冷床輸送鏈轉動副潤滑劑涂覆及熱固化工藝研究*
2018-03-30 06:29:32蔡云松楊順田
制造技術與機床 2018年3期
關鍵詞:工藝
蔡云松 楊順田
(①四川工程職業技術學院,四川 德陽 618000;②四川省高溫合金切削工藝技術工程實驗室,四川 德陽 618000 )
2 800 mm熱連軋機生產線上的冷床是將軋制成形的具有380 ℃以上高溫的鋼板,從輸入輥道通過“輸送鏈”輸送到輸出輥道并進行冷卻。輸送鏈采用鏈傳動,鏈傳動機構上有許多由“滾盤、軸套和銷”構成的“轉動”運動副,其潤滑很困難。主要存在以下4個難點:一是因為間隙非常小,潤滑劑難以滲透運動副內部[1];二是不能采用干油等油脂類潤滑劑,以免油脂滴漏污染成品板材;三是“輸送鏈”完全處于開放狀態,載荷重、運轉速度較低、工作環境惡劣;四是轉動副的零件尺寸小、數量特別大。現針對冷床轉動副的工作特點進行潤滑劑涂覆方式與熱固化工藝的研究。
1 冷床轉動副潤滑劑的選擇
1.1 耐磨潤滑劑的選擇
冷床“輸送鏈”上的轉動副潤滑劑的選擇主要考慮耐380 ℃高溫、黏附性、氧化安定性及耐磨性等。
(1)杜邦系列
機械傳動中常用的油脂類潤滑劑,使用溫度范圍大多低于200 ℃,最好的杜邦Krytox 240AC氟化油脂使用溫度也低于290 ℃[2],所以運動副不能采用常用油脂類潤滑,否則會造成滴漏污染。
(2)德馳系列
德馳系列主要有耐高溫抗磨重載長壽命潤滑脂。它是以復合皂稠化合成基礎油,并加有抗磨、極壓、抗氧化、抗腐蝕及結構改進劑等高效添加劑而制成;具有優異的極壓抗磨性能,確保最佳負荷能力;極有效地減少摩擦,把產生的熱量控制在最低限度;優異的高溫氧化安定性,工作溫度在-20 ℃~300 ℃。
(3)摩力克系列
摩力克耐磨潤滑劑是將二硫化鉬潤滑劑粉未溶于揮發性溶劑中,浸涂或噴涂在零件摩擦表面上,經加熱固化待溶劑揮發后即留下一層固體潤滑膜,具有耐高溫、防腐蝕的特點[3],適用于低速到中速運轉、重載條件下金屬之間的摩擦副,或由于條件限制不允許使用油脂類潤滑劑的地方。其中的3400A適用于工作溫度-200 ℃~+430 ℃。
顯然,選擇3400A耐磨潤滑劑對運動副進行潤滑是比較合適的,但還需通過實驗最終確定。
1.2 實驗的必要性
之所以要先進行實驗,是因為以前沒有進行過此類耐磨潤滑劑的涂覆,對涂覆層厚度的撐控和熱固化都沒有經驗可以借鑒。通過實驗,要著重解決3個方面的問題:
①零件小,需要涂覆和保護的部位相鄰很近,甚至有的同一表面一部分需要涂覆,另外一部分則需要保護,操控難度大。通過實驗,摸索非涂覆保護方法[4]。
②零部件數量多,其中滾盤6 474件,軸套6 474件,銷8 580件,要涂覆的零件總件數超過了20 000件,必須考慮工作效率與生產成本等。
③零件涂覆后涂層的熱固化工藝。
2 涂覆試驗
分別采用浸涂和噴涂兩種方法試驗。測試工具采用EM220型鐵基涂層測厚儀、涂層附著力測試儀 HCTC-10。耐濕熱性能試驗箱,恒溫玻璃水浴槽, FQY煙霧試驗箱等。
2.1 試驗過程
(1)試件編號
無論是浸涂或噴涂試驗,先對滾盤等試件進行逐件編號,確保編號牢固,防止實驗過程中脫號。
(2)清洗與脫脂
涂覆前,試件必須進行徹底清洗與脫脂處理,備用。
(3)涂覆
分別對備用試件進行浸涂和噴涂試驗,并做好試驗數據記錄,保證數據正確、完整。
(4)熱固化
對已浸涂或噴涂的試件,自然放置30 min。然后在電阻爐中將溫度控制在(160±5)℃,烘焙3 h,進行涂覆層的固化。
表1、表2是滾盤和軸套試件分別采用噴涂和浸涂后的數據,表3是涂層熱固化性能測試數據。
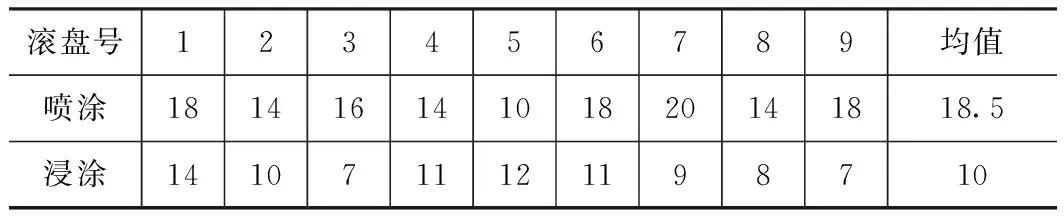
表1 滾盤噴涂和浸涂涂層厚度試驗數據 μm
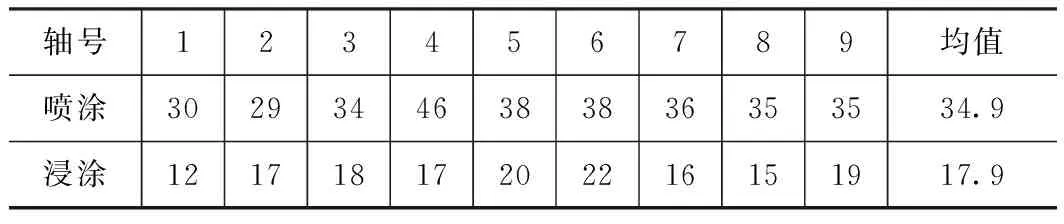
表2 軸套噴涂和浸涂涂層厚度試驗數據 μm
表3 涂層熱固化性能測試數據
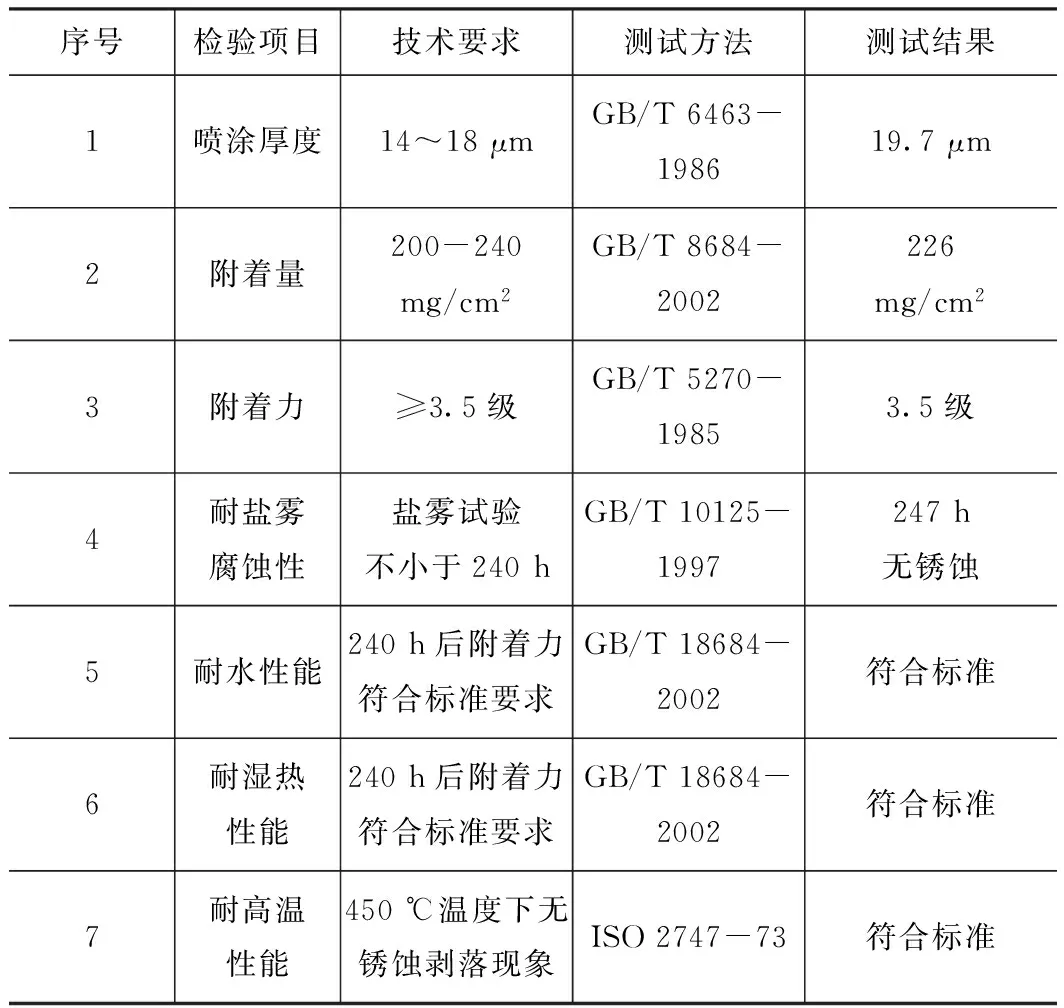
序號檢驗項目技術要求測試方法測試結果1噴涂厚度14~18μmGB/T6463-198619.7μm2附著量200-240mg/cm2GB/T8684-2002226mg/cm23附著力≥3.5級GB/T5270-19853.5級4耐鹽霧腐蝕性鹽霧試驗不小于240hGB/T10125-1997247h無銹蝕5耐水性能240h后附著力符合標準要求GB/T18684-2002符合標準6耐濕熱性能240h后附著力符合標準要求GB/T18684-2002符合標準7耐高溫性能450℃溫度下無銹蝕剝落現象ISO2747-73符合標準
2.2 試驗數據分析
通過對所得數據進行分析發現,采用浸涂方式得到各零件的涂覆層厚度比較均勻,而采用噴涂方式得到的各零件的涂覆層厚度差別比較大[5]。分析其原因,兩種方法都是靠人工操作,就噴涂方法而言,噴涂試驗是將零件進行必要的保護后,通過工裝使零件轉動,達到噴涂軸類表面的目的。噴涂時零件轉動的快慢、噴槍的遠近、潤滑劑的粘度、壓縮空氣壓力、操作者熟練程度等是涂層厚度的決定因素[6]。對于浸涂,掌握零件浸涂時間和吊出速率同樣也是涂層厚度的決定因素。
3 最終涂覆方案的確定
雖然浸涂方法得到的涂層厚度比較均勻,但厚度偏薄并有掛流現象,局部仍不均勻,耐磨潤滑劑與零件本體的附著力較噴涂方法的差,試件的保護也較難,像滾盤的端面不適用于浸涂[7]。綜合考慮這些因素,再通過檢測噴涂、浸涂兩種方法得到的涂層厚度。對比涂層熱固化性能測試數據,選擇了“噴涂”為“輸送鏈”轉動副零件表面耐磨潤滑劑的最終涂覆方案。
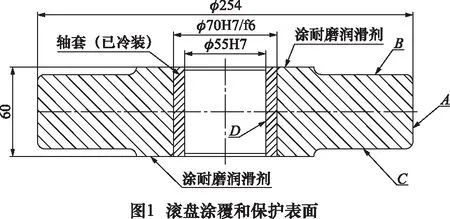
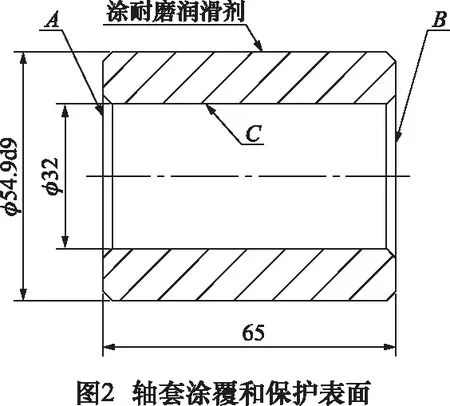
4 轉動副零件涂覆工藝方案
冷床“轉動”運動副需要噴涂的零有滾盤、軸套、銷。各零件上需要噴涂和保護的部位如圖1~3所示。零件上用A、B、C、D等字母標示的表面是不能涂覆的表面,噴涂時這些部位必須加以保護。特別是圖3的銷,同處φ29.9f7的外圓表面,但只有中間60 mm長度一段需要涂覆耐磨潤滑劑,其余部位在涂覆時必須保護,必需采取“選擇性涂覆工藝”。
4.1 選擇性涂覆工藝
“選擇性涂覆”工藝可選擇性地涂覆零件相關區域,適于中大批量生產。冷床“輸送鏈”上的轉動副零件數量多,幾何形狀又相對簡單,該方法非常適合。本工藝采用無空氣噴嘴進行涂覆,涂覆一致性好,生產效率高;保護部位可徹底遮蓋,材料利用率高,可達到95%以上,有效地保證裸露部分不被涂覆,實現較清晰的邊緣形狀。

4.2 工藝參數與注意事項
考慮工件的批量、涂覆層厚度等因素,噴涂時,主要參數確定為:壓縮空氣壓力為0.3 MPa,噴槍噴口直徑1~1.5 mm,工件離噴槍噴口200~300 mm,太近噴涂不均勻,太遠涂料到達工件表面時溶劑已經揮發,涂覆效果不好。
4.3 涂覆操作要點
(1)清洗要徹底。徹底清洗直至工件待噴涂表面無任何油污及臟物。然后用毛刷仔細清洗工件待噴涂表面,用二甲苯清洗液洗兩遍,再用丙酮洗一遍。
(2)噴涂前晾干。
(3)控制涂層厚度。涂層厚度控制在0.015~0.025 mm。
4.4 熱固化工藝
固化過程就是將噴涂潤滑劑后的轉動副零件放入烘箱(電爐或熱壓機等) 中進行加熱和加壓的過程。固化工藝參數主要有溫度、壓力及加壓點、升降溫速率和保溫時間等。
(1)熱固化加熱爐的確定
工件噴涂后要求在160 ℃進行涂覆層的熱固化,由于工件數量多,正確選擇加熱裝置對保證出產周期十分重要[8]。現有移動式豎井電爐、臺車式電爐若干臺,比對它們的性能參數,雖然臺車式電爐裝卸工件方便,設計工裝簡單,但由于它屬于熱處理加熱爐,占用率高,用于烘焙勢必影響生產。到車間落實具體情況后綜合考慮,決定選用移動式豎井電爐進行耐磨潤滑劑涂層的熱固化,一是該爐是占用率低,基本上屬于閑置設備,加以利用不影響其他產品的生產,二是工件裝爐數量多,可實現批量加熱。
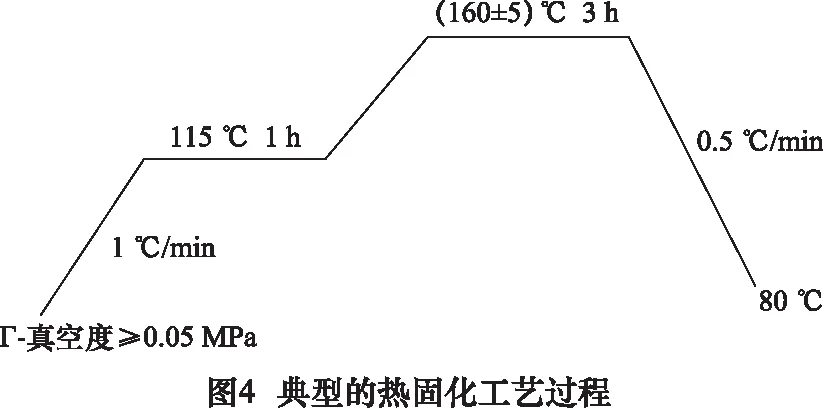
(2)熱固化工藝參數
熱固化工藝參數主要是溫度與時間,溫度分為烘箱溫度與模具溫度, 兩者之間的溫差以50 ℃~60 ℃為宜, 升降溫速率一般選0. 5~1.5 ℃/min, 典型的熱固化工藝過程如圖4所示。
(3)涂層表面的保護和工件的運輸
噴涂后的工件,未經高溫烘焙固化前,此時噴有涂料的表面如果接觸任何東西,都將破壞表面涂層的質量,必須考慮對已噴涂表面的嚴格保護。
從理論上講,當工件完成噴涂,空冷30 min后,就應該放入電爐按要求進行涂層的固化[9]。但由于被噴涂工件數量較多,且結構和大小不同,加之由于電爐所在場所限制,工件噴涂后還需要借助運輸工具,送到固化場所之后才能將其裝入爐內進行熱固化。
(4)熱固化過程監控
熱固化時,熱量傳遞存在溫度梯度, 造成沿厚度方向上的固化度不同, 易產生較大內應力, 并且固化速度慢、周期長。可以利用示差掃描量熱法(DSC) 對轉動副零件在固化過程中的反應歷程及潤滑劑涂層流變學性能、黏度變化等熱固化過程進行監控。
5 專用工裝設計
鑒于上述原因,必須設計專用工裝,包括烘焙、運輸和噴涂工裝,以方便工件噴涂表面保護與批量工件的擺放,同時考慮對工件必要的固定,便于運輸,才能完成20 000多件不同結構工件的熱固化。專用工裝的基本要求是能實現批量工件噴涂,能控制涂層厚度均勻,并且要求工裝操作快速,簡便。
5.1 烘焙工裝設計
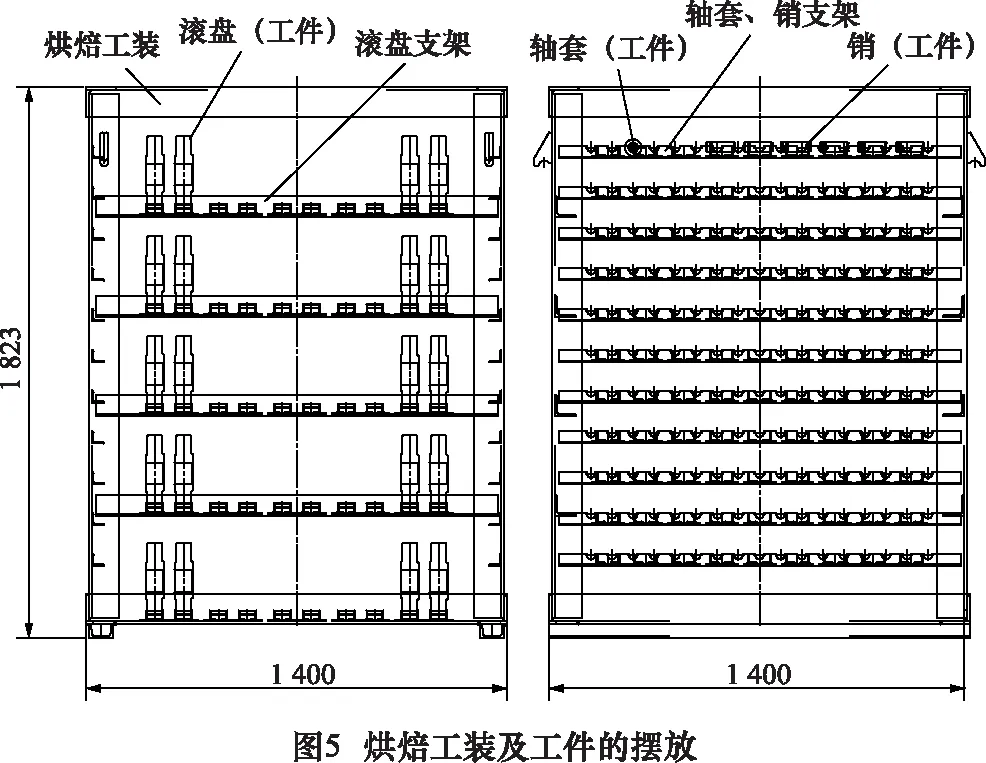
根據滾盤、軸套和銷子的具體結構尺寸及數量,同時考慮方便起吊、運輸、移動式豎井電爐大小等因素,設計烘焙和運輸工裝,如圖5所示。該工裝采用了框架式結構。
由于滾盤和軸套、銷3種工件的結構、尺寸大小差異較大,所設計的烘焙框架是固定結構,但所用支架為活動結構[10],將擺放不同工件的支架,分別或組合地放置在烘焙框架內,就可以實現不同工件的烘焙,也可以同時在框架內擺放不同的支架,同時實現3種工件組合烘焙的目的。
后來,增補的堆垛接近輥道、堆積裝置、稱重組件噴涂件也用了該烘焙工裝,提高了工裝的利用率。
5.2 噴涂工裝設計
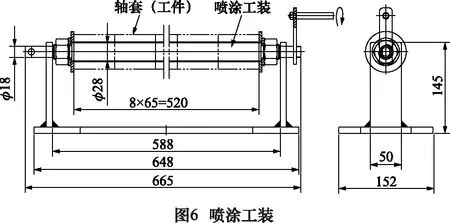
涂覆方法試驗成功之后,再根據使用情況對噴涂工裝作了必要的修改,并針對滾盤、軸套,銷等不同工件的特點,分別設計出了正式的噴涂工裝,共有3種結構,其中,軸套的噴涂工裝如圖6所示。所設計的專用噴涂工裝,對不同結構的20 000多待噴涂的批量件進行涂覆與熱固化,工作效率顯著提高。
6 實施效果
摩洛哥2800熱連軋機生產線上的冷床“輸送鏈”裝配現場如圖7所示。輸送鏈上的“轉動”運動副采用上述耐磨潤滑劑3400A,噴涂涂層厚度0.015~0.025 mm,在160 ℃進行涂覆層的熱固化處理,效果良好。冷床投產3年多以來,輸送鏈沒出現故障,在兩年一次的定期清洗轉動副時,銷與滾子、軸套與滾盤等噴涂部位均未發現磨損痕跡,證明這種潤滑方式取得了圓滿成功。
7 結語
中板軋機中需要進行耐磨潤滑劑的零件數量多、規格小,經過前期小批零件試驗,分析試驗數據,選擇了合理的涂覆方法和熱固化方法,并進行了涂覆和烘焙工裝的設計,按圖紙要求成功完成兩萬多件零部件的表面耐磨潤滑劑的涂覆及熱固化。
在噴涂試驗時,用噴涂件與相配合的零件試裝,檢查配合的間隙,發現銷與滾子、軸套與滾盤的配合間隙小,零件轉動困難,不能滿足產品功能,分析圖紙配合尺寸也證實了此問題。經多次修改,零件配合面涂層厚度從0.05 mm改為0.015 mm,同時套軸和銷名義尺寸減小0.1 mm,配合尺寸不變,裝配后完全滿足產品功能。
處于380 ℃以上高溫工作狀態之下的由滾盤與套軸及銷所構成的“轉動”運動副,采用3400A耐磨潤滑劑經“噴涂+熱固化”方式潤滑,不僅滿足了生產需要,而且對新涂裝材料從工藝手段、方法上進行了必要的嘗試,為類似產品的生產積累了成功經驗。
[1]趙斌,馬壯,張濟民,等.熱化學反應陶瓷涂層與復合涂層耐磨性對比研究[J].熱加工工藝,2011,40(20):141-144.
[2]朱琳,何繼寧,閻殿然,等.利用反應等離子噴涂制備TiCN涂層的研究[J].材料導報,2006,20(Z2):468-470.
[3]李冬青,張立,李久盛.硼酸酯作為潤滑油添加劑的研究進展狀況[J].汽車工藝與材料,2010(6):43-47.
[4]彭龍龍,汪久根,洪玉芳.水污染對徑向滑動軸承熱彈流潤滑的影響[J].潤滑與密封,2015,40(2):17-22.
[5]黃琳,徐想娥,汪萬強.硼酸酯潤滑油添加劑概述[J].陜西化工,2013(11):2072-2075.
[6]閻利民,方朝云,毛領躍,等.細薄零件感應淬火研究[J].機械工人:熱加工,2011(7):28-29.
[7]王慶華,程斌.鈍化鍍鋅板基板對彩涂板涂層附著力的影響研究[J].涂料工業,2011,41(10):67-70.
[8]范冰極,李建昌,任天輝.含氮硼酸酯與磷酸酯添加劑在PAO10中的摩擦特性協同效應[J].潤滑與密封,2016,41(8):19-23.
[9]王奇飛,李芬,李梁,等.基于生物質廢棄物制備復合脫硫劑的研究[J].材料導報,2016,30(4):21-24, 46.
[10]于立娟,李傳菊,段元貴.薄板工件的淬火工裝探索與改進[J].礦山機械,2008(22):56-57.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
