T形連接件成形工藝的數值模擬
2018-03-21 07:38:31秦威張科張來星張體學山東神力索具有限公司
鍛造與沖壓 2018年5期
關鍵詞:工藝
文/秦威,張科,張來星,張體學·山東神力索具有限公司
T形連接件是鐵路接觸網中廣泛應用的產品,但在鍛造生產過程中,由于此T形連接件截面面積突然變大,采用空氣錘自由鍛預鍛制坯需要拔長坯料長度的80%,而剩余的長度火鉗難以夾持。因此改進預鍛工藝,對坯料先進行軸向鐓粗,然后再通過二次預鍛和精鍛最終得到鍛件成品,并借助于金屬塑性成形模擬軟件Deform進行鍛造過程數值模擬,然后進行小批量生產以驗證模擬結果,研究此種成形工藝的可行性。采用合理的鐓粗徑長比將圓柱坯料軸向鐓粗可以獲得較為理想的二次預鍛制坯形狀;二次預鍛工序合理的增大模膛內凸圓角,可以讓預鍛坯料盡可能地水平置于精鍛模膛內,避免零件歪頭產生折疊和缺料。確定前期產品成形模具設計的可靠性,確保產品安全可靠,以達到縮短研發設計周期、節約研發成本的目的。
零件幾何尺寸及成形工藝
本文選取山東神力索具有限公司SLR-716規格T形連接件作為本次研究的對象,產品零件如圖1所示。此件基本形狀一端是40mm×30mm×10.3mm的板狀體,另一端是φ44.8mm×8mm和φ25mm×8mm的兩個圓餅形臺階。在現有工藝中,材料直徑大、長度短,需要下料后工人手持夾鉗自由鍛拔長,再將坯料放入模具中進行鍛造,由于可加持部位長度僅為16mm,難以操作,且拔長前后的理想階梯軸的兩個直徑比值較大,所以提出將自由鍛拔長改為模鍛鐓粗的方案。由于產品一端為平板形狀,且中間有凹窩,鐓粗后為圓錐形的坯料再經二次預鍛(壓扁),以便更好的精鍛成形。所以,最終確定的成形工藝為:軸向鐓粗→二次預鍛(壓扁)→精鍛成形。
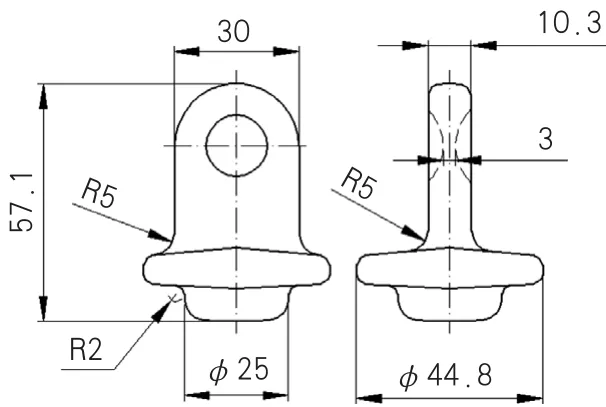
圖1 產品零件圖
成形工藝的模具設計
根據零件形狀和工藝,零件的材料利用率應在80%以上,在三維建模軟件中建立產品模型后得到體積VC=26162mm3,質量為0.205kg,除以利用率得到所需坯料體積VM=32702.5mm3,質量為0.256kg。
軸向鐓粗型腔設計和坯料尺寸確定
由于平板部分的形狀為軸向鐓粗后二次預鍛(壓扁)而來,所以坯料的直徑選擇應接近于軸向鐓粗中模腔的直徑,平板部分截面面積為S1=30×10.3=309mm2,加上估算的飛邊面積20mm(飛邊寬)×2mm(飛邊厚)×2(兩側均有飛邊)=80mm2,平板面積共389mm2,則前一工序的鐓粗中圓截面面積與之相等或稍大均可。389mm2圓截面面積的半徑為11.13mm,按照直徑22mm取值計算坯料為φ22mm×86mm,此鐓粗徑長比為1∶3.91,不利于鐓粗,因此改用加大坯料直徑,選直徑24mm坯料,尺寸取φ24mm×72mm,經計算鐓粗徑長比為1∶3,利于鐓粗,可以接受。
為了能更精確計算出鐓粗型腔下模的形狀,我們在三維圖中將零件分為兩部分計算。零件平板部分的體積可直接測出占產品總體積的40.8%,那么所需的成形體積為V1=VM×0.408=13343mm3。由以上直徑和體積可以設計出鐓粗下模的形狀,直徑為24mm、拔模角為5°、深度為25.5mm的凹窩,如圖2所示(圖2使用反向布爾運算方便讀者觀察形狀)。
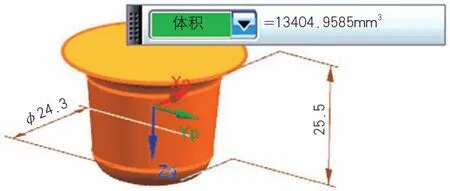
圖2 鐓粗型腔下模示意圖
大圓餅部分需要的體積為V2=VM-V1=19359.5 mm3,按照下一工步為軸向鐓粗的理念,大頭鐓粗成形后的圓餅直徑應大于44.8mm。當直徑為44.8mm時,厚度為12.13mm,為使直徑大于45mm,應取厚度小于12.13mm,取整數數值11mm,鐓粗的直徑為47.35mm。考慮到鐓粗工序不可以有飛邊,且非封閉鍛造,所以上模凹窩直徑設計應大于47.35mm,因此直徑取55mm、深度取11mm,至此軸向鐓粗型腔確定。
二次預鍛(壓扁)型腔設計
二次預鍛(壓扁)型腔和精鍛成形型腔相近,為便于終鍛成形和利于出模,二次預鍛型腔在設計中去掉平板部分的圓臺,增加模具上凸圓角半徑。坯料在二次預鍛制坯后,要確保放入精鍛腔時的姿態不可以歪頭傾斜,否則精鍛成形時,上模會削去坯料高點的材料,造成缺材。經過計算與Adams軟件模擬,在二次預鍛型腔中,把產品原R2處弧的型腔,設計做成R3.5,這樣可以確保二次預鍛的料放到精鍛腔中保持水平,歪頭和水平效果如圖3和圖4所示。
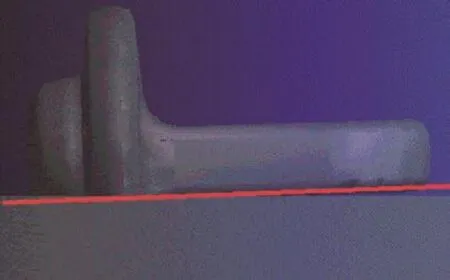
圖3 調整前的效果

圖4 調整后的效果
精鍛成形型腔
精鍛腔與最終產品(圖1)一致,產品模布局如圖5所示(左側為上模,右側為下模),效果圖中下部分圓形凹窩為鐓粗腔,三個并列型腔的中間為二次預鍛(壓扁)腔,兩邊均為精鍛腔,這樣設計的好處,可以將鍛造模具的使用壽命提高1.5倍以上。
成形工藝數值模擬
軸向鐓粗成形
(1)軸向鐓粗參數設置。在Deform模擬系統中,由于Deform軟件不能直接讀取三維軟件的格式,需要將三維軟件中的模具及坯料導出至中間格式方可以被Deform讀取。軸向鐓粗和后面的二次預鍛(壓扁)以及精鍛成形前處理設置均使用Deform-2D/3D preprocessor模式,此模式對模擬參數設置順序有較大的自由度,并能靈活修改,單位為IS,設置模擬文件名稱和保存路徑后自動啟動前處理模塊。
設置外界環境20℃,導入上下模具后均設為剛體,導入坯料后設置為塑性體,坯料溫度為1150℃,坯料材料為steel里面接近合金鋼,金屬再結晶溫度為850~1200℃的AISI-8620材料。由于三維造型軟件中的尺寸數據均可以測量,上下模具和工件的位置均使用參數化移動,并在定位中采用“落下”的方式。設置單個步數為0.2mm,當上下模具間隙為零時停止模擬。同時設置對象間關系后檢查并生成BD檔案文件。
(2)軸向鐓粗坯料網格劃分。網格劃分并非最后一步設置,只因為其重要性而單獨說明,坯料網格劃分應大小適中,過大了計算失真、誤差大,過小了計算時間過長,根據產品尺寸,我們確定網格尺寸為絕對值0.6mm,網格重劃分系數取絕對值0.4mm,劃分效果如圖6所示。
(3)軸向鐓粗求解計算。返回Deform-2D/3D Ver主界面,在界面左側選擇剛才保存的BD檔案文件,在界面右側的求解(Simulator)中選擇“執行”,結果如圖7所示。
二次預鍛(壓扁)成形
軸向鐓粗完成以后其結果可供下一階段模擬使用,新建BD檔案,導入上下模具后導入工件時選擇鐓粗工步計算完成的BD文件模型,將工件沿X軸旋轉并平移至二次預鍛(壓扁)腔位置,并在定位中采用“落下”的方式,由于不研究溫度變化,取值1100℃。其他前處理參數及網格劃分均與上一工序軸向鐓粗中的一致,保存并返回后求解計算。
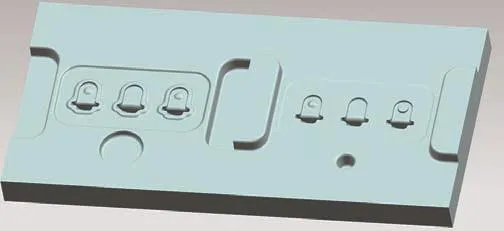
圖5 產品模具效果圖
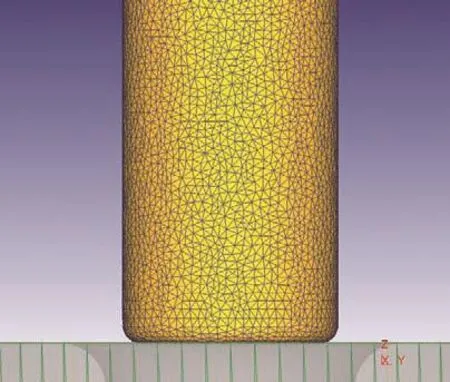
圖6 網格設置與劃分效果圖
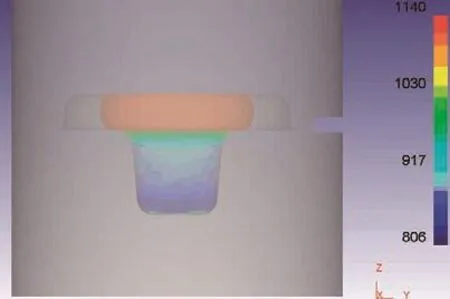
圖7 軸向鐓粗結果
精鍛成形設置
二次預鍛(壓扁)完成以后其結果可供下一階段模擬使用,通過新建BD檔案,導入上下模具后導入工件時選擇二次預鍛(壓扁)計算完成的BD文件模型,將工件沿Y向平移至精鍛腔位置,在定位中采用“落下”的方式,工件溫度取1050℃。其他前處理參數及網格劃分均與軸向鐓粗中的一致,保存并返回后求解計算。
模擬結果及分析
精鍛求解完成后可以在后處理模塊(Post Processor)中觀察到結果。軸向鐓粗→二次預鍛(壓扁)→精鍛成形每工步模擬效果依次為圖8~圖10所示,載荷分別如圖11、圖12所示。從結果看上下模具圓餅部分均充滿、無缺料現象,從網格形狀觀察無折疊現象,成形效果較好。
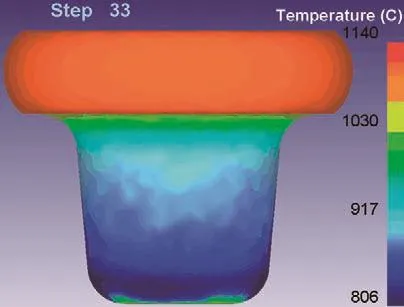
圖8 軸向鐓粗
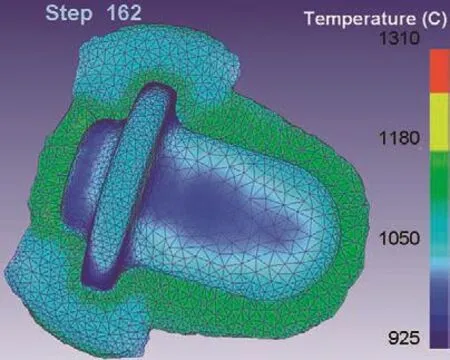
圖9 二次預鍛

圖10 精鍛成形
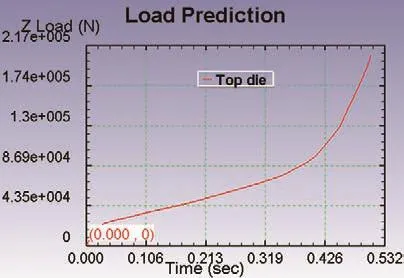
圖11 二次預鍛(壓扁)載荷
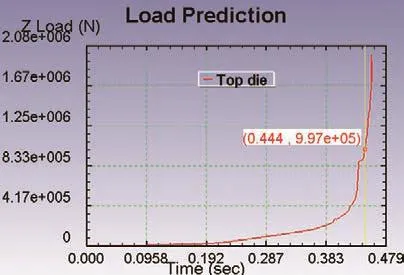
圖12 精鍛成形載荷
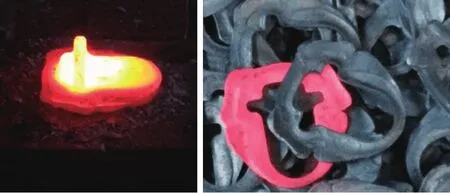
圖13 模鍛產品及飛邊
結論
根據模擬結果及載荷情況,我們選用2t電液錘作為鍛造設備、160t沖床為切邊設備,產品下料尺寸優化為φ24mm×68mm,小批量試產后效果良好,通過測算材料利用率達到85.08%,最終產品及飛邊情況如圖13所示。
對于T形鍛件類產品,通過采用現代設計方法,改進預鍛工藝,采用合理的鐓粗徑長比將圓柱坯料軸向鐓粗,能獲得較為理想的二次預鍛制坯形狀;借助主流CAE分析軟件金屬塑性成形模擬軟件Deform進行鍛造過程數值模擬,模擬多步鍛造工藝,提前發現鍛造折疊或缺材問題;利用Adams虛擬樣機軟件能有效避免T形鍛件產品精鍛時歪頭產生的折疊和缺料,從而達到縮短研發設計周期、節約研發成本的目的。
(1)針對T形鍛件類產品,模鍛鐓粗制坯方案可以提供良好的制坯結果。
(2)通過對預鍛壓扁工序增大模具凸圓角設計,可以把預鍛坯料水平置于精鍛模膛內,有效避免因零件歪頭產生的折疊和缺料。
(3)經過實際生產證明,數值模擬確定的成形工藝具有可行性,確保了產品設計前期的可靠性、安全性,可批量用于生產。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
