎圓弧進行搟制。搟制時該段圓弧參照正20邊形、分4次進行擬合,使用折彎樣板比對折彎工件檢查折彎過程尺寸。經計算,該方案所需最大折彎力為8220kN。
1.2 折彎開裂分析與控制
1.2.1 折彎半徑核算
由GB/T 16270-2009規定Q690D在冷彎180°條件下最小彎心直徑為3倍板厚,即折彎半徑r≥1.5t;根據一般經驗,冷彎小于90°時允許的最小折彎半徑約為180°條件下最小折彎半徑的0.8倍,即r≥1.2t。搟制時,其折彎角度為168°,即冷彎角度為12°,則計算折彎半徑有r≥72mm,因此r75折彎刀滿足材料最小彎曲半徑要求。
1.2.2 材料化學成分復驗
鋼板折彎出現裂紋的主要原因之一是材料化學成分中磷、硫含量允差上限超標或不均局部不超標,導致板材塑性和韌性有所下降,折彎時折彎區域內易造成裂紋。因此,應對工件原材料進行成分復驗,檢查原材料中磷、硫等元素含量情況。
1.2.3 坯料板形分析
(1)由于熱軋鋼板的軋制方向性,使得板材的纖維方向有一定的方向性,導致板材橫向與縱向機械性存在差異。根據試驗總結,鋼板橫向塑性和韌性性能低于縱向,因此下料時應盡量考慮安排折彎線沿鋼板橫向。
(2)厚板下料一般使用火焰切割,切割后切割邊會出現硬化層,折彎前應打磨處理,特別是尖角、棱邊需處理圓滑,避免折彎應力集中而產生裂紋。
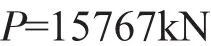
1.3 折彎下模設計
由于該工件折彎半徑較大,需重新設計、投制專用的折彎下模。該下模采用多點支撐、拼焊成形的方案,如圖3所示。單片支撐板采用t80鋼板,共8件,通過與底板和鑲條安裝座焊接成整體;鑲條作為主要作業零件,安裝在內側尖角折彎接觸區,材質6CrW2Si,淬火硬度HRC52~55,以提高抗磨損性能。
圖3 折彎下模
2 結果分析
折彎成形工件如圖4所示。
經驗證,上述工藝方案有效、可行,折彎區域未出現可見裂紋,但折彎后仍存在一些問題:

圖4 折彎成形工件
(1)由于折彎件規格尺寸大、噸位重,且自由折彎下折彎控制手段不多,折彎圓弧搟制精度還有待進一步提高;
(2)由于工件折彎所需折彎力大,折彎結構尺寸有限,導致折彎區內工件分別與折彎刀、折彎下模接觸區局部應力集中,有明顯的壓痕,必要時需在接觸區加裝墊板處理。
3 總結
本文就高強度結構鋼Q690D、規格t60厚板折彎的工藝過程開展了折彎能力與折彎參數核算,最終確定了折彎方案和工藝參數,經驗證可行、有效,實現了高強結構鋼的折彎成形。本文對其進行總結,供大家參考借鑒。
[1]劉 進,等.板料折彎機自由折彎時折彎力計算[J].鍛壓裝備與制造技術,2011,46(3):36-37.
[2]JB/T 5109-2001.金屬板料壓彎工藝設計規范[S].
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
