電機端蓋沖壓工藝與模具結(jié)構(gòu)設計
2018-04-02 07:17:12高育森胡建平張祖明
裝備制造技術(shù) 2018年1期
高育森,張 翔,胡建平,張祖明
(福建農(nóng)林大學機電工程學院,福建 福州350002)
1 零件的工藝分析
圖1所示為電機的一種端蓋,材料為冷軋鋼板,厚度為1.2 mm.端蓋底部有φ31 mm的中心孔,為了增強端蓋的剛度,設計有R2 mm的弧度。φ41 mm的孔徑側(cè)壁與底部連接的弧度為R4 mm.大孔的配合尺φ0.06 mm.端蓋凸緣上有3個φ10 mm的孔。該端蓋的成形工藝包括切口、拉深、翻邊、沖裁、落料等工位。由于它是相對復雜的帶有凸緣的回轉(zhuǎn)體,所以要求所用的材料應具有較好的沖壓成形性[1]。

圖1 零件圖
2 零件的工藝設計計算
2.1 毛坯尺寸的計算
由圖1可知,零件為旋轉(zhuǎn)體拉深件,對于毛坯直徑的計算可先選擇修邊余量,再把毛坯分解成多個簡單的旋轉(zhuǎn)體組成,分別求出相應旋轉(zhuǎn)體的中性層面積,最后用各旋轉(zhuǎn)體面積之和求出相應的直徑。根=181 mm.
2.2 拉深次數(shù)的確定
毛坯的相對厚度:t/D×100=1.25/181×100=0.69;總的拉深系數(shù):m總=d0/D=41/181=0.227;df=120 mm;d=41 mm;df/d=120/50=2.92;根據(jù)參考文獻[1]查表4-4的修邊余量△h=3 mm;所以df=120+2△h=126 mm;求的凸緣相對直徑df/d0=126/41=3.07,根據(jù)參考文獻[2]查表4-14取 m1=0.38 m總<m1,故需要多次拉伸;由參考文獻[3]查表4-16二次拉深系數(shù)為m2=0.76;因為 m總>m1×m2,所以需要兩次拉深。
2.3 翻邊力計算

式中,dm為翻邊后豎邊的中徑,dm=33 mm,d0為孔初始直徑,d0=9.69 mm;t0為毛坯厚度,t0=1.25 mm;σs為屈服強度,σs=350 MPa;帶入數(shù)據(jù)計算得F翻=35.24 kN.
3 端蓋排樣方案的設計
3.1 端蓋排樣方案
由于t/D×100=1.25/181×100=0.69<1,所以采用有工藝切口帶料級進模[4]。根據(jù)端蓋的結(jié)構(gòu)、尺寸、模具的使用壽命等因素考慮,采用單排排列。材料寬度計算如下。

式中:B為材料寬度;dj為首次拉深展開直徑
n2為側(cè)面搭邊,根據(jù)參考文獻[3]查表4-13,n2=2.5 mm.
代入數(shù)據(jù)算得dj=181 mm;B=181+2×2.5=186 mm;

式中:p為步距;n1為切口間搭邊見根據(jù)參考文獻[4]查表4-13取n1=2 mm;代入數(shù)據(jù)算得:
p=181+2=183 mm.
3.2 端蓋沖壓工位設計
本端蓋的成形包括切口、拉深、翻邊、沖裁、落料等工位,本次采用級進模進行設計,為了確保工件的銜接,具體工位為:切口—空工位—次拉深—二次拉深—反拉深—沖孔—翻邊—落料。具體排樣圖圖如2所示。
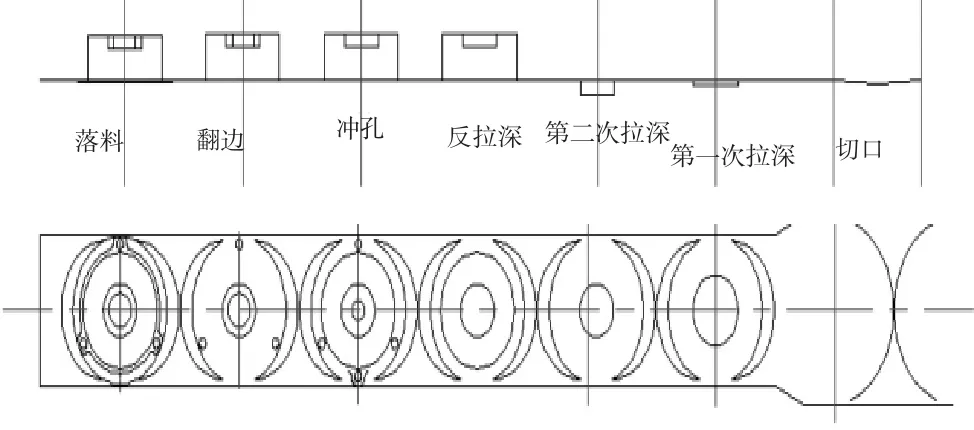
圖2 端蓋沖壓排樣圖
3.3 沖模壓力中心的確定
壓力中心是壓力合力的作用點,壓力中心點的錯誤將會便滑塊導軌和模具導向部分不正常而導致磨損,同時會使合力間隙得不到保證,從而影響到制件的質(zhì)量和降低模具的壽命[2]。如圖3所示為該端蓋模具設計的壓力中心位置。
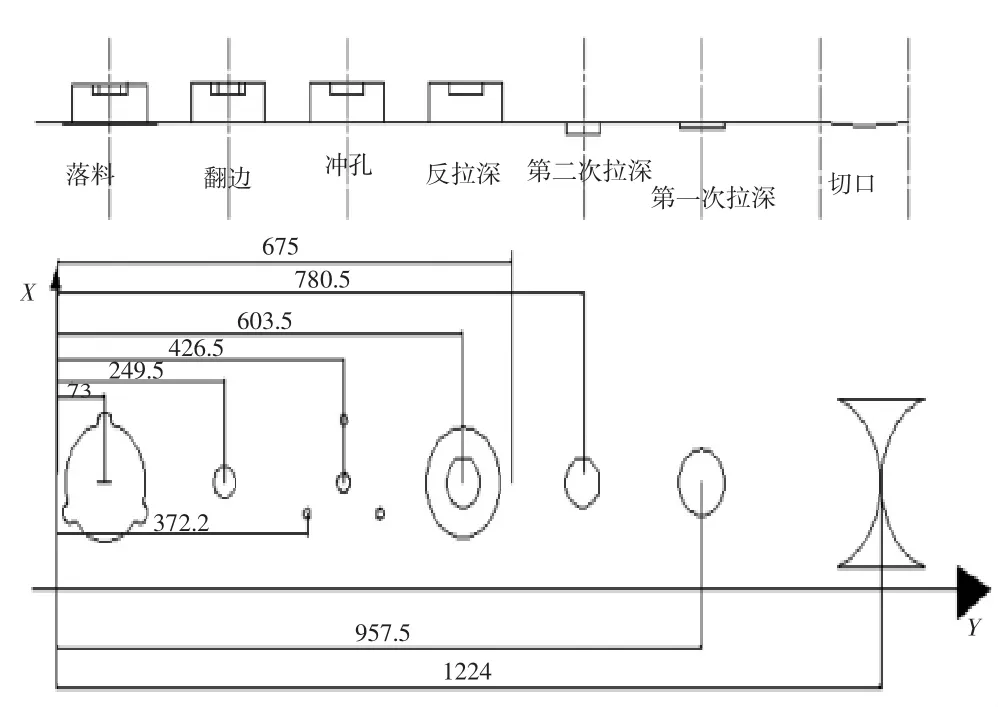
圖3 壓力中心位置圖
根據(jù)合力對軸線的力矩等于各分力對該軸線的力矩之和的原理,得出壓力中心的坐標位置[2]。
式中,L0為相應的周長,代入數(shù)據(jù)算得 x0= 674.964 mm,y0= 0.
4 電機端蓋模具結(jié)構(gòu)設計
該模具的設計主要由拉深和沖裁組成,用側(cè)刃切口來實現(xiàn)定位、確定步距。進料從右邊到左邊,為了實現(xiàn)模具下落時法蘭邊緣在同一水平線上,第三次拉深采用倒裝結(jié)構(gòu)[1]。整個加工工序為切口—空工位—次拉深—二次拉深—反拉深—沖孔—翻邊—落料。整體結(jié)構(gòu)如圖4所示。
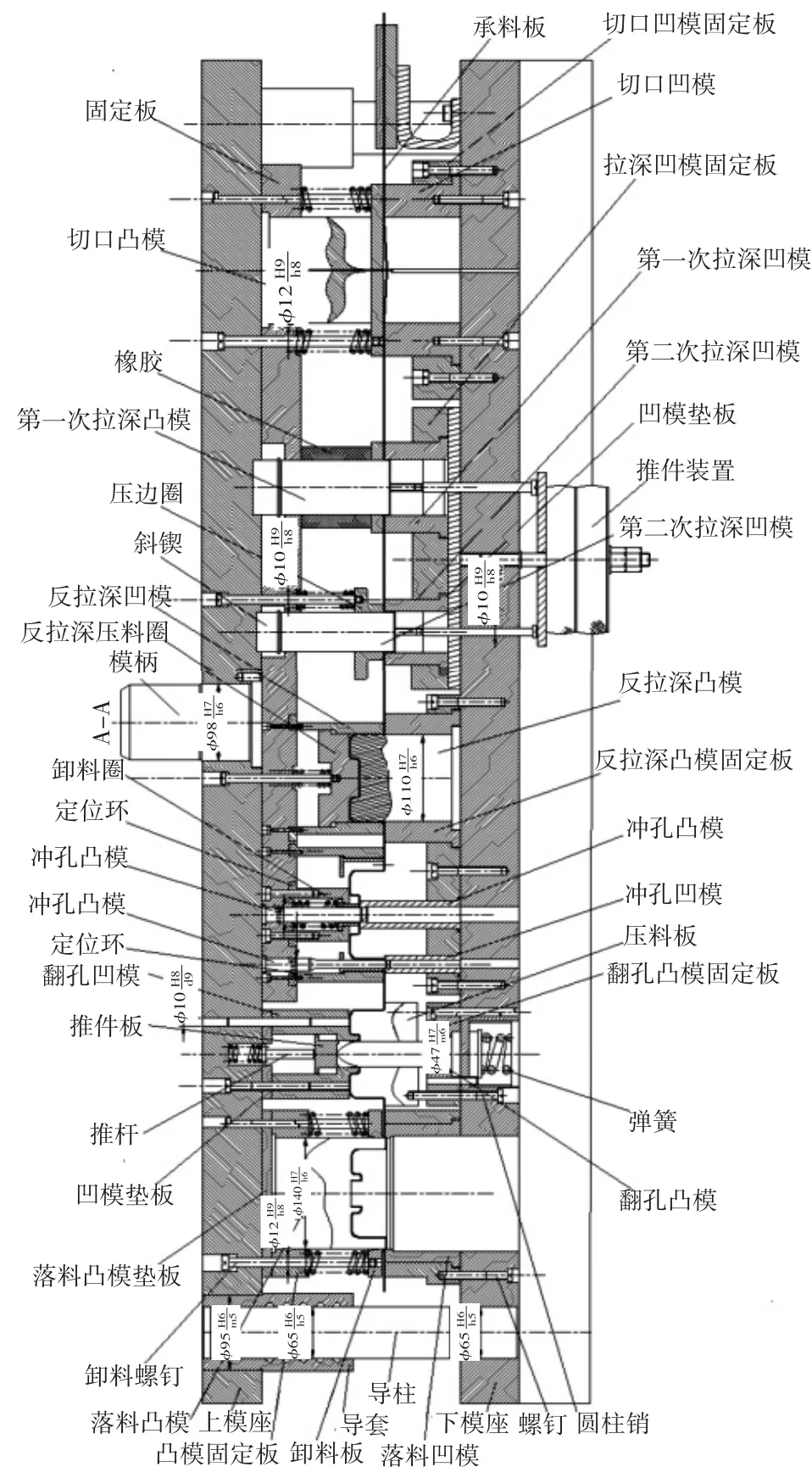
圖4 總裝配圖
5 結(jié)束語
通過對電機端蓋沖壓成型工藝的分析,確定該端蓋的沖壓工藝的方案。并進行壓力工位的設計,選擇合適的拍樣方案,畫出了相應的拍樣圖,最后設計出模具的結(jié)構(gòu)圖。通過此端蓋設計的整體思路,為模具設計者提供了一個設計的思路及方向。
參考文獻:
[1]康俊遠.電機端蓋沖壓工藝分析與級進模設計[J].模具工業(yè),2007,33(3):34-38.
[2]沖壓工藝與模具設計編寫委員.會沖壓工藝與模具設計[M].北京:國防工業(yè)出版社,1993:125-129.
[3]賈俐俐.沖壓工藝與模具設計[M].北京:人民郵電出版社,2008:27-230.
[4]陳炎嗣.多工位級進模設計與制造[M].北京:機械工業(yè)出版社,2013:145-186.
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
