狹縫式熔體微分電紡工藝參數對射流間距的影響
2018-03-30 08:09:32何雪濤秦永新楊衛民李好義
中國塑料 2018年2期
楊 濤,何雪濤,秦永新,楊衛民,李好義
(北京化工大學機電工程學院,北京 100029)
0 前言
納米纖維由于其比表面積大,孔隙率高等優點,在高效過濾[1-2]、傳感器[3]、生物醫藥[4]等領域有著廣泛的應用。靜電紡絲是目前制備納米纖維的高效方法之一,可分為溶液電紡和熔體電紡。其中,熔體電紡由于其不使用有毒溶劑,成為目前制備納米纖維的綠色環保工藝路線,其原理是聚合物熔體在高壓靜電場的作用下克服表面張力形成射流并固化成絲。但傳統的熔體靜電紡絲為毛細管式,只能產生單一射流,紡絲效率很低,雖然可通過陣列針頭的方法提高紡絲效率,但該方法易出現針頭堵塞等問題,而且由于針頭之間的靜電疊加、干擾等作用,使得針頭之間感應場強不均衡,導致分布在內部的針頭場強較弱,從而影響纖維產品的質量。為實現納米纖維的連續、穩定、綠色、批量化制備,無針熔體靜電紡絲工藝被提出,這是目前實現納米纖維工業化生產的一種有效的工藝路線,但目前國內外研究較少。
早在1979年,Simm等[5]便提出了無針靜電紡絲,他采用金屬環取代針頭實現了無針靜電紡絲并申請了專利,然后以此方法制備了纖維膜,但是該技術在當時并沒有引起重視。2004年,捷克利貝雷茨技術大學與Elmarco公司合作開發了靜電紡絲技術——“納米蜘蛛”(Nanospider),無針靜電紡絲再次進入人們的視野,并在此后得到了快速發展,研究的內容基本上都是在溶液靜電紡絲領域,但是其原理在熔體靜電紡絲上同樣適用。Shimada等[6]利用線性激光器對0.5 mm和1 mm厚的乙烯 - 乙烯醇共聚物(EVOH)片材進行融化并加電紡絲,其泰勒錐間距約為5 mm,但是激光器的高成本和安全性可能限制了其通往產業化的道路;澳大利亞的Fang等[7]提出了盤式熔體靜電紡絲裝置,提高了紡絲效率,但是該裝置對熔體黏度的要求較高,目前還未實現批量化穩定可控生產;捷克利貝雷茨科技大學的Komarek 等[8]提出了一種狹縫式的紡絲裝置,發現PP的射流間距為6.3 mm,該方法是無針高效熔體靜電紡絲裝置較好的選擇。目前,無針熔體電紡主要的研究內容有纖維直徑的細化、微流量的供給控制以及紡絲效率的提高。在提高紡絲效率方面,無針熔體靜電紡絲可在自由表面形成多射流,但射流分布和射流間距受紡絲電壓、紡絲溫度、接收距離等紡絲參數的影響。因此,通過提高單位射流發生面積上的射流根數來提高紡絲效率需要從實驗到理論系統研究射流間距的影響因素,從而降低射流間距,提高射流根數,提高紡絲效率。
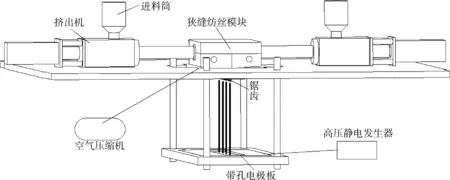
圖1 狹縫式熔體微分電紡裝置Fig.1 Slit melt differential electrospinning device
射流間距始于多針多射流靜電紡絲模型[9],被定義為多個毛細管陣列中毛細管和毛細管之間的距離,2008年后無針靜電紡絲[10](包括近場無針紡絲工藝[11])中的射流間距被重新定義為自組織形成的多射流其最近射流之間的距離,一定條件下射流間距的確定有助于評估一定紡絲工藝和參數下單位紡絲表面的紡絲產量和纖維直徑的關系,從而指導工藝和設備的確定。李好義等[12]基于溶液電紡的射流間距公式,利用力平衡的歐拉公式,以內錐面熔體微分靜電紡絲噴頭為建模分析對象建立了射流間距分析模型并進行了數學分析,獲得了多射流產生的邊界條件,得到了射流產生的閾值電壓與射流間距的公式[13],并通過實驗進行了驗證。基于狹縫式無針紡絲裝置的設計機理,本文自主設計了一種狹縫式熔體微分靜電紡絲裝置,在自由表面形成多射流,大大提高了紡絲效率;并用該裝置對PP材料進行靜電紡絲實驗,探究了紡絲電壓、紡絲距離和紡絲溫度3個工藝參數對射流間距的影響。
1 實驗部分
1.1 主要原料
PP,PP6820,流動指數為2 000 g/min,上海伊士通新材料發展有限公司。
1.2 主要設備及儀器
單反相機,Canon 700D,佳能株式會社;
流變儀,DH-2,美國TA儀器公司;
狹縫式熔體微分靜電紡絲裝置(如圖1所示),自制,其主要組成部分為單螺桿擠出機、進料筒、狹縫紡絲模塊、鋸齒、帶孔電極板、高壓靜電發生器等;該狹縫紡絲裝置兩邊對稱,可單擠出供料用于一種材料的紡絲,也可兩邊同時進料用于制備2種物料共混紡絲而得的纖維。
1.3 樣品制備
PP的紡絲實驗:通過自制的狹縫式熔體微分電紡裝置,采用單擠出進料,研究從一側進料的單材料紡絲,紡絲過程采用單電極;將PP從進料口加入擠出機塑化熔融,小型擠出機的溫度控制在200~260 ℃,并通過調節擠出機的轉速來控制物料流量的大小,為0.6 g/min;PP熔體從狹縫出口流出經過鋸齒,在高壓靜電場的作用下克服表面張力形成射流,然后固化成纖維;改變紡絲的工藝參數(紡絲電壓48~60 kV,紡絲距離70~100 mm,紡絲溫度200~260 ℃),用相機分別拍攝對應參數下的射流照片。
1.4 性能測試與結構表征
利用單反相機拍攝紡絲射流照片,選取鋸齒長度為75 mm,進行射流根數的平均計算,平均射流間距為鋸齒長度和射流根數的比值;
利用流變儀在低剪切速率(0.1 rad/s)下測試不同溫度下PP的黏度,其測試溫度為190~280 ℃,采用氮氣保護,板間距設定為1 mm。
2 結果與討論
2.1 紡絲電壓對射流間距的影響
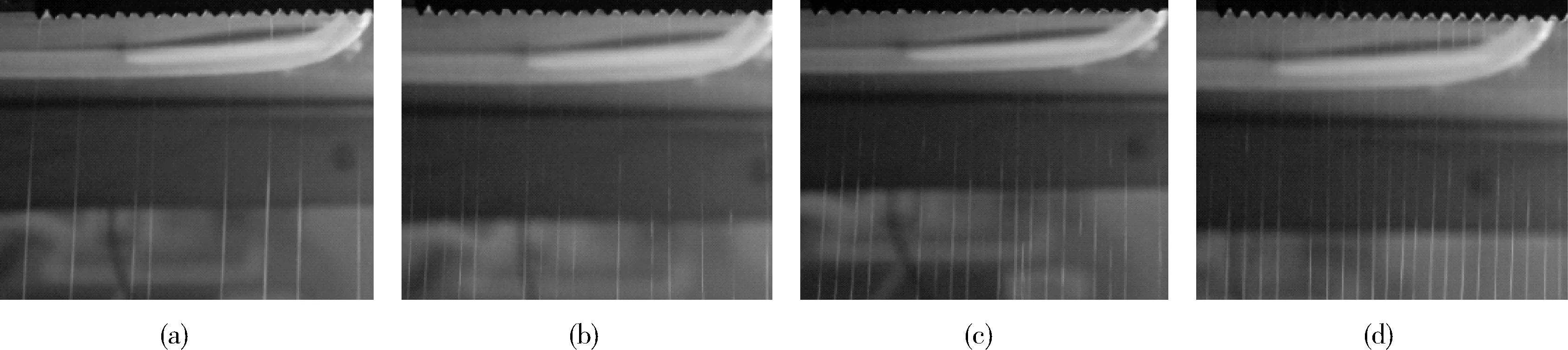
紡絲電壓/kV:(a)48 (b)52 (c)56 (d)60圖2 不同紡絲電壓下的射流照片Fig.2 The photos of interjet distance at different spinning voltage
當紡絲溫度為245 ℃,紡絲距離為100 mm時,不同紡絲電壓下的射流照片以及射流間距如圖2和表1所示。當紡絲電壓為48 kV時,射流間距為8.3 mm,且射流分布不是很均勻,隨著紡絲電壓的增大,射流根數明顯增多,射流間距減小,當電壓為60 kV時,射流間距達到3.3 mm,因此紡絲電壓對射流間距具有顯著的影響。實驗過程中當紡絲電壓超過60 kV時會出現擊穿現象,所以當電壓達到閾值電壓60 kV時,射流間距最小可達到3.3 mm,且射流分布均勻。施加電壓的升高能加速射流的自組織過程,使得射流迅速達到平衡狀態,并且增大電壓以后,熔體為了帶走更多的感應電荷,在使射流加速的同時產生了更多的射流來抵消感應電荷,從而達到另一種平衡態,所以在不擊穿的前提下,提高紡絲電壓可提高尖端的感應電場強度,可產生更多的射流,從而減小射流間距,提高單位時間纖維的產量,提高紡絲效率。

表1 不同紡絲電壓下的射流間距Tab.1 The interjet distance at different spinning voltage
2.2 紡絲距離對射流間距的影響
實驗現象表明,電場強度對射流間距起著重要的作用,即便在勻強電場(加載電壓與紡絲距離的比值一定)下,射流間距也會隨著紡絲距離的變化而變化。保持勻強電場強度為6 kV/cm,紡絲溫度為245 ℃,不同紡絲距離下的射流照片以及射流間距如圖3和表2所示。當紡絲距離為100 mm時,射流間距最小為3.3 mm,隨著紡絲距離的減小,射流間距逐漸增大,當紡絲距離低于80 mm并繼續減小時,射流間距基本保持不變。
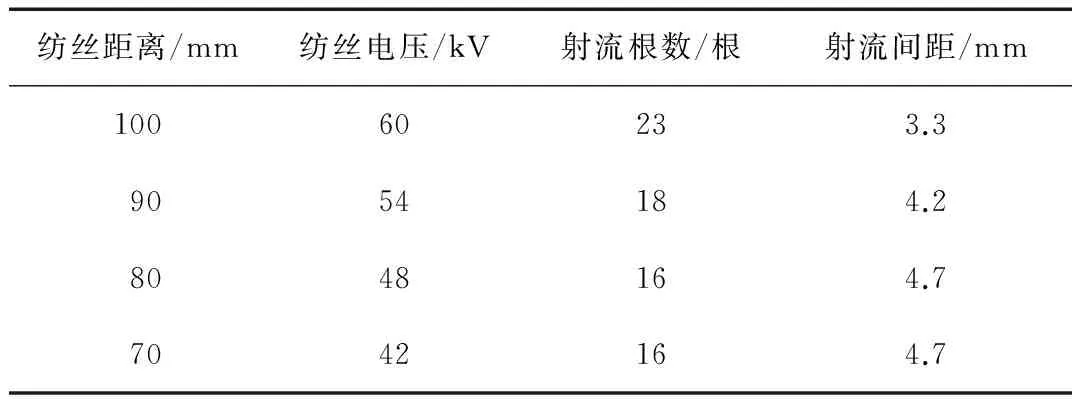
表2 不同紡絲距離下的射流間距Tab.2 The interjet distance at different spinning distance
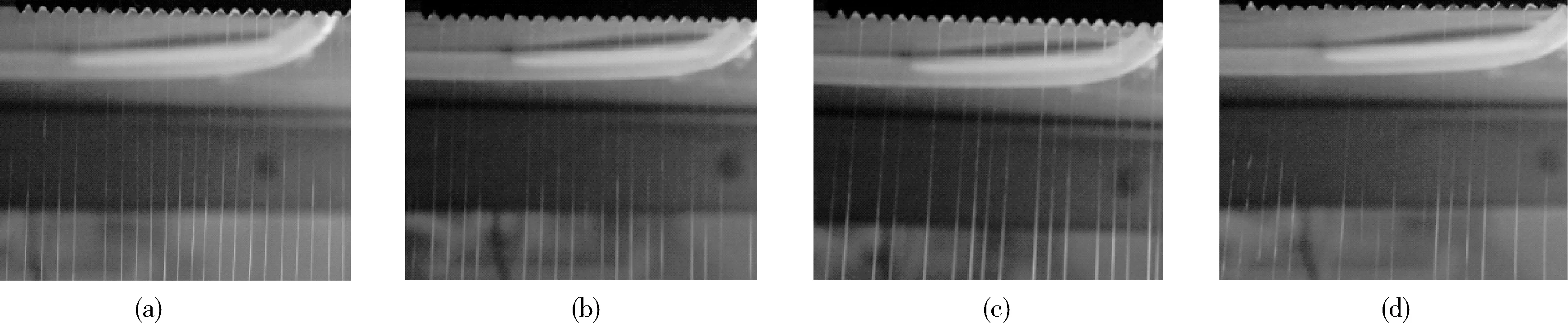
紡絲距離/mm:(a)100 (b)90 (c)80 (d)70圖3 不同紡絲距離下的射流照片Fig.3 The photos of interjet distance at different spinning distance

(a)紡絲裝置簡化模型 (b)電場分布模擬圖圖4 狹縫式熔體微分電紡電場模擬Fig.4 Electric field simulation of slit melt differential electrospinning device
實驗發現勻強電場下射流間距隨著紡絲距離的變化而變化,這可能是由于最大電場強度及其在鋸齒的分布影響了最終的射流間距,運用Ansys軟件,通過布爾運算做減法進行電場模擬,如圖4所示,可以看出最大的電場強度位于鋸齒的尖端,而且最大電場強度隨著紡絲距離的增加而逐漸增大,因此在勻強電場下射流間距隨著紡絲距離的增大而減小。
2.3 紡絲溫度對射流間距的影響

紡絲溫度/℃:(a)200 (b)215 (c)230 (d)245 (e)260圖5 不同紡絲溫度下的射流照片Fig.5 The photos of interjet distance at different spinning temperature
改變紡絲溫度,即改變了紡絲材料PP的黏度,從而可間接評估紡絲材料的黏度對射流間距的影響。圖5和表3列出了當紡絲電壓為60 kV,紡絲距離為100 mm時,不同紡絲溫度下的射流照片以及射流間距。從圖6中可以看出,熔體溫度從190 ℃加熱到280 ℃時,紡絲材料PP的熔體黏度持續降低;且從表3中可以看出,射流間距隨著紡絲溫度的升高而降低,但當紡絲溫度達到230 ℃并繼續升高時,射流間距基本保持不變。根據等張比容概念公式γ=(P/V)4(其中,γ表示表面張力;V表示摩爾體積;P表示等張比容)可知,P與溫度無關,當溫度升高時,V增大,γ減小,所需克服的表面張力的電場力減小,所以在相同的電場強度下,熔體黏度的降低有利于減小射流間距,但當黏度達到一定值后,射流間距將保持不變,說明有限的降低聚合物黏度是增多射流根數、減小射流間距的方法。
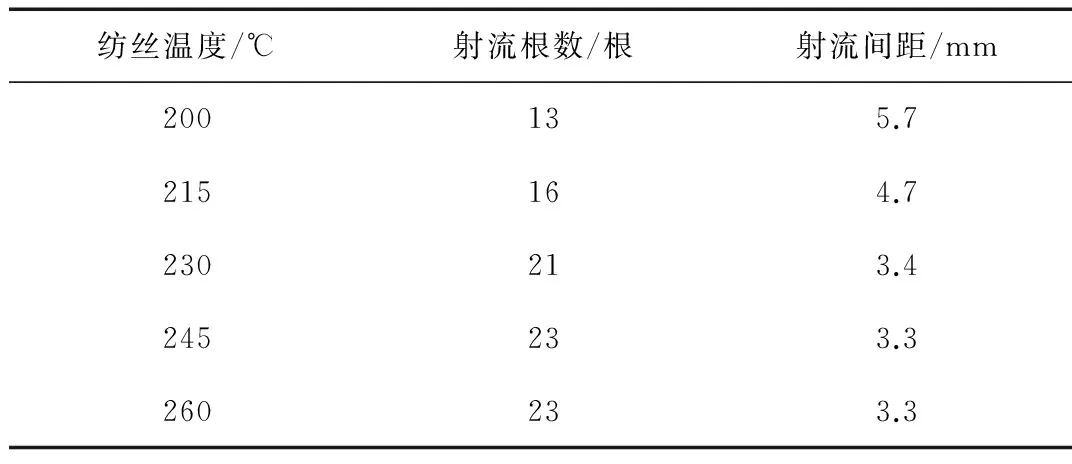
表3 不同紡絲溫度下的射流間距Tab.3 The interjet distance at different spinning temperature
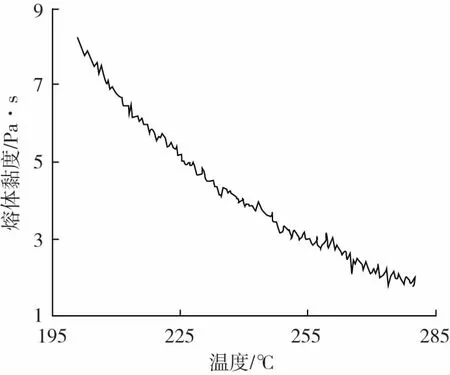
圖6 PP的熔體黏度與溫度的關系曲線Fig.6 Viscosity of PP against temperature
3 結論
(1)當紡絲溫度為245 ℃,紡絲距離為100 mm時,射流間距隨紡絲電壓的增大而減小,當紡絲電壓達到60 kV時,射流間距最小,為3.3 mm;
(2)當勻強電場強度為6 kV/cm,紡絲溫度為245 ℃,紡絲距離為100 mm時,射流間距最小,為3.3 mm,且隨著紡絲距離的減小,射流間距逐漸增大,當紡絲距離低于80 mm并繼續減小時,射流間距保持不變;
(3)當紡絲電壓為60 kV,紡絲距離為100 mm時,射流間距隨著紡絲溫度的升高而減小,當紡絲溫度達到230 ℃并繼續升高時,射流間距最小達到3.3 mm,并保持不變。
[1] SUNDARRAJAN S,TAN K L, LIM S H, et al. Electrospun Nanofibers for Air Filtration Applications[J]. Procedia Engineering, 2014, 75: 159-163.
[2] KAUR S, RANA D, MATSUURA T, et al. Preparation and Characterization of Surface Modified Electrospun Membranes for Higher Filtration Flux[J]. Journal of Membrane Science, 2012, 390/391: 235-242.
[3] DING B, WANG M, WANG X F, et al.Electrospun Nanomaterials for Ultrasensitive Sensors[J]. Materials Today, 2010, 13(11): 16-27.
[4] DALTON P D, VAQUETTE C, FARRUGIA B L, et al. Electrospinning and Additive Manufacturing: Converging Technologies[J]. Biomaterials Science, 2013, 1(2): 171-185.
[5] SIMM W,GOSLING C,BONART R, et al. Fibre Fleece of Electrostatically Spun Fibres and Methods of Making Same:US4143196[P].1979-03-06.
[6] SHIMADA N, TSUTSUMI H, NAKANE K, et al. Poly(ethylene-co-vinyl alcohol) and Nylon 6/12 Nanofibers Produced by Melt Electrospinning System Equipped with a Line-like Laser Beam Melting Device[J]. Journal of applied polymer science, 2010, 116(5): 2 998-3 004.
[7] FANG J, ZHANG L, SUTTON D, et al. Needleless Melt-electrospinning of Polypropylene Nanofibres[J]. Journal of nanomaterials, 2012, 2012: 16-24.
[9] SHIN Y M, HOHMAN M M, BRENNER M P, et al. Experimental Characterization of Electrospinning: The Electrically Forced Jet and Instabilities[J]. Polymer, 2001, 42(25): 9 955-9 967.
[10] LUKAS D, SARKAR A, POKORNY P. Self-organization of Jets in Electrospinning from Free Liquid Surface: A Generalized Approach[J]. Journal of Applied Physics, 2008, 103(8):504.
[11] FUH Y K, LIEN L C. Self-organisation of Multiple Jets in Near-field Electrospinning Process[J]. Iet Micro & Nano Letters, 2012, 7(11):1 088-1 091.
[12] 李好義. 熔體微分靜電紡絲原理、方法與設備[D]. 北京: 北京化工大學, 2014.
[13] LUKAS D, SARKAR A, POKORNY P. Self-organization of Jets in Electrospinning from Free Liquid Surface: A Generalized Approach[J]. Journal of Applied Physics, 2008, 103(8):084309(1-7).
