全自動壓力儀表檢定裝置的研究
2018-02-23 14:35:40李程呂曉東趙丹
中國科技縱橫 2018年24期
李程 呂曉東 趙丹
摘 要:依據《JJG52-2013彈性元件式一般壓力表、壓力真空表和真空表》檢定規程的要求,為確保壓力表測量結果的可靠性、準確性,需要對壓力表進行周期檢定。傳統的檢定方式效率偏低,且諸多人為因素會對測量結果產生影響。而全自動壓力儀表檢定裝置,通過成熟的自動控制技術,使壓力表的檢定達到了精度高、速度快等目標。本文針對該裝置的構建、控壓技術、指針式壓力表圖像識別及非線性補償等相關技術進行了研究。
關鍵詞:壓力檢定;壓力控制;壓力儀表;非線性補償
中圖分類號:TP274.2 文獻標識碼:A 文章編號:1671-2064(2018)24-0046-02
0 引言
當前,在壓力表檢定過程中主要運用的是壓力泵、校驗儀等單獨的設備組合而成的檢定裝置,檢定人員在操作設備方面,要求相對較高,且使用過程中會摻雜人為因素等影響量,影響測量結果。所以全自動壓力儀表檢定裝置的研究是以實現壓力表全自動檢定為目標,搭建與《JJG52 -2013彈性元件式一般壓力表、壓力真空表和真空表檢定規程》高度匹配的自動化儀器。以此提升檢定工作的可靠性、準確性。
1 系統整體設計
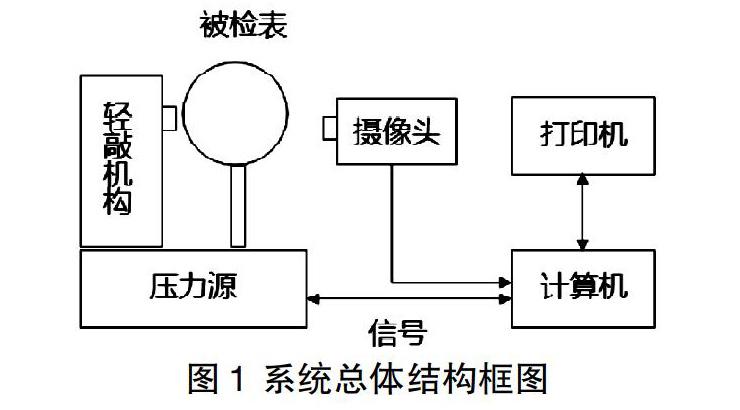
如圖1所示,該檢定裝置主要由五個部分組成,壓力自動發生裝置、標準壓力測量裝置、CCD自動攝像系統,數據采集器、PC機。
1.1 系統工作原理
當“開始檢定”命令發出以后,壓力自動發生裝置中的步進電機驅動連桿,達到預設壓力點,標準壓力測量裝置將其轉換成電信號,傳送給計算機。計算機將信號反饋至CCD自動攝像系統,對壓力表顯示的數值進行拍攝、讀取,隨后電控輕敲系統對被檢表進行輕敲,再次對讀數進行識別,識別后的數據傳輸至數據采集器,與標準壓力值進行對比,得到壓力表的示值誤差。再由計算機軟件對數據進行處理,傳輸至打印機,完成結果的打印工作。
1.2 系統的技術指標及設備選型
目前,使用中的壓力表多數處于0~60MPa量程以內、準確度等級為1.6級以下的一般壓力表。結合規程要求,該裝置的測量范圍為0~60MPa,準確度優于0.05%FS。
本文所述裝置選型:(1)壓力自動發生裝置選擇86BYG 250B型號步進電機;(2)標準壓力測量裝置選擇CDP型號0.05級智能數字壓力模塊(不同量程共8支,本文以0~25MPa模塊為例進行實驗);(3)CCD自動攝像系統選擇TGX13型號工業相機;(4)圖像采集卡選擇MV-VGA200E型號采集卡;(5)數據采集器為PCI信號采集其;(6)軟件部分為多單位聯合完成。
2 標準壓力的控制方法
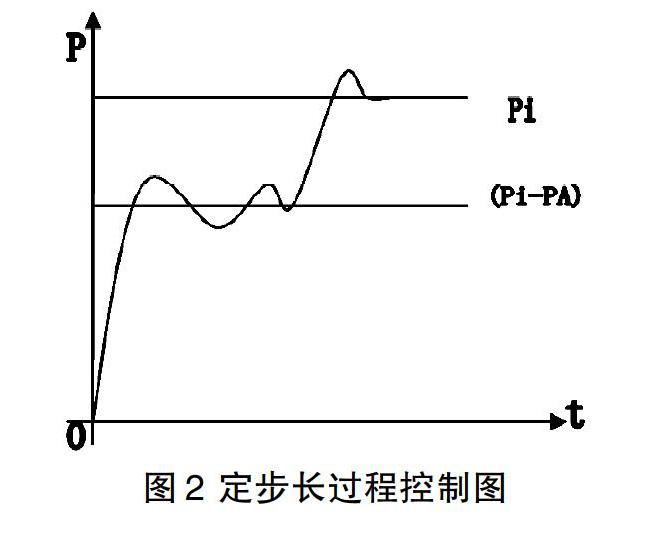
PID控制方法可快速實現到達設定壓力點的響應,具有良好的動態響應特性,但有超調現象存在。模糊控制方法具有較快的響應速度,但越到后期,響應的速度逐漸減慢,且當和設定值極為接近時,運行速度更慢。所以本文應用了結合PID控制方法和模糊控制方法的定步長式標準壓力控制方法。如圖2所示,壓力發生階段從0點開始到(Pi-PA)點,壓力控制方式為PID控制方法,此時可穩定而迅速的對(Pi-PA)點壓力進行控制。壓力上升階段從(Pi-PA)點到Pi點,壓力控制方式為通過輸入固定脈沖控制步進電機驅動連桿,此時響應速度得到顯著提升。壓力穩定階段,壓力控制方式為模糊控制方法,實現壓力無超調的穩定在設定點Pi。綜上所述,利用定步長式壓力控制方法能夠實現標準壓力準確、穩定、快速無超調的控制。
3 指針式壓力表的圖像識別
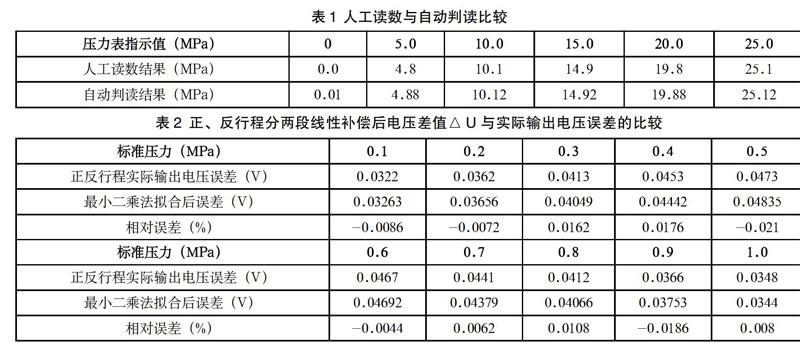
指針式壓力表圖像識別過程如圖3所示,當攝像系統拍攝圖像后,對圖像進行二值化轉換。對其示值進行判讀時,結合圖像處理技術對初始刻度線與指針的夾角、終止刻度線與夾角進行計算。因為表盤的刻度分布極為均勻,因此當量程給定時,可結合上述兩個角的關系,對壓力表示值進行讀取。本文以0~25MPa,1.6級工作壓力表為例,進行實驗操作,所得結果如表1所示。
其允許誤差為±0.4MPa,自動判讀結果最大示值誤差為0.12MPa,符合規程要求。
4 標準壓力傳感器的非線性補償
傳感器的輸出屬于非線性輸出,本文通過分兩段的線性補償方法,以0~1MPa的標準壓力傳感器為例,對其正、反行程輸出電壓進行線性補償,分段位置為0.5MPa壓力處。公式(1)之中,x以及y分別代表壓力以及輸出電壓誤差。
y=-0.0393x+0.0287 (0.1 y=-0.0313x+0.0657 (0.6 由表2所得,分兩段進行線性補償,使誤差處于±0.05%內,符合規程要求。 5 結語 本文對全自動化壓力檢定裝置的技術難點進行了研究。結合《JJG52-2013彈性元件式一般壓力表、壓力真空表和真空表檢定規程》的相關要求,應用了定步長式標準壓力控制方法,實現了穩定、準確、無超調的控壓過程。同時運用圖像處理系統對壓力儀表示值如何實現自動判讀進行了研究,使該裝置更準確、快速的對指針式壓力儀表的示值誤差進行自動讀取。最后對傳感器的輸出進行了非線性補償,通過分兩段線性補償方式,進一步提升了傳感器的準確度,使該裝置實現了壓力表全自動檢定的目標。 參考文獻 [1]金志.全自動壓力標定裝置的性能分析[C].壓力測量技術及儀表學術交流會議.論文集,青島:中國計量出版社,1990:25-26. [2]胡少宏,解則曉.智能壓力計[J].自動化儀表,1994(11):23-25+48-49. [3]伊振基.指針式儀表的自動檢定問題[J].成都科技大學學報,1984(01):109-115. [4]李曉潔,袁琳.指針式壓力表全自動檢定系統的設計與實現[J].西北電力技術,2004(04):23-25+5. [5]余英林.數字圖象處理與模式識別[M].廣州:華南理工大學出版社,1990. [6]雷家勇,達飛鵬,孟廣猛.圖像處理中圓心算法研究[J].計算機與現代化,2005(03):25-26+34. [7]楊公源.機電控制技術及應用[M].北京:電子工業出版社,2005:16-18. [8]李誠人.現代機電控制系統[M].西安:西北工業大學出版社,1999:25-32. [9]夏勇.壓阻式壓力傳感器溫度補償的研究與實現[D].西北工業大學,2006. [10]寧志剛,汪仁煌,唐冬,李貌.基于圖像處理的高精度儀表判讀方法[J].傳感器與微系統,2006(03):32-34+37. [11]JJF1033—2016,計量標準考核規范[S].北京:中國計量出版社,2016. [12]JJG52—2013,彈性元件式一般壓力表、壓力真空表和真空表[S].北京:中國計量出版社,2012.