數控銑床對刀方法及應用
2018-04-02 07:17:12莊宏軍楊春紅
裝備制造技術 2018年1期
關鍵詞:方法
莊宏軍,楊春紅,于 地
(長春光華學院,吉林 長春130033)
數控銑床在機械加工中用途廣泛,加工精度高,加工質量穩定可靠,能加工輪廓形狀復雜或難以控制尺寸的零件,如大部分模具都要通過數控銑床來加工。數控銑床的對刀是數控加工的最基本操作。通過對刀測量出程序坐標系原點與機床坐標系原點之間的偏移距離,并設置程序坐標系原點,并設置以刀位點為參照的機床坐標系里的坐標。實質就是讓系統知道程序坐標系原點在機床坐標系中的確切位置[1]。因此,對刀是連接編程和加工的橋梁,無論是手工編程還是自動編程在實際加工之前都要進行對刀操作。掌握合適的對刀方法對數控加工質量的提升有著重要的意義。本文以案例形式剖析各種對刀方法在實踐中的應用。
1 常用對刀方法
對刀的方法有很多種,按對刀的精度可分為粗略對刀和精確對刀;按是否采用對刀儀可分為手動對刀和自動對刀;按是否采用基準刀,又可分為絕對對刀和相對對刀等[2]。實際生產中常用的對刀方法如下:
1.1 試切對刀法
方法1:方形工件,編程原點在工件的頂面中心。利用機床CRT顯示的機床坐標系來計算出工件系位置并輸入到相應的儲存器中。在其過程如下:
(1)主軸正轉。
(2)手動控制刀具移動至接觸毛坯左側面,記錄CRT顯示的機床坐標值X1,退刀;手動控制刀具移動至接觸毛坯右側面,記錄CRT顯示的機床坐標值X2,退刀;手動控制刀具移動至接觸毛坯前側面,記錄CRT顯示的機床坐標值Y1,退刀;手動控制刀具移動至接觸毛坯后側面,記錄CRT顯示的機床坐標值Y2,退刀;Z方向手動控制刀具底部接觸工件毛坯上表面,記錄CRT顯示的機床坐標值Z.
(3)根據記錄的X、Y坐標,計算出工件坐標系原點的機床坐標,即X軸工件系值 =(X1+X2)/2;Y軸工件系值 =(Y1+Y2)/2,Z軸工件系值=Z,最后將計算值直接輸入到對應的儲存器號碼中。
方法2:方形工件,邊長L,刀具半徑為R,編程原點在工件的頂面中心。利用刀具半徑和工件尺寸來找到工件系位置的方法。過程如下:
(1)主軸正轉。
(2)手動控制刀具移動至接觸毛坯左側面,在“工件坐標系”設置界面中,輸入刀具中心點在工件坐標系中的X坐標值,即X-(L/2+R),若刀具接觸毛坯右側面,則輸入X+(L/2+R),然后點擊屏幕下方“測量”軟鍵,系統會自動將工件坐標系原點的X向位置計算出來。同理,手動控制刀具移動至接觸毛坯前側面(Y軸正向),輸入刀具中心點在工件坐標系中的Y坐標值,即Y+(L/2+R),若刀具接觸毛坯后側面(Y軸負向),則輸入Y-(L/2+R),然后點擊屏幕下方“測量”軟鍵,系統會自動將工件坐標系原點的Y向位置計算出來。
(3)Z方向手動控制刀具底部接觸工件毛坯上表面,一般會選擇在有加工余量的位置進行試切,直接在對應的偏置寄存器中輸入Z0后,點“測量”軟鍵即可。
試切對刀法是最基本的對刀方法,簡單、易學,不容易出錯,但試切對刀會在零件表面留下切痕,所以對零件表面有精度要求的就不能采用試切對刀法。可選用對刀原理相同的機械尋邊器進行對刀,以免在零件表面留下切痕,但尋邊器對刀方式會使對刀的精度降低。
1.2 目測對刀法
目測對刀法是一種常用的粗略對刀方法,精度不高但操作簡單,對沒有基準邊或毛坯余量很大的零件這種對刀方法非常適用。例如一方形工件,編程原點在工件的頂面中心,刀具為φ3中心鉆。首先用直尺和劃針在毛坯表面劃出方形對角線的交點;主軸正轉;手動方式下直接將刀具移動到編程坐標系原點上方,刀具中心在X、Y、Z三個方向大致對準毛坯頂面對角線交點,則此時CRT顯示的坐標為程序原點的機床坐標,在“工件坐標系”設置界面中相應位置輸入 X0、Y0、Z0,分別點擊“測量”軟鍵即可。
1.3 百分表對刀法
百分表對刀法是目前比較精確的對刀方法,其方法是利用百分表的精度來達到對刀精度的目的,因此零件基準面的表面粗糙度要好,否則會出現誤差。百分表的精度為0.01 mm.有的時候也會采用千分表進行對刀,千分表的精度為0.001 mm,這就對機床的精度也提出了更高的要求。方法如下:
首先將杠桿百分表移動到如圖1所示的位置,用手按順時針方向盤動主軸,并在手動方式下移動工件和表針接觸,當表針旋轉到最大位置時,用手旋轉表盤,將表針對準零位。這時記錄下此時的機械坐標系中X軸的數值。再將百分表移動到如圖2所示的位置和零件接觸后,旋轉百分表找到最大位置時停下來,在手動方式下移動工件將百分表指針對準零位,注意不能動百分表的表盤,要用機床移動將百分表指針對準零位,同時也要注意百分表不能超過一圈。這時記錄下此時的機械坐標系中X軸的數值。最后,將兩次記錄的絕對值數值相加再除以2,即是偏移距離數據,該數據一般為負值,將計算得到的數值直接輸入到對應的偏置寄存器中即可。百分表對刀方法較試切對刀法精度更高且不傷零件。
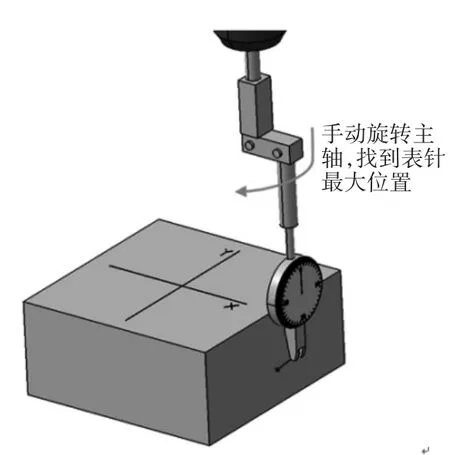
圖1 百分表對刀
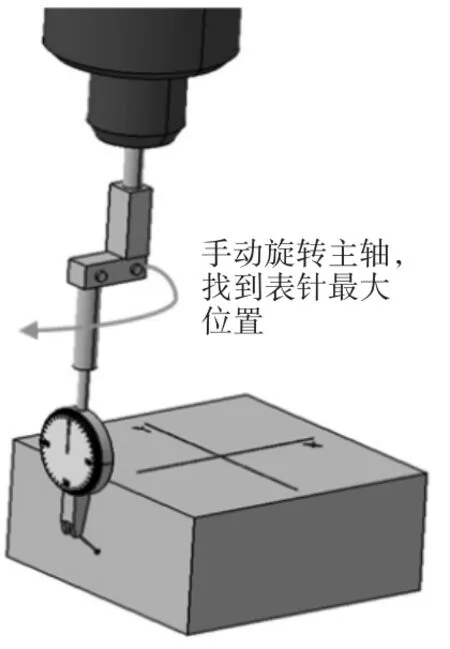
圖2 百分表對刀
2 對刀注意要點
數控銑床在對刀操作之前要先做好以下工作:
(1)保證機床有0.6 MPa以上的工作氣壓,否則刀柄無法與主軸連接。
(2)保證彈簧夾頭和刀柄錐面的清潔,安裝之前必須擦拭干凈。
(3)確定零件編程坐標系原點在零件中的位置來選擇合適的對刀方法。
(4)檢查百分表的精度,裝夾百分表對刀或找正時,絕對不能開啟主軸,防止百分表被甩出。
(5)對刀基準塊一般要裝夾在機床的極限位置,給零件加工讓出更大的活動空間。
(6)為了提高試切對刀的精度,銑刀最好選擇新刀。
3 數控銑床對刀的實際應用
(1)案例 1
有些零件的基準面不允許試切或無法完成試切,這種零件的對刀在實際生產中經常遇到。如圖3所示車燈檢具,編程坐標系原點在工件的左下角位置,無法進行試切對刀,且零件表面也不能有切痕,此種情況多選用百分表對刀。若零件原點不在零件對稱中心線上,可使用百分表結合對刀塊來完成對刀。對刀塊的結構和安裝如圖4所示。
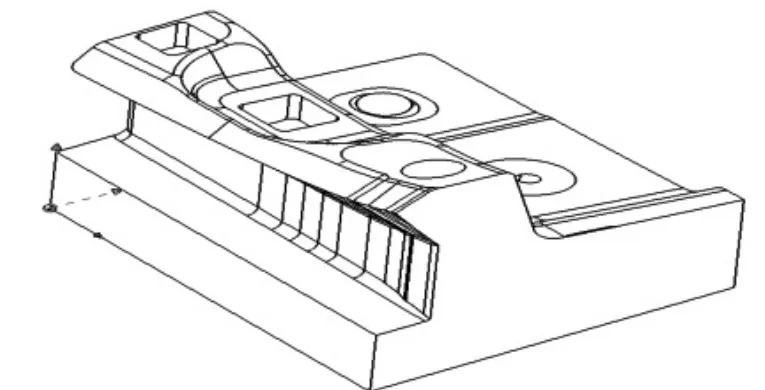
圖3 車燈檢具主體
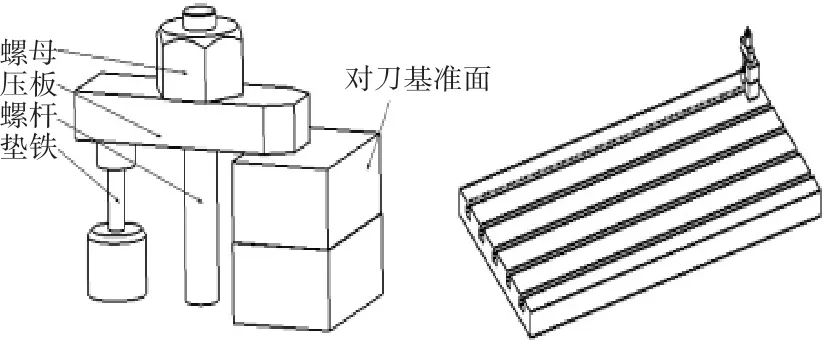
圖4 對刀塊示意圖及安裝
對刀基準面要經過直徑為10的銑刀銑削后設置編程原點(G54),如圖5所示,用φ10銑刀精銑Y軸基準面,在G54偏置寄存器中輸入“Y-5”,點擊“測量”按鍵,完成Y軸對刀;再精銑X軸基準面,輸入“X-5”,點擊“測量”按鍵,完成基準面對刀。
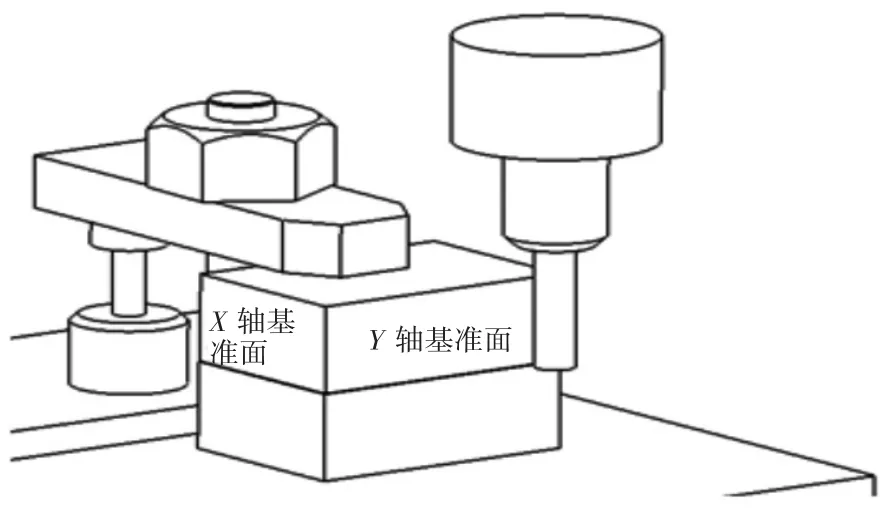
圖5 基準面對刀
然后通過百分表和機床相對坐標系的值測量出該基準面與零件編程原點間的距離。
測量基準塊時,先將百分表移動至圖6所示的位置,百分表的指針對準零線時,手動將相對坐標系X軸清零。再將百分表移動到圖7所示的位置,在移動過程中不能觸碰主軸和百分表,當百分表的指針對準零線時,記錄下此時相對坐標系下的X軸數值,此值就是對刀塊X軸基準面和零件X軸基準面之間的距離。將此數值設置到工件坐標中,完成X軸對刀。
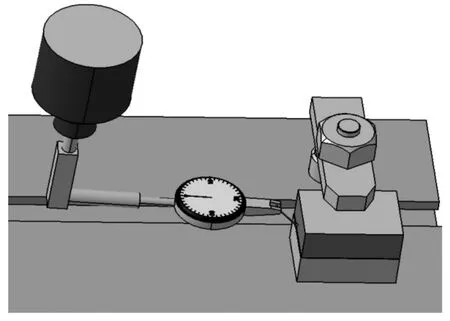
圖6 百分表與對刀塊位置
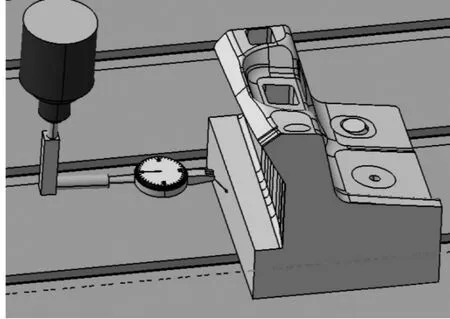
圖7 百分表與零件位置
百分表屬精密儀器,用此方法對刀時,在手動方式下移動機床讓百分表和基準面接觸,要適當調解移動倍率。避免因進給倍率過大而損傷百分表。
(2)案例2
在實際生產中,還經常遇到沒有基準面的零件,比如曲面或斜面組成的零件,如圖8、圖9所示。
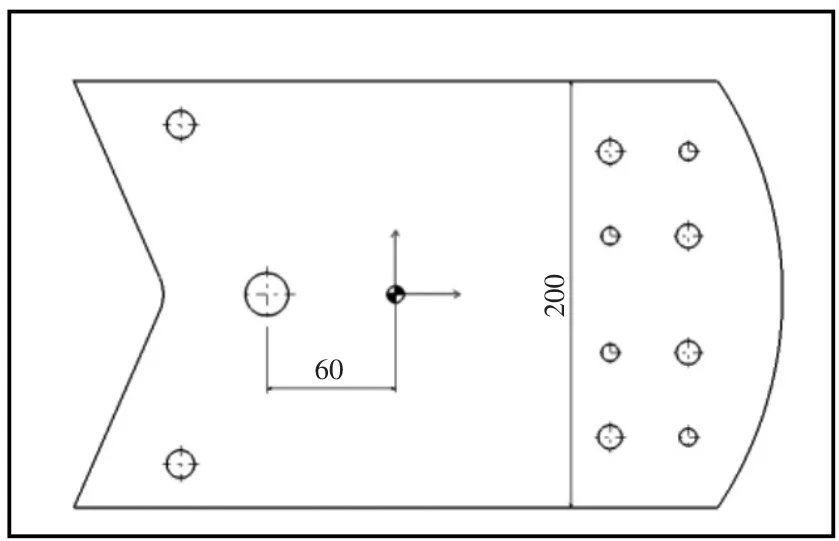
圖8 底板
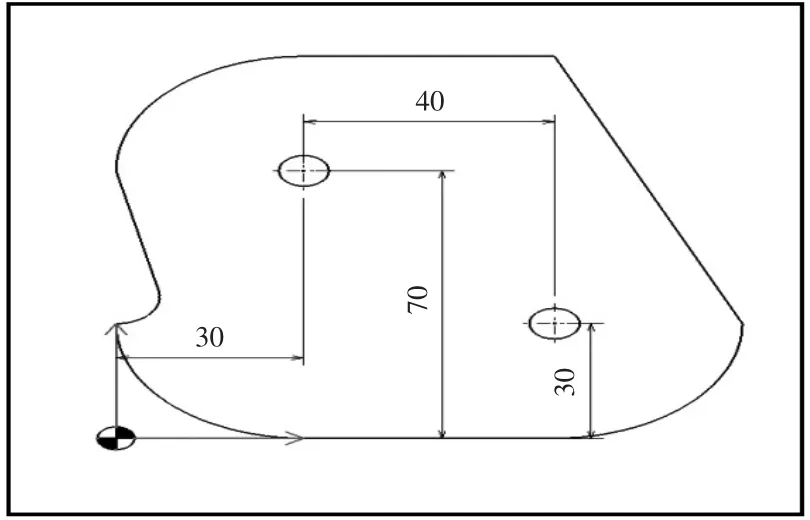
圖9 定位板
這類零件對刀方法主要是先用百分表找到孔的中心線位置,如圖10、圖11.再通過圖樣給出的尺寸,找到編程原點位置。用這種方法對刀的難點就在于如何用百分表來找到孔的中心線位置,其方法和前面講的用百分表找零件對稱中心線對刀方法相似,但要注意用此方法對刀的孔一定要經過精加工,否則對刀精度會不高,在手動盤動主軸過程中要注意保護表針觸頭,用力不宜過大。

圖10 百分表與孔位置1
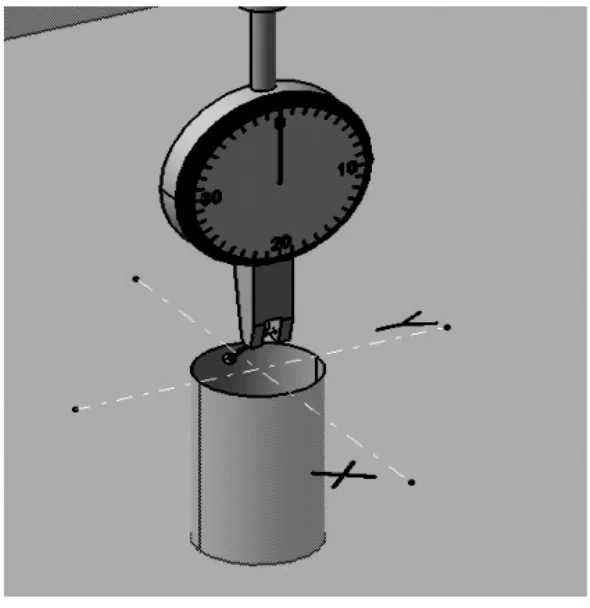
圖11 百分表與孔位置2
(3)案例3
為了提高生產效率,有時需要一次裝夾兩個工件進行銑削加工。如圖12所示,使用高精度平口鉗同時裝夾一組對稱零件,定位側板進行X軸定位。采用這種裝夾方式的前提是兩個工件的外形尺寸必須一致,否則平口鉗只能裝夾住一個零件,通常這種零件都是兩個一起裝夾加工而成。對刀應建立兩個工件坐標系,如圖13,可在平口鉗的兩端分別設置G55工件坐標系和G56工件坐標系,使用對刀塊結合百分表完成,此處不再贅述。
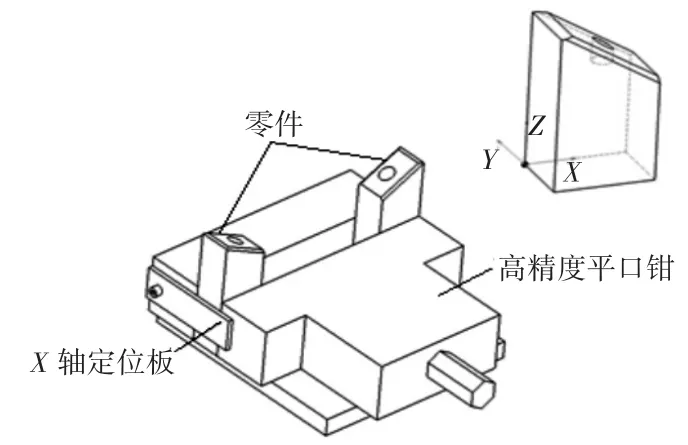
圖12 零件裝夾
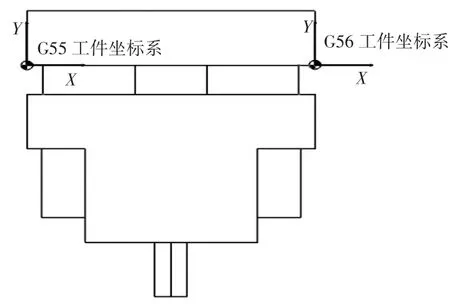
圖13 工件坐標系設置
4 結束語
隨著現代數控技術的不斷發展,尤其是模具、檢具行業,會涌現出更多奇特或異形零件。對刀則是數控加工中的主要操作和重要技能,也是影響零件加工精度的重要因素。要根據零件的精度、形狀、和要求靈活選擇,才能找到合適有效的對刀方法。
參考文獻:
[1]張建成,方 新.數控機床與編程[M].北京:高等教育出版社,2013:196-197.
[2]余興波.數控加工實訓教程[M].吉林:吉林出版集團有限責任公司,2010:111-112.
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
