航天復(fù)雜產(chǎn)品智能化裝配技術(shù)應(yīng)用研究
2018-03-09 01:02:13倪陽詠
宇航總體技術(shù) 2018年1期
劉 煒,劉 峰,倪陽詠,白 雪,李 霏
(北京電子工程總體研究所 復(fù)雜產(chǎn)品智能制造系統(tǒng)技術(shù)國家重點(diǎn)實(shí)驗(yàn)室(籌),北京 100854)
0 引言
航天復(fù)雜產(chǎn)品具有品種多、小批量生產(chǎn)及結(jié)構(gòu)復(fù)雜、裝配空間狹小、零件繁多等特點(diǎn),導(dǎo)致其裝配與調(diào)整的工作量很大,通常占制造過程總勞動(dòng)量的50%~80%[1-3]。航天產(chǎn)品普遍采用以手工和經(jīng)驗(yàn)為主的離散化裝配模式,工藝裝備的自動(dòng)化和柔性化程度不高,生產(chǎn)過程管理的信息化和柔性化不夠,容易導(dǎo)致產(chǎn)品裝配的效率不高,裝配的質(zhì)量一致性難以保證,工人勞動(dòng)強(qiáng)度很大,裝配過程柔性化管控和規(guī)模化裝配能力不足等問題,現(xiàn)有生產(chǎn)條件很難滿足當(dāng)前的裝配需求[4]。
航天復(fù)雜產(chǎn)品智能制造是解決上述問題的重要途徑。現(xiàn)階段,美德日等國已經(jīng)將智能制造技術(shù)作為國家戰(zhàn)略,力圖通過構(gòu)建智能化生產(chǎn)系統(tǒng),實(shí)現(xiàn)設(shè)備間的互聯(lián)互通、設(shè)備的自我運(yùn)行控制和系統(tǒng)的自我學(xué)習(xí)等,形成設(shè)備、產(chǎn)品、人和管理協(xié)調(diào)互動(dòng)的新制造模式,提升制造業(yè)核心競爭力,贏得競爭優(yōu)勢。智能裝配技術(shù)及系統(tǒng)已在國外大型航空航天企業(yè)得到廣泛應(yīng)用,極大提高了航空航天裝備的生產(chǎn)質(zhì)量和效率。例如,波音成功建立了具有13個(gè)站位的衛(wèi)星精益脈動(dòng)生產(chǎn)線,整個(gè)生產(chǎn)線按照衛(wèi)星的本體裝配、初始測試、熱-真空測試、最終測試4個(gè)制造過程布置,可同時(shí)容納4顆衛(wèi)星在線生產(chǎn),該裝配生產(chǎn)線具有年產(chǎn)6顆衛(wèi)星的能力,創(chuàng)造了波音歷史上衛(wèi)星生產(chǎn)效率的最高記錄[5]。近年來,智能制造技術(shù)在國內(nèi)航空工業(yè)的企業(yè)也得到局部應(yīng)用,取得了一定的成效。例如,中航工業(yè)西飛建成了飛機(jī)總裝脈動(dòng)式生產(chǎn)線[6];沈陽和成都飛機(jī)制造公司在其最新型號(hào)飛機(jī)的總裝制造中,均建成了融合先進(jìn)數(shù)字化和自動(dòng)化設(shè)備的數(shù)字化總裝生產(chǎn)線,保證了新型號(hào)產(chǎn)品的總裝質(zhì)量,縮短了總裝周期,降低了制造成本[7-8]。而在航天領(lǐng)域的相關(guān)應(yīng)用則未見報(bào)道。
本文依托復(fù)雜產(chǎn)品智能制造系統(tǒng)技術(shù)國家重點(diǎn)實(shí)驗(yàn)室(籌),借助實(shí)驗(yàn)室智能集成裝配生產(chǎn)示范線軟硬件條件,開展航天復(fù)雜產(chǎn)品的智能裝配技術(shù)探究。為滿足航天產(chǎn)品多品種、小批量的生產(chǎn)特點(diǎn),提出一種基于搬運(yùn)機(jī)器人與柔性功能點(diǎn)的智能化裝配生產(chǎn)模式。該生產(chǎn)模式的優(yōu)勢在于:通過硬件設(shè)備的動(dòng)態(tài)重用,在不改變生產(chǎn)線狀態(tài)的前提下可滿足不同產(chǎn)品的裝配需求,降低生產(chǎn)線的硬件成本與建設(shè)周期。在此生產(chǎn)模式下,進(jìn)一步研究了利用多軸工業(yè)機(jī)器人、柔性工裝及末端執(zhí)行器相互配合,實(shí)現(xiàn)空氣舵裝配所需的復(fù)雜裝配路徑,并在裝配過程中利用視覺識(shí)別技術(shù)進(jìn)行裝配補(bǔ)償,保證高精度裝配工藝和結(jié)果確認(rèn),確保裝配質(zhì)量。研究表明,基于機(jī)器人和先進(jìn)傳感器的智能裝配技術(shù)能夠有效提升產(chǎn)品的裝配質(zhì)量,為航天復(fù)雜產(chǎn)品的裝配生產(chǎn)提供了新型解決方案。
1 航天產(chǎn)品智能裝配生產(chǎn)模式
航天產(chǎn)品品種多、批量小,且生產(chǎn)批量變化大,為某一型產(chǎn)品建立專用生產(chǎn)線成本高,周期長,因此要求生產(chǎn)線能夠生產(chǎn)多種不同的產(chǎn)品。本文提出一種基于搬運(yùn)機(jī)器人與柔性功能點(diǎn)組成的裝配生產(chǎn)功能網(wǎng)絡(luò)模式,如圖1所示。柔性功能點(diǎn)由具備特定功能的軟硬件設(shè)備組成,能夠?qū)崿F(xiàn)多種工藝路線的能力。柔性功能點(diǎn)設(shè)計(jì)時(shí)采用模塊化、標(biāo)準(zhǔn)化的設(shè)計(jì)方式,實(shí)現(xiàn)工位即插即用。柔性功能點(diǎn)布置在搬運(yùn)機(jī)器人兩側(cè),搬運(yùn)機(jī)器人沿軌道前后運(yùn)動(dòng),在各柔性功能點(diǎn)間實(shí)現(xiàn)物理流串接。其工作模式如圖1所示。
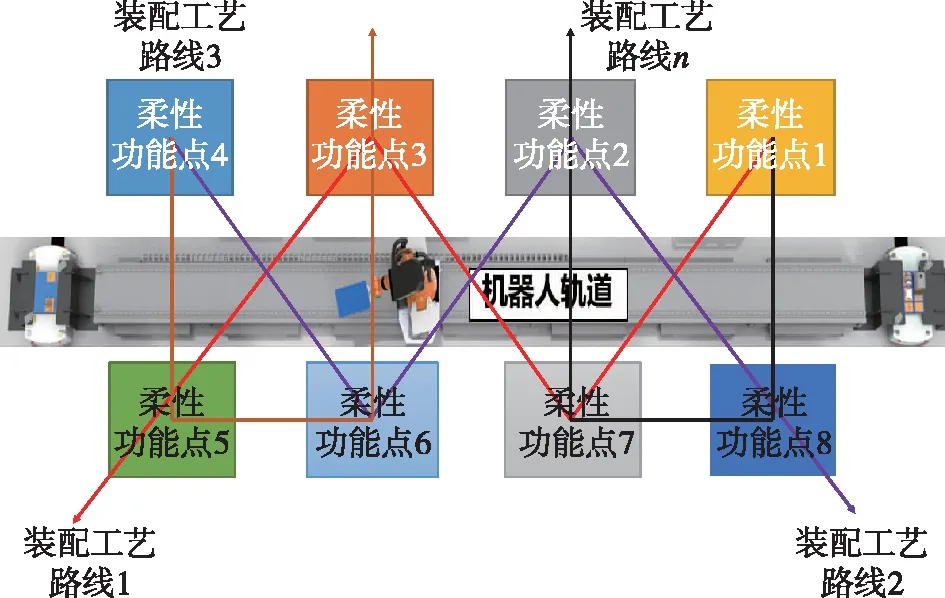
圖1 智能裝配生產(chǎn)模式Fig.1 Production mode of intelligent assembly
裝配生產(chǎn)功能網(wǎng)絡(luò)有兩種配置方式,可根據(jù)實(shí)際應(yīng)用需求進(jìn)行選擇。第一種配置方式為:搬運(yùn)機(jī)器人軌道兩側(cè)布置不同類型的柔性功能點(diǎn),形成綜合功能網(wǎng)絡(luò),具備綜合工藝能力,在一個(gè)網(wǎng)絡(luò)內(nèi)完成主要裝配生產(chǎn)內(nèi)容,如圖2所示。在此基礎(chǔ)上,利用多個(gè)綜合功能網(wǎng)組成生產(chǎn)系統(tǒng),功能網(wǎng)絡(luò)間相對獨(dú)立。第二種配置方式為:在搬運(yùn)機(jī)器人軌道兩側(cè)布置同一類柔性的功能點(diǎn),組成專一功能網(wǎng)絡(luò),負(fù)責(zé)完成一類裝配工藝,如圖3所示。利用多個(gè)不同的專一功能網(wǎng)絡(luò)形成生產(chǎn)系統(tǒng),功能網(wǎng)絡(luò)間相互協(xié)作。

圖2 綜合功能網(wǎng)絡(luò)Fig.2 Integrated functional network
為實(shí)現(xiàn)典型航天產(chǎn)品的智能化裝配過程,在復(fù)雜產(chǎn)品智能制造系統(tǒng)技術(shù)國家重點(diǎn)實(shí)驗(yàn)室(籌)內(nèi)建設(shè)了一個(gè)綜合功能網(wǎng)絡(luò)生產(chǎn)示范單元,其組成如圖4所示。該生產(chǎn)示范單元內(nèi),布置了智能裝配中心、人機(jī)協(xié)作裝配中心、電性能檢測中心、尺寸精度檢測中心、在線模態(tài)檢測中心、線邊倉和噴碼機(jī)等設(shè)備,現(xiàn)已實(shí)現(xiàn)多種產(chǎn)品的混流、柔性生產(chǎn)。

圖4 實(shí)驗(yàn)室的綜合功能網(wǎng)絡(luò)生產(chǎn)示范單元布局圖Fig.4 Layout of production demonstration unit with integrated functional network in the lab
2 空氣舵智能裝配技術(shù)研究
針對空氣舵這種典型航天復(fù)雜產(chǎn)品,開展基于多軸工業(yè)機(jī)器人、柔性工裝、末端執(zhí)行器及視覺相機(jī)的智能裝配技術(shù)研究,驗(yàn)證了相關(guān)技術(shù)的可行性。
2.1 裝配工藝規(guī)劃
空氣舵共由9個(gè)零件組成,主要為結(jié)構(gòu)件,如圖5所示。考慮到現(xiàn)有機(jī)器人及傳感器技術(shù),在智能裝配中心上實(shí)施完成空氣舵的全部裝配工作。為保證空氣舵能夠順利裝配,利用軟件進(jìn)行虛擬裝配工藝仿真,進(jìn)行抓取姿態(tài)設(shè)定、裝配路徑規(guī)劃以及機(jī)器人可達(dá)性分析,如圖6所示。
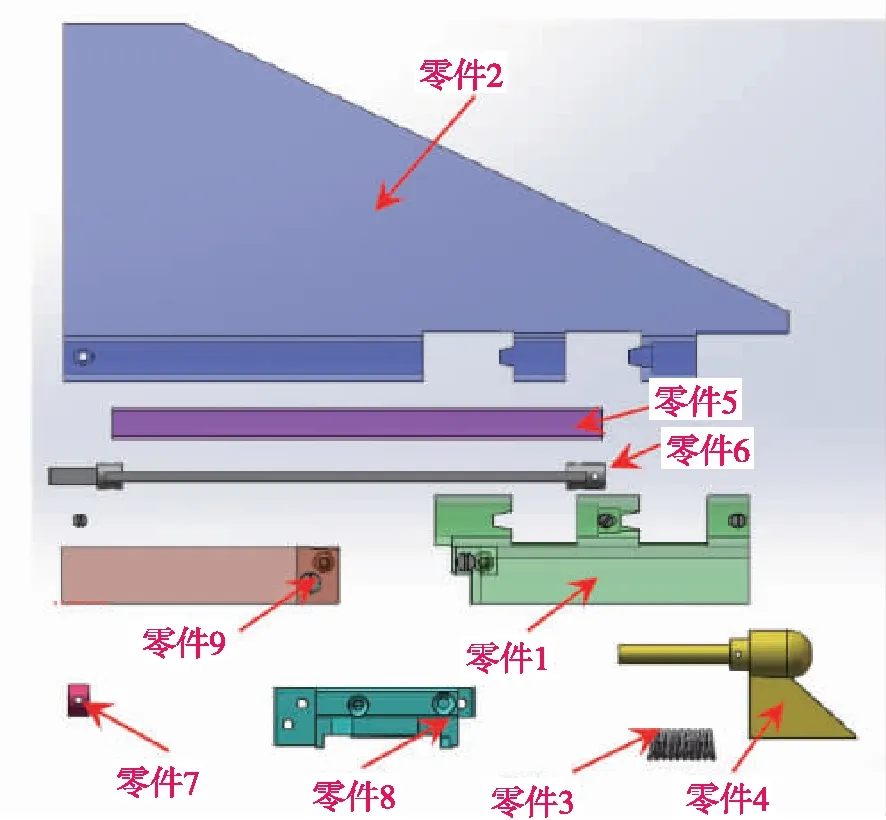
圖5 空氣舵產(chǎn)品結(jié)構(gòu)組成Fig.5 Constitute of air ruder
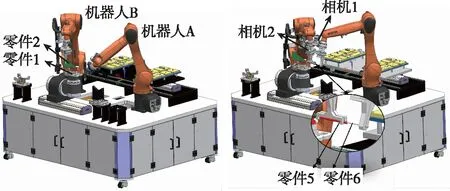
圖6 零件裝配工藝仿真(零件1、2、5和6裝配仿真場景)Fig.6 Simulation of assembly process for part 1,2,5,6
通過仿真得出空氣舵裝配工藝如下:
(1)零件1和零件2裝配
機(jī)器人A抓取零件1放置到柔性工裝上固定;機(jī)器人A使用相機(jī)1對零件1的孔進(jìn)行視覺定位,機(jī)器人B抓取零件2至下視覺處進(jìn)行孔視覺定位;機(jī)器人B抓取零件2移動(dòng)運(yùn)動(dòng)路徑上從上往下,再往右,完成零件1和零件2的裝配。
(2)零件5和零件6裝配
利用機(jī)器人A上相機(jī)1對零件2軸孔進(jìn)行拍攝(獲取中心點(diǎn)位置信息),利用機(jī)器人A抓取零件5,并利用機(jī)器人B上相機(jī)2對零件5端面拍照,然后將零件5插入零件2中的孔中。采用類似的方式安裝零件6。
(3)零件7裝配
利用機(jī)器人A抓取零件7,利用相機(jī)2獲取零件的中心位置和方槽角度,然后將其插入零件5軸孔中,并與零件6上方形凸臺(tái)套合,機(jī)器人A將零件7旋轉(zhuǎn)一定角度之后由機(jī)器人B安裝固定螺釘,記錄并反饋力矩。
(4)零件3和零件4裝配
機(jī)器人A和機(jī)器人B分別抓取零件3(彈簧)和零件4進(jìn)行裝配,形成組件5。安裝零件3時(shí),零件4圓軸端朝上,防止零件3脫落。機(jī)器人B完成組件5裝配后,將組件5從左側(cè)面插入零件1,并壓縮彈簧至預(yù)定值。機(jī)器人A使用自動(dòng)鎖螺釘工裝,對組件5進(jìn)行固定,并施加擰緊力矩。
(5)零件8和零件9裝配
機(jī)器人A抓取零件8和零件2進(jìn)行裝配,機(jī)器人B使用自動(dòng)鎖螺釘工裝,進(jìn)行固定,并施加擰緊力矩。機(jī)器人A抓取零件9和零件8進(jìn)行裝配,機(jī)器人B使用自動(dòng)鎖螺釘工裝進(jìn)行固定,并施加擰緊力矩。
2.2 基于圖像識(shí)別處理的裝配精度補(bǔ)償技術(shù)
空氣舵裝配過程中,依靠機(jī)器人的重復(fù)定位精度能夠?qū)崿F(xiàn)大部分裝配工序,然而對于長軸精密裝配,例如零件5裝入零件2中,只依靠機(jī)器人重復(fù)定位精度則無法實(shí)現(xiàn)。因此需要引入基于高分辨率視覺系統(tǒng)的圖像識(shí)別處理技術(shù)進(jìn)行裝配精度補(bǔ)償,以擴(kuò)展機(jī)器人的使用性能和應(yīng)用范圍,使機(jī)器人在完成指定任務(wù)的過程中,具有更大的適應(yīng)性。
高分辨率視覺系統(tǒng)(包括百萬級(jí)像素相機(jī)及光源)安裝在機(jī)器人手臂上,如圖7所示。工作過程中,機(jī)器人手臂帶動(dòng)視覺系統(tǒng)至指定位置進(jìn)行拍照,對圖像進(jìn)行識(shí)別和處理后得出目標(biāo)位置信息,例如軸中心位置,根據(jù)該信息計(jì)算位置偏移量,進(jìn)行機(jī)器人末端執(zhí)行器位置微調(diào),引導(dǎo)機(jī)器人完成裝配動(dòng)作,如圖7所示。視覺系統(tǒng)的引入提高了裝配操作的智能化、柔性化程度,并且系統(tǒng)構(gòu)成簡單,開發(fā)成本低,具有很好的應(yīng)用前景。
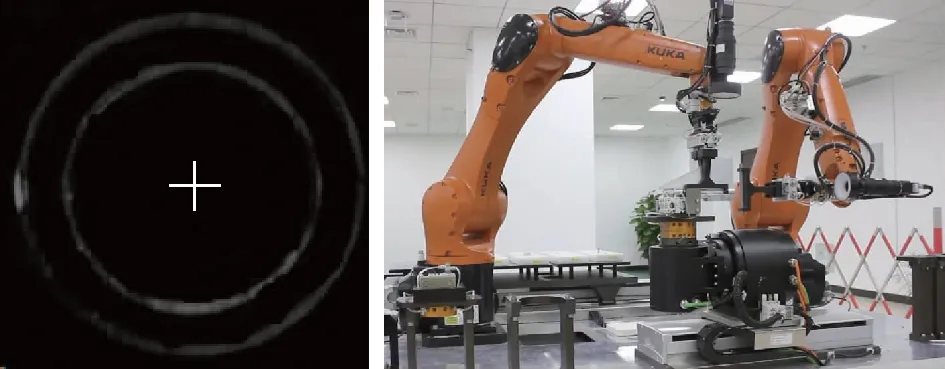
(a)位置信息獲取 (b)機(jī)器人位姿微調(diào) 圖7 基于圖像識(shí)別處理的裝配精度補(bǔ)償過程Fig.7 Process of assembling precision compensation based on image recognition processing
除用作裝配精度補(bǔ)償外,還可利用視覺系統(tǒng)對關(guān)鍵裝配環(huán)節(jié)進(jìn)行裝配結(jié)果確認(rèn),保證零件裝配效果,提升產(chǎn)品裝配質(zhì)量。例如,對螺釘安裝進(jìn)行拍照識(shí)別確認(rèn),避免漏裝;對零件配合面進(jìn)行拍照確認(rèn),避免裝配不到位。裝配確認(rèn)結(jié)果可通過生產(chǎn)線現(xiàn)場管理系統(tǒng)進(jìn)行上傳,與產(chǎn)品編碼綁定,用作產(chǎn)品全生命周期質(zhì)量追溯。
3 結(jié)論
針對航天復(fù)雜產(chǎn)品多品種、小批量的特點(diǎn),本文提出了一種由搬運(yùn)機(jī)器人與柔性功能點(diǎn)組成的智能化裝配生產(chǎn)模式,即通過柔性功能集成技術(shù)實(shí)現(xiàn)設(shè)備動(dòng)態(tài)重用,并能夠?qū)崿F(xiàn)裝配工藝柔性。在空氣舵裝配中,通過工業(yè)機(jī)器人、柔性工裝及末端執(zhí)行器協(xié)作完成空氣舵裝配所需的復(fù)雜裝配路徑,并針對關(guān)鍵裝配環(huán)節(jié)利用視覺識(shí)別技術(shù)進(jìn)行精度補(bǔ)償,提升產(chǎn)品的裝配效率與設(shè)備靈活度。本文描述的生產(chǎn)模式和相關(guān)技術(shù)為航天復(fù)雜產(chǎn)品智能裝配生產(chǎn)提供了可行的解決方案。
[1] 黃鳴, 薛善良, 馬繼紅, 等. 航天產(chǎn)品精益裝配平臺(tái)集成技術(shù)研究[J]. 中國制造業(yè)信息化, 2012 ,41(17): 12-16.
[2] 端存真, 薛善良, 李建平, 等. 航天產(chǎn)品準(zhǔn)時(shí)裝配管理技術(shù)研究[J]. 中國制造業(yè)信息化, 2012 (17): 1-4.
[3] 高文俊,王海龍,王冰冰,等. 航天產(chǎn)品制造過程質(zhì)量管理系統(tǒng)的研究[J]. 航天制造技術(shù),2007(5):43-47.
[4] 張建浩. 制造技術(shù)是發(fā)展航天產(chǎn)品的基礎(chǔ)[J]. 航天制造技術(shù),2002(3):36-37.
[5] 李金龍, 杜寶瑞, 王碧玲, 等. 脈動(dòng)裝配生產(chǎn)線的應(yīng)用與發(fā)展[J]. 航空制造技術(shù), 2013 (17): 58-60.
[6] 萇書梅,楊根軍,陳軍. 飛機(jī)總裝脈動(dòng)生產(chǎn)線智能制造技術(shù)研究與應(yīng)用[J]. 航空制造技術(shù),2016(16):41-47.
[7] 郭佳. 輕型運(yùn)動(dòng)飛機(jī)生產(chǎn)線構(gòu)建及關(guān)鍵技術(shù)研究[J]. 航空制造技術(shù),2016(16):63-68.
[8] 王青,溫李慶,李江雄,等. 基于Petri網(wǎng)的飛機(jī)總裝配生產(chǎn)線建模及優(yōu)化方法[J] .浙江大學(xué)學(xué)報(bào)(工學(xué)版),2015,49(7):1224-1231.
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
Coco薇(2015年1期)2015-08-13 02:23:50
機(jī)械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
玩具(2009年10期)2009-11-04 02:33:14