服裝CAD點放碼法中的放碼點方向問題處理
2018-02-27 11:15:35葉曉露
紡織科技進展 2018年1期
關鍵詞:方向
葉曉露
(溫州職業(yè)技術學院 時尚設計系,浙江 溫州325035)
現今,各種服裝設計制作新技術、新設備的出現極大地推動了社會的進步和服裝行業(yè)的發(fā)展,數字化技術已成為服裝工業(yè)樣板制作的必要工具,也是服裝專業(yè)教學應用中的一大重點。尤其是服裝CAD軟件中放碼系統的應用,具有手工推板不可比擬的優(yōu)越性。應用服裝CAD放碼系統完成并展現最終系列樣板的制作,能夠讓使用者直觀看到放碼的結果,并能方便地對放碼數據進行檢驗[1]。但是,在應用CAD放碼系統的過程中發(fā)現,將最初正確計算的放碼點數值轉換到CAD放碼系統中進行放碼量輸入時,經常出現坐標符號輸入混亂,甚至完全輸反的錯誤現象,給服裝工業(yè)樣板放碼環(huán)節(jié)的進行帶來了很大的不便。
通過分析研究服裝CAD放碼系統中點放碼法計算原理,系統討論服裝工業(yè)樣板放碼點與CAD放碼系統坐標點間的轉換關系,得到準確快速計算服裝工業(yè)樣板放碼點在CAD放碼系統中所對應的坐標變化量的技法并進行應用,從而提高服裝工業(yè)樣板放碼的效率。
1 點放碼法計算原理分析
服裝CAD放碼系統在使用過程中所采用的基本紙樣,一般能夠通過數字化儀輸入到計算機中,或者通過紙樣設計模塊設計得到所需要的紙樣,從而建立起用直線、曲線和點等元素描述的基礎紙樣數字化模型,然后再由計算機程序實現該模型的計算與繪圖[2]。根據操作方法的不一樣,計算機服裝輔助紙樣放碼可以分為碼等分法、點放碼法、切開線放碼法等。其中最為普遍使用且最易理解的方法為點放碼法。
點放碼法的原理為先按照選定的服裝號型,繪制得到某一個基礎號型的服裝樣板圖,即基礎樣板也稱為母板,再以基礎樣板推放出其他號型的服裝樣板圖。基礎樣板是由許多點和線組成,而點放碼一般推的就是基礎樣板中的這些點,它包括了基準點和放碼點[3]。服裝樣板在進行放碼時首先要確定樣板的放碼點,這些放碼點是服裝樣板上唯一能確定樣板形狀及尺寸的充分且必要的點。為了能將同一款式推放出不同號型的服裝樣板圖,需要在基礎樣板的各放碼點上分別給出不同號型的x和y坐標方向的位移量,即放碼量,連接位移得到的點所做出的圖形就構成了該款服裝不同號型的樣板圖[4],如圖1所示。

圖1 女裝原型后片放碼圖
2 放碼點坐標變化量計算
服裝工業(yè)樣板的放碼來自于幾何圖形中的相似變化,但不全是對紙樣進行單純數學上的放大與縮小,然而對于二維坐標系的設置以及坐標點的位移可完全借鑒數學原理來進行理解。放碼量的確定包括放碼數值和方向的確定,基礎樣板在放縮時選取的基準線和基準點不同,樣板中放碼點的放碼數值和方向也將不同。因此,在對樣板進行放碼前首先依據推檔的方便性選取基準線建立二維直角坐標系;再由《服裝號型》系列國家標準或者企業(yè)規(guī)定的檔差和一定的規(guī)則及算法計算得到各放碼點的放碼數值;然后根據放碼點在坐標系中的位置得到放縮的方向從而獲取放碼數值的方向符號。如圖1中女裝原型基礎樣板是160/84 A,G點為該樣板的基準點,B點為放碼點之一,由國家標準5.4檔差系列推算,其上下一碼的對應點放碼量如表1所示。該表放碼量的方向即正負符號的確定便是在CAD放碼系統輸入時極易產生混亂出錯的難點。
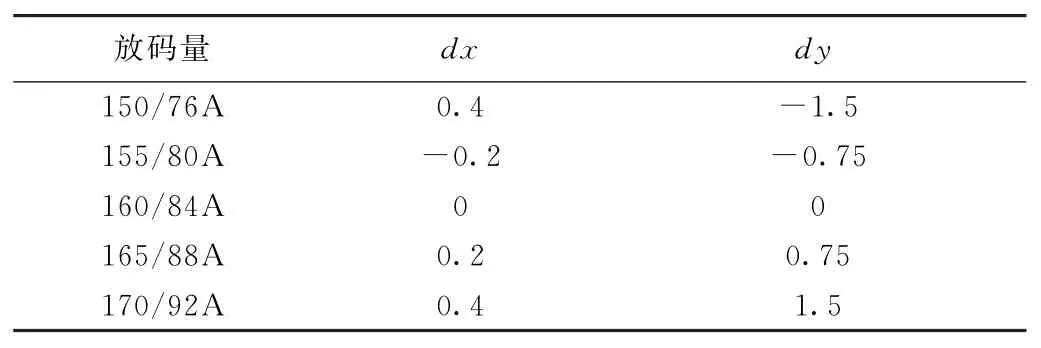
表1 放碼點B的放碼規(guī)則表
為準確得到放碼量的方向,需要將放碼點看作坐標系中的坐標點。現結合服裝工業(yè)樣板放碼特點和坐標系之間的聯系對放碼點與坐標點間的轉化關系進行總結和歸納。仍以女裝原型的放縮為例,將基準線的與樣板的位置關系歸結為兩類,一類是縱橫向基準線相交于樣板內部,基準點在樣板內部,如圖2所示;另一類是縱橫基準向相交于樣板邊緣線上,基準點為放碼點之一,如圖3所示。

圖2 第一類基準線設定
將橫向基準線看作坐標軸的x軸,縱向基準線看作坐標軸的y軸。首先分析第一類情況,如表2所示,圖2中的A點、B點位于坐標系的第一象限;C點位于坐標系的第二象限;D點位于負x軸;E點位于第三象限;F點位于第四象限;G點位于正x軸。若要將該女裝原型樣板進行放大,A、B兩點將要向x和y的正方向移動;C點將向x的負方向,y的正方向移動;D點由于在x軸上,因此僅向x軸的負方向移動,y方向不發(fā)生變化;E點將向x和y的負方向移動;F點將向x的正方向,y的負方向移動;G點僅向x軸的正方向移動,y方向不發(fā)生變化。要將該女裝原型樣板進行縮小時,則放碼點移動的方向與放大的方向正好相反。可見,基準點在樣板內部時,各放碼點的位置均發(fā)生變化。
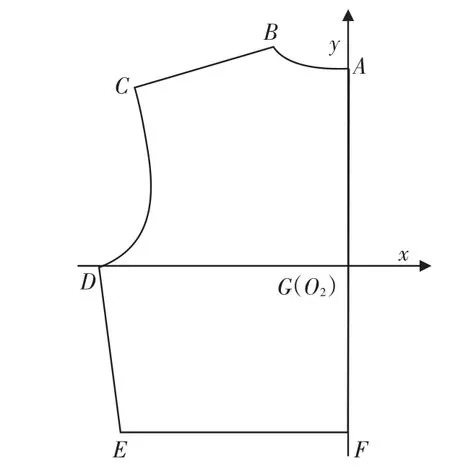
圖3 第二類基準線設定

表2 第一類放碼點移動方向分析表
分析第二類情況,在這種縱橫基準線設置的情況下,女裝原型樣板只位于y軸一側,基準點O2與樣板中的一個放碼點G重合,同樣將各放碼點在放大和縮小時的移動方向進行分析,如表3所示。與第一類情況有所不同的是,出現了在正、負y軸上以及在原點上的放碼點。具體分析幾個點,A點位于正y軸上,樣板放大時,A點將向y軸的正方向移動,x方向不發(fā)生變化;F點位于負y軸上,樣板放大時,F點將向y軸的負方向移動,x方向不發(fā)生變化。同樣,當樣板進行縮小時,放碼點移動的方向正好相反。而G點由于在坐標系的原點,無論放大還是縮小,該點都不產生任何方向的移動。

表3 第二類放碼點移動方向分析表
兩種情況涵蓋了放碼點在坐標系中所處的所有類型的位置,結合兩類情況對坐標系上樣板放碼點放大和縮小的移動方向變化規(guī)律進行總體的概括總結,如表4所示。

表4 CAD放碼系統坐標系上樣板放碼點移動方向變化規(guī)律表
3 放碼點坐標變化量計算技法應用
利用男西褲后片樣板對歸納的放碼點與坐標點轉換技法進行檢驗和應用。該男西褲基準樣板是國家標準5.4系列中的170/74 A號型,樣板縱向基準線為后挺縫線,橫向基準線為橫襠線[5],因此后挺縫線作為坐標軸的y軸,橫襠線作為坐標軸的x軸。將基準樣板各放碼點進行編號,如圖4所示。根據檔差和檔差計算公式首先得到各放碼點放碼數值,然后利用智尊寶紡服裝CAD軟件的推碼系統,對各放碼點的放碼量進行輸入,以得到最后的各尺寸系列樣板。
以A點為例,如表5所示,在進行放碼量輸入時,數值部分已經由之前的運算得到x和y分別為0.15和0.75,A點處于坐標系的第二象限,其放碼量的方向符號則根據表4所歸納的轉換技法迅速得到,在CAD推碼系統中的輸入過程如圖5所示。同理在計算其他放碼點時,將男西褲后片放置在坐標系中,明確各放碼點處于坐標系中的位置,由此根據放大和縮小快速代入相應的符號,各放碼點輸入完畢得到男西褲165/70 A、170/74 A和175/78 A系列樣板,如圖6所示。檢查該系列樣板,大小碼位置關系均準確無誤。
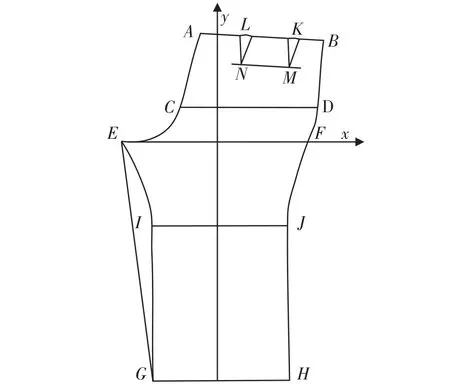
圖4 男西褲樣板

表5 放碼點A的放碼規(guī)則表

圖5 CAD推碼系統輸入過程

圖6 男西褲系列樣板
4 結語
服裝CAD放碼系統中點放碼法的關鍵是處理放碼點的方向問題,解決好放碼點與系統坐標點之間的轉換關系。通過對CAD放碼系統坐標系上樣板放碼點放大和縮小的移動方向變化規(guī)律進行概括總結,得到坐標變化量計算技法,能夠為當前采用點放碼原理的服裝CAD系統在進行放碼量方向計算時提供幫助,在一定程度上提高了工作效率。但是,該種放碼方式需要逐一輸入各放碼點的放碼量,操作上較為麻煩,在未來服裝CAD的發(fā)展中需進一步提高系統軟件操作的簡便性和高效性。
[1] 楊曉霞.“服裝工業(yè)樣板”課程的教學改革實踐[J].紡織服裝教育.2013,28(3):229-231.
[2] 熊曉光.論服裝電腦放碼中幾種新方法[J].今日科苑,2007,(10):59-60.
[3] 章華霞.服裝CAD軟件中紙樣放碼方法的對比分析[J].天津紡織科技,2015,(4):32-33.
[4] 韓 貞.服裝CAD自動放碼技術研究[D].北京:北京服裝學院,2008.
[5] 鄒奉元.服裝工業(yè)樣板制作原理與技巧[M].杭州:浙江大學出版社,2012.
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創(chuàng)作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50