多軸機(jī)床通用運(yùn)動(dòng)學(xué)建模方法
2018-03-30 06:29:11李進(jìn)進(jìn)呂學(xué)庚
制造技術(shù)與機(jī)床 2018年3期
李進(jìn)進(jìn) 呂學(xué)庚
(哈爾濱工業(yè)大學(xué)機(jī)電工程學(xué)院,黑龍江 哈爾濱 150001)
刀位文件是用于描述加工過程中刀具運(yùn)動(dòng)的中性文件,他包含刀具相對(duì)于工件的位置信息和刀軸矢量信息。數(shù)控機(jī)床無法識(shí)別刀位文件,只能識(shí)別特定格式的加工代碼,加工代碼描述的是機(jī)床各運(yùn)動(dòng)軸的相對(duì)運(yùn)動(dòng)分量。加工代碼具有特異性,一種結(jié)構(gòu)形式的機(jī)床只能識(shí)別一種特定格式的加工代碼。因此,需研究如何將中性的刀位文件轉(zhuǎn)換為機(jī)床可識(shí)別的加工代碼,這個(gè)轉(zhuǎn)換過程被稱作后處理。后處理的核心是跟據(jù)機(jī)床的結(jié)構(gòu)形式,建立機(jī)床運(yùn)動(dòng)學(xué)方程,將刀具的位置坐標(biāo)和刀軸矢量轉(zhuǎn)換成數(shù)控機(jī)床各直線軸的移動(dòng)坐標(biāo)和旋轉(zhuǎn)軸的轉(zhuǎn)角。
Bu P等[1]分別建立工件坐標(biāo)系及刀具坐標(biāo)系相對(duì)于床身坐標(biāo)系的坐標(biāo)變化關(guān)系,以床身為參考系的連接點(diǎn),建立了XYZ-AC式五軸機(jī)床運(yùn)動(dòng)學(xué)模型,并以O(shè)penGL為框架將加工代碼轉(zhuǎn)換為刀具的運(yùn)動(dòng)軌跡。Lin M T等[2]利用螺旋理論建立了五軸機(jī)床運(yùn)動(dòng)學(xué)方程。Liang Z等[3]借用串聯(lián)型機(jī)器人指數(shù)乘積公式建立了五軸機(jī)床運(yùn)動(dòng)學(xué)方程,并利用VC++平臺(tái)開發(fā)了機(jī)床后處理程序。She C H等[4]采用坐標(biāo)變換的方法分別對(duì)旋轉(zhuǎn)軸水平正交和旋轉(zhuǎn)軸傾斜的五軸機(jī)床建立了運(yùn)動(dòng)學(xué)方程,并將刀位文件轉(zhuǎn)換成加工代碼。Zheng L等[5]將機(jī)床運(yùn)動(dòng)學(xué)方程應(yīng)用于機(jī)床的刀具跟隨控制系統(tǒng)中,可簡化多軸機(jī)床的后處理算法。Wang Feng等[6]分別建立了轉(zhuǎn)臺(tái)偏置、刀軸偏置、轉(zhuǎn)臺(tái)刀軸同時(shí)偏置的五軸機(jī)床運(yùn)動(dòng)學(xué)模型,并構(gòu)建了運(yùn)動(dòng)學(xué)模型庫。Chang C等[7]針對(duì)主軸電動(dòng)機(jī)在床身,旋轉(zhuǎn)軸傾斜的旋轉(zhuǎn)頭式五軸機(jī)床,建立了運(yùn)動(dòng)學(xué)模型,開發(fā)了后處理應(yīng)用程序。Jung.Y.H等[8]研究了傾斜式雙轉(zhuǎn)臺(tái)機(jī)床的結(jié)構(gòu),通過建立機(jī)床運(yùn)動(dòng)學(xué)方程,將加工代碼轉(zhuǎn)換為刀具的運(yùn)動(dòng)路徑,避免刀具發(fā)生干涉,實(shí)現(xiàn)虛擬仿真加工過程。Anotaipaiboon. W等[9]建立了機(jī)床運(yùn)動(dòng)學(xué)模型,采用數(shù)學(xué)工具來描述刀尖的運(yùn)動(dòng)軌跡,通過優(yōu)化機(jī)床的初始位置減小加工的軌跡誤差。
現(xiàn)階段對(duì)于五軸機(jī)床運(yùn)動(dòng)學(xué)建模的研究主要針對(duì)某種特定結(jié)構(gòu)的機(jī)床,并將運(yùn)動(dòng)學(xué)方程應(yīng)用于數(shù)控加工的后處理。由于五軸機(jī)床的結(jié)構(gòu)類型繁多,對(duì)于任意結(jié)構(gòu)的機(jī)床,能否采用統(tǒng)一的方法,建立運(yùn)動(dòng)學(xué)方程并對(duì)其進(jìn)行求解是本文的主要研究內(nèi)容。本文提出了多軸機(jī)床通用運(yùn)動(dòng)學(xué)建模方法,通過引入邊界條件的方式,求解運(yùn)動(dòng)學(xué)方程,可用于建立各類結(jié)構(gòu)機(jī)床運(yùn)動(dòng)學(xué)模型。
1 數(shù)控機(jī)床中的坐標(biāo)系
數(shù)控機(jī)床中的坐標(biāo)系主要有3種,分別是機(jī)床坐標(biāo)系、工件坐標(biāo)系和加工坐標(biāo)系。機(jī)床坐標(biāo)系符合右手笛卡爾坐標(biāo)原則,主要用于確定機(jī)床各運(yùn)動(dòng)部件在機(jī)床中的相對(duì)位置。工件坐標(biāo)系又被稱作編程坐標(biāo)系,在進(jìn)行數(shù)控編程時(shí),以工件上某一點(diǎn)為坐標(biāo)原點(diǎn)建立的坐標(biāo)系就是工件坐標(biāo)系,該點(diǎn)被稱為工件坐標(biāo)系的工件原點(diǎn)。刀位文件中刀具的運(yùn)動(dòng)信息就是在工件坐標(biāo)系下確定的。加工坐標(biāo)系是刀具運(yùn)動(dòng)軌跡輸出的定位基準(zhǔn)。加工坐標(biāo)系的原點(diǎn)可由工藝員在編譯工藝時(shí)確定,通常與工件坐標(biāo)系的原點(diǎn)重合,加工坐標(biāo)系的坐標(biāo)軸與機(jī)床坐標(biāo)系的坐標(biāo)軸重合。
在數(shù)控加工時(shí),通過對(duì)刀的方式,測量工件坐標(biāo)系原點(diǎn)與機(jī)床坐標(biāo)系原點(diǎn)間的相對(duì)距離,確定工件在機(jī)床中的位置坐標(biāo)。這一距離被稱作工件的零點(diǎn)偏置,零點(diǎn)偏置可預(yù)先設(shè)置在機(jī)床控制系統(tǒng)的相關(guān)寄存器(G54-G59)中。當(dāng)機(jī)床加工工件時(shí),機(jī)床控制系統(tǒng)自動(dòng)將寄存器中的偏置距離疊加至工件坐標(biāo)系上,機(jī)床控制系統(tǒng)便可按照機(jī)床坐標(biāo)系下的絕對(duì)坐標(biāo)值控制機(jī)床各軸的相對(duì)運(yùn)動(dòng),實(shí)現(xiàn)工件的加工。因此,車間工藝員在數(shù)控編程時(shí)無須考慮工件在機(jī)床中的實(shí)際位置,只需按照工件的輪廓形狀進(jìn)行刀具的軌跡規(guī)劃。機(jī)床的運(yùn)動(dòng)學(xué)方程和后處理也是在工件坐標(biāo)系下建立的。
2 多軸機(jī)床通用運(yùn)動(dòng)學(xué)建模方法
當(dāng)機(jī)床的運(yùn)動(dòng)軸數(shù)t≤3時(shí),對(duì)于這類低軸機(jī)床的運(yùn)動(dòng)學(xué)方程,由于空間平移運(yùn)動(dòng)的齊次坐標(biāo)變換滿足交換律,因此可采用相同形式的機(jī)床運(yùn)動(dòng)學(xué)方程來描述這類低軸機(jī)床的運(yùn)動(dòng)。針對(duì)于任意結(jié)構(gòu)的三軸機(jī)床,運(yùn)動(dòng)學(xué)方程均為公式(1),各運(yùn)動(dòng)軸的依附關(guān)系對(duì)機(jī)床運(yùn)動(dòng)學(xué)方程沒有影響。

(1)
當(dāng)機(jī)床的運(yùn)動(dòng)軸數(shù)t≥4時(shí),對(duì)于這類多軸機(jī)床的運(yùn)動(dòng)學(xué)方程,由于空間旋轉(zhuǎn)運(yùn)動(dòng)的齊次坐標(biāo)變換不滿足交換律,因此無法采用如公式(1)所示的運(yùn)動(dòng)學(xué)方程進(jìn)行描述,需要針對(duì)不同結(jié)構(gòu)形式的機(jī)床,建立不同的機(jī)床運(yùn)動(dòng)學(xué)方程,來描述刀具坐標(biāo)系與工件坐標(biāo)系間的相對(duì)運(yùn)動(dòng)關(guān)系。
由于機(jī)床的運(yùn)動(dòng)形式與其他機(jī)械結(jié)構(gòu)的運(yùn)動(dòng)形式存在明顯區(qū)別,在研究機(jī)床的運(yùn)動(dòng)時(shí),更關(guān)注刀具相對(duì)于工作臺(tái)的位置及姿態(tài)的變化,尤其是針對(duì)多軸機(jī)床來說,這是兩個(gè)非慣性系間的坐標(biāo)變換。傳統(tǒng)的機(jī)械結(jié)構(gòu),例如,當(dāng)建立機(jī)器人結(jié)構(gòu)的運(yùn)動(dòng)學(xué)方程時(shí),則是通過在相對(duì)靜止的零號(hào)桿件(即機(jī)座)上建立慣性參考系來研究末端執(zhí)行機(jī)構(gòu)的位置及姿態(tài)的變化。當(dāng)建立機(jī)床的運(yùn)動(dòng)學(xué)方程時(shí),以工作臺(tái)為零號(hào)部件,按照運(yùn)動(dòng)軸的依附關(guān)系將各運(yùn)動(dòng)軸依次連接,將機(jī)床視為串聯(lián)型結(jié)構(gòu),床身視為相對(duì)運(yùn)動(dòng)部件,刀具視為最末端的執(zhí)行機(jī)構(gòu)。通過建立相鄰運(yùn)動(dòng)部件間的坐標(biāo)變換關(guān)系,建立刀具相對(duì)于工作臺(tái)的機(jī)床運(yùn)動(dòng)學(xué)方程。
坐標(biāo)變換是指采用數(shù)學(xué)方法將空間中一個(gè)坐標(biāo)系下的點(diǎn)或矢量,通過變換得到其在另一個(gè)坐標(biāo)系下坐標(biāo)的過程。齊次坐標(biāo)變換矩陣是實(shí)現(xiàn)齊次坐標(biāo)變換的重要數(shù)學(xué)工具。因此,在進(jìn)行多軸機(jī)床運(yùn)動(dòng)學(xué)建模時(shí),首先需要為機(jī)床中的每個(gè)運(yùn)動(dòng)部件建立局部坐標(biāo)系,每個(gè)坐標(biāo)系均符合右手笛卡爾坐標(biāo)系規(guī)則,且坐標(biāo)軸的方向統(tǒng)一,每個(gè)局部坐標(biāo)系表示一個(gè)運(yùn)動(dòng)部件,采用4×4階齊次坐標(biāo)方陣表示相鄰部件間的運(yùn)動(dòng)關(guān)系。
3 多軸機(jī)床通用運(yùn)動(dòng)學(xué)建模步驟
步驟1 部件編號(hào)
根據(jù)機(jī)床結(jié)構(gòu)劃分運(yùn)動(dòng)部件,依據(jù)各運(yùn)動(dòng)部件間的依附關(guān)系,將包括機(jī)床床身在內(nèi)的各運(yùn)動(dòng)部件(床身視為相對(duì)運(yùn)動(dòng)部件),從工作臺(tái)至刀具進(jìn)行由0依次遞增地編號(hào)κ。對(duì)于通用運(yùn)動(dòng)學(xué)建模方法,無論旋轉(zhuǎn)軸在哪一端(工件端或者刀具端),可先分別假設(shè)旋轉(zhuǎn)軸在兩端同時(shí)存在,在工件端的第一旋轉(zhuǎn)軸局部坐標(biāo)系為RCSw1,第二旋轉(zhuǎn)軸的局部坐標(biāo)系為RCSw2;在刀具端第一旋轉(zhuǎn)軸的局部坐標(biāo)系為RCSt1,第二旋轉(zhuǎn)軸的局部坐標(biāo)系為RCSt2。從工作臺(tái)到刀具的多軸機(jī)床通用坐標(biāo)變換矩陣可表示成如下的形式:
WCS→RCSw2→RCSw1→XCS→YCS→MCS→
ZCS→RCSt1→RCSt2→TCS
式中:WCS為工作臺(tái)的局部坐標(biāo)系;XCS為直線軸X軸的局部坐標(biāo)系;YCS為直線軸Y軸的局部坐標(biāo)系;ZCS為直線軸Z軸的局部坐標(biāo)系;MCS為機(jī)床床身的局部坐標(biāo)系;TCS為刀具的局部坐標(biāo)系。其中,工作臺(tái)坐標(biāo)系WCS的編號(hào)κ=0,各運(yùn)動(dòng)軸的編號(hào)依次遞增,床身坐標(biāo)系MCS的編號(hào)κMCS=5,刀具坐標(biāo)系TCS的編號(hào)為κ=9。
步驟2 確定矩陣符號(hào)
根據(jù)編號(hào),計(jì)算各運(yùn)動(dòng)軸的矩陣符號(hào),矩陣符號(hào)的計(jì)算函數(shù)為
(2)
式中:λ=κ-κMCS,物理意義為比較運(yùn)動(dòng)部件在機(jī)床中的相對(duì)位置關(guān)系,以機(jī)床床身坐標(biāo)系為基準(zhǔn),若運(yùn)動(dòng)部件靠近工作臺(tái)端,則根據(jù)運(yùn)動(dòng)部件的性質(zhì)(直線運(yùn)動(dòng)或旋轉(zhuǎn)運(yùn)動(dòng))作相應(yīng)齊次坐標(biāo)變換的逆變換;若運(yùn)動(dòng)部件靠近刀具端,則作相應(yīng)齊次坐標(biāo)變換的正變換。
步驟3 建立齊次坐標(biāo)矩陣
根據(jù)各運(yùn)動(dòng)部件的運(yùn)動(dòng)性質(zhì),建立相鄰運(yùn)動(dòng)部件間的齊次坐標(biāo)變換矩陣
WTT=WTRw2·Rw2TRw1·Rw1TX·XTY·
YTM·MTZ·ZTRt1·Rt1TRt2Rt2TT
(3)
式中:iTi+1為運(yùn)動(dòng)部件i+1相對(duì)于運(yùn)動(dòng)部件i的齊次坐標(biāo)變換矩陣。
在進(jìn)行特定機(jī)床運(yùn)動(dòng)學(xué)建模分析時(shí),可將通用運(yùn)動(dòng)學(xué)建模過程中不存在的旋轉(zhuǎn)軸齊次坐標(biāo)變換矩陣歸約為單位陣。
步驟4 匹配矩陣系數(shù)
根據(jù)公式(2)確定的各運(yùn)動(dòng)部件矩陣符號(hào)系數(shù),將各運(yùn)動(dòng)部件的齊次坐標(biāo)變換矩陣同其矩陣符號(hào)系數(shù)相匹配,如公式(4)。
(4)
步驟5 平移矩陣融合
(5)
公式(5)稱為通用機(jī)床的形狀函數(shù)。
步驟6 計(jì)算運(yùn)動(dòng)學(xué)方程
將通用機(jī)床的形狀函數(shù)左乘刀具坐標(biāo)系的齊次坐標(biāo)變換矩陣,獲得刀具在工件坐標(biāo)系下的位置及姿態(tài)坐標(biāo),即運(yùn)動(dòng)學(xué)方程
(6)
式中:Kx、Ky、Kz分別為在工件坐標(biāo)系下的刀軸矢量與各坐標(biāo)軸的方向余弦;Qx、Qy、Qz分別為工件坐標(biāo)系下刀具的位置坐標(biāo)。
步驟7 定義并引入邊界條件
將機(jī)床各轉(zhuǎn)動(dòng)軸轉(zhuǎn)角φ1和φ2至零,此時(shí)工件坐標(biāo)系下的刀具位置坐標(biāo)與加工代碼中各直線軸的運(yùn)動(dòng)分量相等,以此作為運(yùn)動(dòng)學(xué)方程求解的邊界條件。
當(dāng)φ1=φ2=0時(shí)[QxQyQz1]T=[XYZ1]T
(7)
將公式(7)代入公式(6)求得刀具相對(duì)于工作臺(tái)的綜合坐標(biāo)變換矩陣中的各項(xiàng)移動(dòng)系數(shù)。
步驟8 求運(yùn)動(dòng)學(xué)方程逆解
將移動(dòng)系數(shù)Px、Py、Pz代入公式(6),根據(jù)矩陣元素對(duì)應(yīng)相等原則得運(yùn)動(dòng)學(xué)方程逆解
步驟9 求運(yùn)動(dòng)學(xué)方程正解
聯(lián)立運(yùn)動(dòng)學(xué)方程逆解,求得運(yùn)動(dòng)方程正解
4 仿真與驗(yàn)證
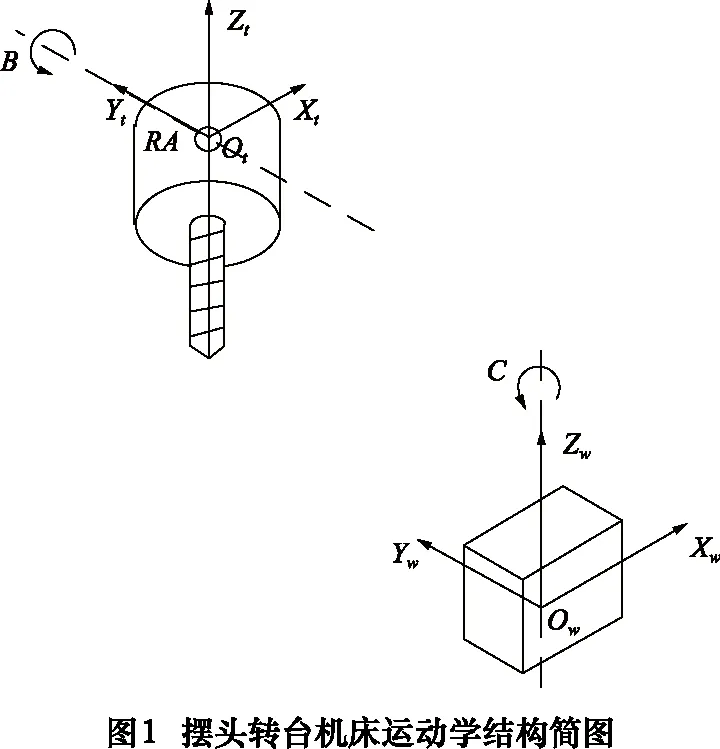
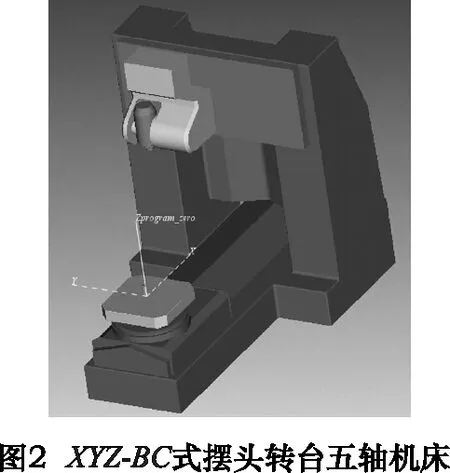
利用上文所述的多軸機(jī)床通用運(yùn)動(dòng)學(xué)建模方法,求解如圖1所示的一種XYZ-BC式擺頭轉(zhuǎn)臺(tái)五軸機(jī)床運(yùn)動(dòng)學(xué)方程。并將某一型號(hào)精鍛葉片進(jìn)氣緣處的銑削精加工刀位文件轉(zhuǎn)換成數(shù)控加工代碼。在VERICUT仿真平臺(tái)中搭建虛擬仿真機(jī)床,進(jìn)行銑削仿真驗(yàn)證。
在圖1中,B軸為搖擺軸,可使機(jī)床主軸繞Y軸搖擺。C為旋轉(zhuǎn)軸,可使工作臺(tái)繞Z軸旋轉(zhuǎn)。分別在刀具端建立刀具坐標(biāo)系、工件端建立工件坐標(biāo)系,并以刀具坐標(biāo)系Y軸為軸心建立旋轉(zhuǎn)軸B軸的旋轉(zhuǎn)坐標(biāo)系,以工件坐標(biāo)系Z軸為軸心建立旋轉(zhuǎn)軸C軸的旋轉(zhuǎn)坐標(biāo)系。
根據(jù)前文所述的建模方法,兩個(gè)旋轉(zhuǎn)軸分別在刀具端和工件端,根據(jù)旋轉(zhuǎn)軸的位置,將兩個(gè)旋轉(zhuǎn)軸的旋轉(zhuǎn)齊次坐標(biāo)變換矩陣帶入通用運(yùn)動(dòng)學(xué)方程中,并將刀具端和工件端多余的旋轉(zhuǎn)齊次坐標(biāo)變換矩陣歸約為單位陣,則擺頭轉(zhuǎn)臺(tái)式五軸機(jī)床的運(yùn)動(dòng)學(xué)形狀函數(shù)為:
對(duì)于圖1所示的擺頭轉(zhuǎn)臺(tái)機(jī)床,將φy=B、φz=C帶入運(yùn)動(dòng)學(xué)形狀函數(shù)得機(jī)床運(yùn)動(dòng)學(xué)方程的通解:
(8)
根據(jù)邊界條件的定義,當(dāng)B=C=0時(shí):
[QxQyQz1]T=[X Y Z 1]T=[PxPyPz1]T
(9)
將邊界條件(9)帶入運(yùn)動(dòng)學(xué)方程通解(8)得運(yùn)動(dòng)學(xué)方程特解為:
(10)
運(yùn)動(dòng)學(xué)方程的逆解可由運(yùn)動(dòng)學(xué)方程(10)矩陣元素對(duì)應(yīng)相等原則得出:
運(yùn)動(dòng)學(xué)逆解可用于將加工代碼轉(zhuǎn)換為刀位文件,即反后處理過程。
通過聯(lián)立運(yùn)動(dòng)學(xué)逆解,求得運(yùn)動(dòng)學(xué)正解為:
表1 葉片進(jìn)氣緣的銑削加工刀具路徑和轉(zhuǎn)換后的加工代碼
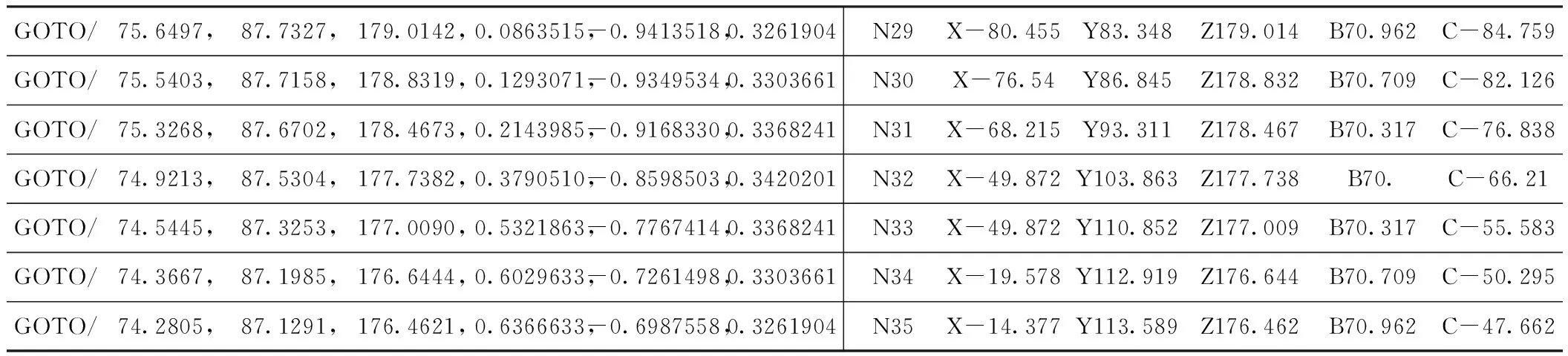
GOTO/75.6497,87.7327,179.0142,0.0863515,-0.9413518,0.3261904N29X-80.455Y83.348Z179.014B70.962C-84.759GOTO/75.5403,87.7158,178.8319,0.1293071,-0.9349534,0.3303661N30X-76.54Y86.845Z178.832B70.709C-82.126GOTO/75.3268,87.6702,178.4673,0.2143985,-0.9168330,0.3368241N31X-68.215Y93.311Z178.467B70.317C-76.838GOTO/74.9213,87.5304,177.7382,0.3790510,-0.8598503,0.3420201N32X-49.872Y103.863Z177.738B70.C-66.21GOTO/74.5445,87.3253,177.0090,0.5321863,-0.7767414,0.3368241N33X-49.872Y110.852Z177.009B70.317C-55.583GOTO/74.3667,87.1985,176.6444,0.6029633,-0.7261498,0.3303661N34X-19.578Y112.919Z176.644B70.709C-50.295GOTO/74.2805,87.1291,176.4621,0.6366633,-0.6987558,0.3261904N35X-14.377Y113.589Z176.462B70.962C-47.662
運(yùn)動(dòng)學(xué)逆解可用于將刀位文件轉(zhuǎn)換為加工代碼,即后處理過程。
運(yùn)用運(yùn)動(dòng)學(xué)方程的正解,將精鍛葉片進(jìn)氣緣處精加工刀位文件中刀具位置坐標(biāo)和刀軸矢量夾角轉(zhuǎn)換為擺頭轉(zhuǎn)臺(tái)式數(shù)控機(jī)床各移動(dòng)軸運(yùn)動(dòng)分量和各轉(zhuǎn)動(dòng)軸轉(zhuǎn)角,部分代碼的轉(zhuǎn)換結(jié)果如表1所示。
在VERICUT仿真平臺(tái)中搭建XYZ-BC式擺頭轉(zhuǎn)臺(tái)五軸機(jī)床,如圖2所示。
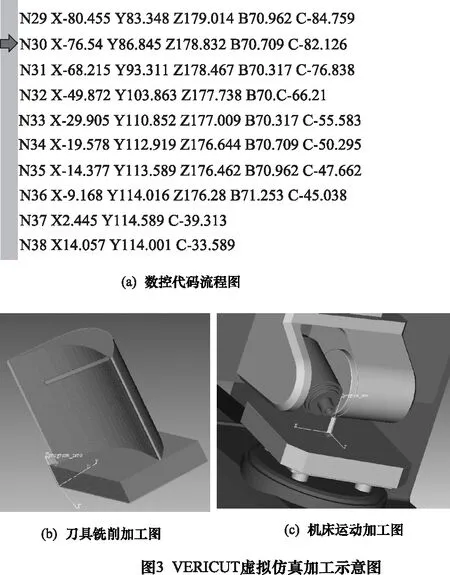
采用Fanuc-30i數(shù)控系統(tǒng)進(jìn)行虛擬仿真加工,加工代碼的運(yùn)行過程如圖3a所示,當(dāng)數(shù)控程序運(yùn)行至N30行時(shí),刀具的加工過程如圖3b及機(jī)床各運(yùn)動(dòng)部件的相對(duì)位置如圖3c所示。
通過虛擬仿真加工過程可以看出,由擺頭轉(zhuǎn)臺(tái)式五軸機(jī)床運(yùn)動(dòng)學(xué)正解轉(zhuǎn)換得到的數(shù)控加工代碼滿足加工要求。因此,驗(yàn)證了多軸機(jī)床通用運(yùn)動(dòng)學(xué)建模方法的正確性。
5 結(jié)語
(1)為提出適用于各類多軸機(jī)床的通用運(yùn)動(dòng)學(xué)建模方法,首先將多軸機(jī)床視為同時(shí)具備四個(gè)旋轉(zhuǎn)軸的串聯(lián)型機(jī)構(gòu),通過采用對(duì)各運(yùn)動(dòng)部件編號(hào)及排序的方法,確定相鄰部件齊次坐標(biāo)變換的方向性。
(2)為解決移動(dòng)坐標(biāo)系原點(diǎn)不重合導(dǎo)致運(yùn)動(dòng)學(xué)建模困難的問題,提出了平移齊次坐標(biāo)變換矩陣融合的方法,將3個(gè)平移矩陣轉(zhuǎn)換為刀具相對(duì)于工作臺(tái)的綜合移動(dòng)矩陣,建立機(jī)床的通用運(yùn)動(dòng)學(xué)形狀函數(shù)。
(3)為提高求解運(yùn)動(dòng)學(xué)方程的準(zhǔn)確性,定義了求解運(yùn)動(dòng)學(xué)方程的邊界條件。當(dāng)各轉(zhuǎn)動(dòng)軸轉(zhuǎn)角為零時(shí),刀位文件中的刀具位置坐標(biāo)與加工代碼中各移動(dòng)軸運(yùn)動(dòng)分量相等。邊界條件適用于任何復(fù)雜結(jié)構(gòu)機(jī)床運(yùn)動(dòng)學(xué)方程的求解。
(4)通過本文提出的通用運(yùn)動(dòng)學(xué)建模方法建立了XYZ-BC式擺頭轉(zhuǎn)臺(tái)五軸機(jī)床運(yùn)動(dòng)學(xué)方程,并將銑削精鍛葉片進(jìn)氣緣處的刀位文件轉(zhuǎn)換為加工代碼,通過VERICUT仿真平臺(tái)搭建虛擬機(jī)床,進(jìn)行仿真加工,驗(yàn)證了多軸機(jī)床通用運(yùn)動(dòng)學(xué)建模方法的正確性。
[1] Bu P, Li J, Huang L. A general motion simulation description of multi-axis CNC machine tools[C]// Control Conference. 2012:4486-4489.
[2] Lin M T, Lee M C, Lee J C, et al. A look-ahead interpolator with curve fitting algorithm for five-axis tool path[C]// IEEE International Conference on Advanced Intelligent Mechatronics. IEEE, 2016:189-194.
[3] Liang Z, Li J, Lou Y, et al. A unified framework of postprocessor for multi-axis machine tools[C]// International Conference on Digital Manufacturing & Automation. IEEE Computer Society, 2010:152-155.
[4] She C H, Huang Z T. Postprocessor development of a five-axis machine tool with nutating head and table configuration[J]. The International Journal of Advanced Manufacturing Technology, 2008, 38(7):728-740.
[5] Zheng L, Hu L, Feng W, et al. Integration of the five-axis tool center point control function in CNC system[C]// Industrial Electronics and Applications. IEEE, 2010:439-444.
[6] Wang Feng, Lin Hu, Zheng Liao mo, et al. Design and implementation of five-axis transformation function in CNC system[J]. Chinese Journal of Aeronautics, 2014, 27(2):425-437.
[7] She C H, Chang C C. Development of a five-axis postprocessor system with a nutating head[J]. Journal of Materials Processing Technology, 2007, 187-188(12):60-64.
[8] Jung Y H, Lee D W, Kim J S, et al. NC post-processor for 5-axis milling machine of table-rotating/tilting type[J]. Journal of Materials Processing Technology, 2002, 130(2):641-646.
[9] Anotaipaiboon W, Makhanov S S, Bohez E L J. Optimal setup for five-axis machining[J]. International Journal of Machine Tools & Manufacture, 2006, 46(9):964-977.
