三坐標測量在零件安裝波動中的應(yīng)用
2018-03-20 01:44:09葉領(lǐng)升陳細勇呂寧
汽車實用技術(shù) 2018年5期
葉領(lǐng)升,陳細勇,呂寧
(廣汽本田汽車有限公司技術(shù)部 產(chǎn)品技術(shù)科,廣東 廣州 510700)
引言
隨著汽車制造業(yè)的蓬勃發(fā)展,消費者對汽車要求日益提高,外觀配合的好壞直接影響消費者的第一印象,為了不斷提高車身外觀品質(zhì),滿足顧客需求,便攜式關(guān)節(jié)臂三坐標測量機憑借其靈活應(yīng)用的特點及不俗的精度,在行業(yè)中的應(yīng)用越來越普及。本文將結(jié)合便攜式三坐標測量機在整車測量使用“蛙跳”點坐標轉(zhuǎn)移的理論分析,對“蛙跳”點的功能進行研究并優(yōu)化,擴大便攜式關(guān)節(jié)臂三坐標測量機在整車檢證中的應(yīng)用,達到優(yōu)化整車檢證的目的。
1 整車坐標系的建立
整車坐標系是整車上每個構(gòu)成零件唯一坐標系,如圖1:

圖1 整車坐標系示意圖
由于零件均在整車坐標系下,確認實物零件精度是否在設(shè)計公差內(nèi)時,可以以三坐標在整車坐標系下對該零件進行尺寸測量。
三坐標測量機自身有坐標系,三坐標測頭在每個位置所測量的坐標值均以初始坐標原點為坐標系,通過運算計算出側(cè)頭位置。如圖2:

圖2 三坐標測量機坐標系示意圖
由于整車坐標系與三坐標測量機坐標系為不同坐標系,在進行零件測量時就必須先建立統(tǒng)一坐標系,可理解為整車坐標系與三坐標測量機坐標系合并。如圖 3,三坐標測量機的坐標系(X’,Y’,Z’)重合至整車坐標(X,Y,Z)。
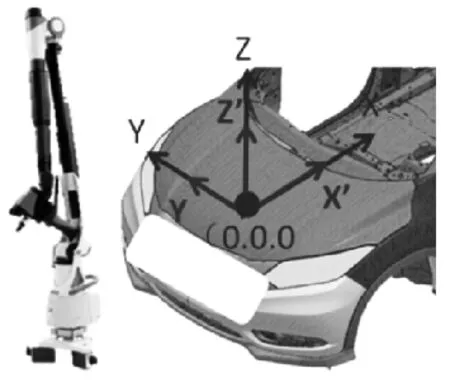
圖3 整車坐標系建立后示意圖
三坐標坐標系與零件坐標系重合[1],測頭測量的位置就是在整車坐標系下相對應(yīng)的數(shù)據(jù),利用測量的數(shù)據(jù)與零件的設(shè)計值進行對比,即可計算出零件實際狀態(tài)與理論狀態(tài)下的偏差。
2 “蛙跳”的原理
由于便攜式三坐標測量機本身存在測量行程的限制,而整車空間尺寸一般較大,便攜式三坐標測量機難以在同一坐標下將較大的范圍一次測量完畢(如整個前圍的所有配合零件)。使用“蛙跳”的方式可以,即在移動三坐標測量機的情況下也能保證在同一坐標系下完成測量。
下面講解“蛙跳”的原理。“蛙跳”的原理如圖4所示:
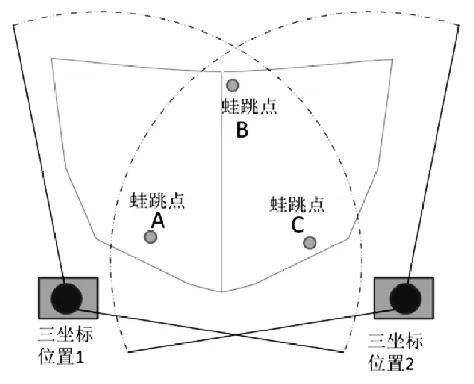
圖4 “蛙跳”點坐標轉(zhuǎn)移示意圖
三坐標測量機在位置1時,三坐標測量機測量整車基準點并建立坐標系,測量三個蛙跳球A、B、C的坐標值a、b、c。并測量該部位需測量的要素;移動三坐標至位置2,保證在該位置下能測到相同的三個蛙跳點),在位置2處以三個蛙跳點(a,b,c作為坐標點)建立坐標系②,測量①坐標系下未能測量的要素;通過蛙跳點能將①②所測量的要素整合至同一坐標系下,實現(xiàn)較大范圍的零件在同一整車坐標系下進行測量分析。
常用“蛙跳”點分球頭“蛙跳”點與凹槽“蛙跳”點實物圖5:
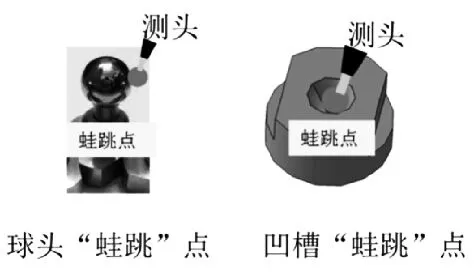
圖5 “蛙跳”點示意圖
球頭“蛙跳”點:精度高,常用于精度需求非常高的場合,如三坐標測量機的自身精度點檢等。由于體型較大,價格昂貴,一般檢證較少使用。
凹槽“蛙跳”點:精度相對于球頭“蛙跳”點稍差,但能滿足對于整車或零件測量精度測量用,優(yōu)點是價格低廉,體積小,便于一般測量使用。
從上述對“蛙跳”的理論分析得知,通過合理的布置蛙跳點,實施有效的坐標轉(zhuǎn)移,可達到在同一坐標系下延伸三坐標測量機的測量范圍,提高三坐標測量機在整車檢證中的應(yīng)用。
3 “蛙跳”功能在零件安裝波動中的檢證作用
3.1 “蛙跳”零件安裝波動檢證的理論分析

圖6 使用間隙尺、段差計測量
零件在完成車上的精度不僅僅受零件本身精度的影響,同時受到安裝本體定位/安裝孔的精度、對手件配合位置的精度、安裝手法精度波動等影響。對于零件本身精度可通過零件檢具進行確認,安裝本體的定位/安裝孔及配合位置的精度可通過三坐標精度測量確認。而零件安裝波動,如尾燈安裝后外部周邊的配合位置精度的波動,由于外形通常為曲面,使用三坐標測量機一般的掃描外觀面難以判斷具體的偏移方向。過往做法是使用測量工具(如:段差計、間隙尺等),在每次安裝后測量標定點的數(shù)值。重復(fù)安裝一定次數(shù)后對比每次安裝后的測量數(shù)據(jù),由此得出安裝波動的精度波動量。如圖6。
上述方式人工測量偏差較大,錄入數(shù)據(jù)量大,容易出錯。
通過對“蛙跳”點坐標轉(zhuǎn)移的理論分析,“蛙跳”點理論上在檢證零件安裝波動是可行的,如使用三坐標測量機實現(xiàn)零件安裝波動檢證,那么就可以降低人工測量偏差及錄入數(shù)據(jù)容易出錯的問題。下面對“蛙跳”點在零件安裝中的波動檢證的原理及應(yīng)用進行說明。
“蛙跳”在零件安裝中的波動原理如圖 7。在零件上布置“蛙跳”點1~6(“蛙跳”點的布置于零件檢證相關(guān))。因“蛙跳”點固定在零件本體,即零件在非內(nèi)部變形狀態(tài)下,“蛙跳”點相對于零件本體位置是固定不變的(例:“蛙跳”點1相對零件位置(a,b),與零件整體位置偏移后“蛙跳”點 1’相對零件本體位置(a’,b’)是相同的)。憑借“蛙跳”點在零件中相對位置固定不變,可以測量零件在每次安裝中(一般零件的安裝不會導(dǎo)致零件本次精度的變化)“蛙跳”點的尺寸,通過測量軟件換算即可得出兩次安裝中的(X,Y,Z)的精確變化量。

圖7 “蛙跳”點在零件安裝波動中的原理圖
1~6點變化量:(X- X’,Y- Y’,Z- Z’),而空間變化量(安裝1與安裝2每點的空間最緊距離)測量軟件也可以顯示。
3.2 “蛙跳”在零件安裝波動檢證中的應(yīng)用
零件安裝波動檢證流程如下流程圖:

圖8 流程圖
以尾燈安裝為例,說明使用三坐標測量完成波動量數(shù)據(jù)檢證:
(1)按安裝零件的屬性,安裝波動可準備焊裝的白車身、涂裝后的白車身或完成車。
(2)為方便每次零件安裝后坐標建立的便利性,將“蛙跳”點布置與被測零件的周邊,在初次建立整車坐標后通過“蛙跳”點的坐標轉(zhuǎn)移,免除每次零件安裝后都重復(fù)進行整車坐標的建立(整車坐標取坐標建立點范圍較大,測量難度較大)。如圖9:
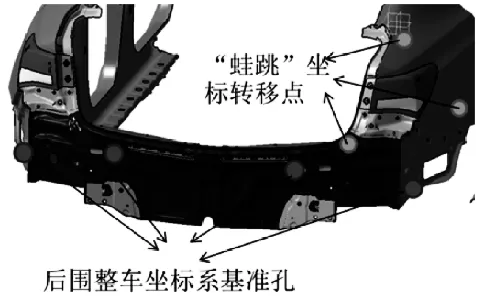
圖9 坐標點示意圖
(3)在尾燈周邊布置“蛙跳”點(布置點反映尾燈周邊配合重要位置),如圖10:

圖10 “蛙跳”測量點示意圖
(4)確保車身與三坐標固定穩(wěn)固,兩者相對位置不變。如圖11:

圖11 車身與三坐標放置示意圖
(5)以后圍整車坐標系基準孔建立坐標,然后點測“蛙跳”坐標轉(zhuǎn)移點,并將“蛙跳”坐標轉(zhuǎn)移點的測量值設(shè)置成名義值,作為下次測量的整車坐標系的坐標基準孔。如圖12:
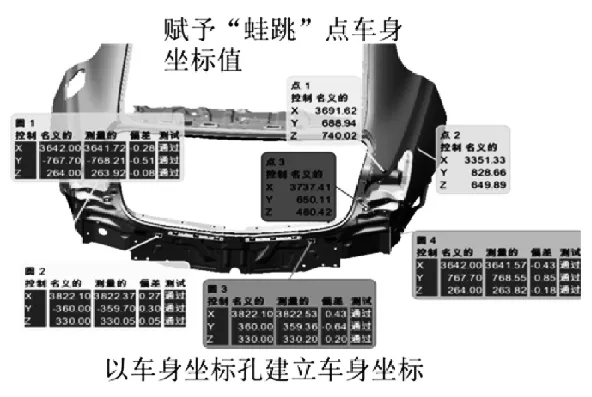
圖12 整車坐標系建立示意圖
(6)測量尾燈周邊的“蛙跳”測量點,并將測量值設(shè)定為名義值,該測量文檔作為后續(xù)安裝的基準。如圖13:

圖13 “蛙跳”測量點處理示意圖
(7)尾燈拆解后,重復(fù)安裝尾燈。以步驟6)建立的基準文檔中的“蛙跳”點基準坐標建立整車坐標系,然后以尾燈上的“蛙跳”點的名義值基準定義測量值,測量本次尾燈安裝后的數(shù)值。測量軟件通過運算,直接顯示次安裝與第一次安裝的變化量。如圖14

圖14 零件波動測量結(jié)果圖
重復(fù)多次安裝尾燈,并以步驟 7)測量每次安裝后的數(shù)值與第一次安裝的數(shù)值對比。
(8)將多次安裝波動的數(shù)值導(dǎo)出,生成變化量圖表 X方向變化量:
X方向變化量:
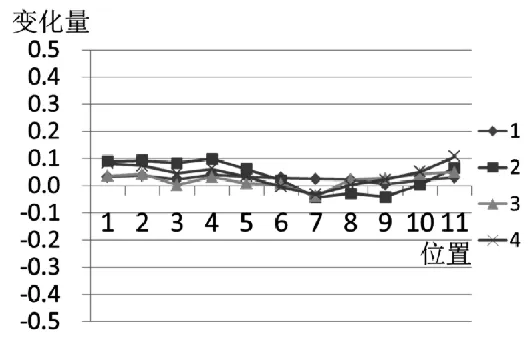
Y方向變化量:

Z方向變化量:
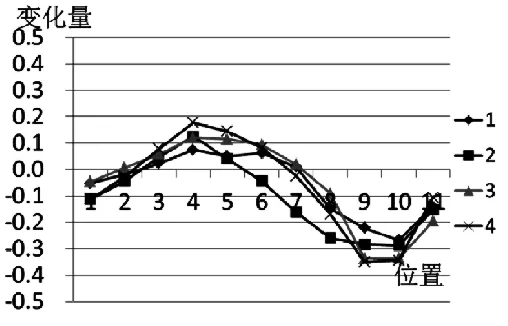
圖15 零件安裝波動量數(shù)據(jù)分析圖表
從變化量圖標數(shù)據(jù)能直觀看出,(X,Y,Z)方向尾燈安裝波動量處于較好的水準,波動量MAX為Z方向的第9,10點,在0.4mm以內(nèi),可判斷該車型尾燈安裝穩(wěn)定性滿足設(shè)計要求。同時數(shù)據(jù)也能體現(xiàn)出尾燈安裝后波動的趨勢,針對每個波動點的趨勢,可使零件或?qū)?yīng)的車身往有利方向配合改修,使外觀配合跟接近規(guī)格中值,往高品質(zhì)目標靠近。
4 小結(jié)
本文應(yīng)用便攜式三坐標測量機的測量特性,通過理論分析“蛙跳”點坐標轉(zhuǎn)移的使用特性,并通過展開應(yīng)用,將“蛙跳”點從坐標轉(zhuǎn)移的單一功能延伸至測量零件的波動量的檢證中。本文僅以尾燈安裝波動為例子說明,“蛙跳”點測量零件的變化量同時可適用于“發(fā)罩/尾蓋安裝穩(wěn)定性”,“尾蓋/發(fā)罩受力檢證”,“前杠下沉量檢證”等相關(guān)的安裝波動或受力變形檢證中。對比傳統(tǒng)的使用間隙尺/段差計等人手逐以測量,“蛙跳”點測量能體現(xiàn)(X,Y,Z)三方向精準的測量。“蛙跳”點測量在完成車檢證中將會越來越普及。
[1] 李明,費麗娜.幾何坐標測量應(yīng)用技術(shù)及應(yīng)用.2012年11月出版.
猜你喜歡
《學(xué)習(xí)方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數(shù)學(xué)小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
中國共青團(2015年7期)2015-12-17 01:24:38
中學(xué)生數(shù)理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44