機器人MAG弧焊參數在線監控及精確追溯系統
2018-04-02 07:17:22顧承揚劉云泊雷海蓉
裝備制造技術 2018年1期
顧承揚,劉云泊,雷海蓉
(上汽大眾汽車有限公司質量保證部,上海201805)
目前汽車行業零部件焊縫質量監控通常采用人工切片法,該方法處理周期長、成本高、且只能抽檢局部焊縫的質量,一旦發現質量問題,企業將面臨整批零件報廢。焊接工藝規范的設定,是以首件疲勞試驗合格為基礎的,如果在批量生產過程中焊接參數超出設定規范或被誤修改,會造成焊縫熱影響區的變化,即使焊縫外觀無缺陷,產品疲勞性能也會大打折扣,存在安全隱患[1]。隨著信息、網絡技術的飛速發展和機器人焊接技術的大規模普及,從過程中保證批量產品質量穩定,實時監控機器人焊接主要參數,將焊接的理化過程量化識別和分析,已被業內重點關注[2]。國際主流焊機品牌都在加緊開發研究,如奧地利Fronius焊機有監控模塊Q-Master,美國Miller焊機有監控模塊Insight Centerpoint,由于通訊接口的限制,這些監控系統只限于在品牌內使用,形成壟斷價格高昂。J.D.Cullen[3]等研究的在線質量監控系統僅限于點焊。弧焊是一個復雜多變的過程,其中焊接參數(電流、電壓、時間)的非預期變化對焊縫質量影響最大,因此是主要監控的焊接工藝參數。弧焊參數監控系統一般包括焊接工藝參數的數據采集與傳輸、數據處理、數據存儲與追溯三個方面。有科研工作者嘗試做過一些基礎研究,如,劉芳、陳方嶺等研究了焊接監測與控制系統,實現了工藝參數在線監控與查詢,通過該系統可以積累大量的數據,為進一步優化焊接工藝及全過程焊接管理體系提供了有效平臺[4-5]。王盛弢等研究的弧焊參數網絡化監測系統,在監控焊接工藝的同時,通過數字圖像處理實現了監控參數的可追溯性[6];呂陽設計了一套基于Access數據庫的機器人焊接過程監控系統,該系統可以根據專家經驗實現對焊接參數及視頻等多信息的智能監控[7]。
目前未發現已經在汽車行業成熟應用于焊接批量生產且具有通用性的監控系統。因此,本文基于產品焊接批量生產的實際需求,進一步研究了焊接參數的分段監控及可追溯性的實現方法,讓監控系統能夠更加可靠高效地服務于焊接生產線。
1 焊接參數監控系統組成
焊接參數監控系統主要包括數據采集裝置、數據中繼站、服務器、工控機、人機交互接口,如圖1所示。采集裝置為電流霍爾傳感器和電壓霍爾傳感器,電流、電壓信號采集終端分別與焊機電源的輸出端連接。數據采集端通過CAN總線與所述數據中繼站連接,再與服務器相連。本系統采用業內通用的VLIW(Very Long Instruction Word)架構服務器,使用多顆高性能CPU搭建中央處理單元計算架構,增強其并行處理能力;數據存儲單元采用工業級磁盤陣列存儲,保證客戶數據存儲的時效性、完整性和可靠性;網絡傳輸單元采用雙千兆網卡傳輸交換數據;顯示單元采用工業級Matrox顯示卡,并通過高清晰度多媒體接口HDMI傳輸信號,保證信號的完整性和及時性。數據傳輸下端傳輸采用CAN總線式網絡結構,上端傳輸采用以太網方式,增強系統的可接入性及擴展性。焊接參數在線監控與精確追溯系統,物理連接簡單無須復雜布線,采集裝置掛于設備外,通用性強,適用于各種多變的現場應用環境。
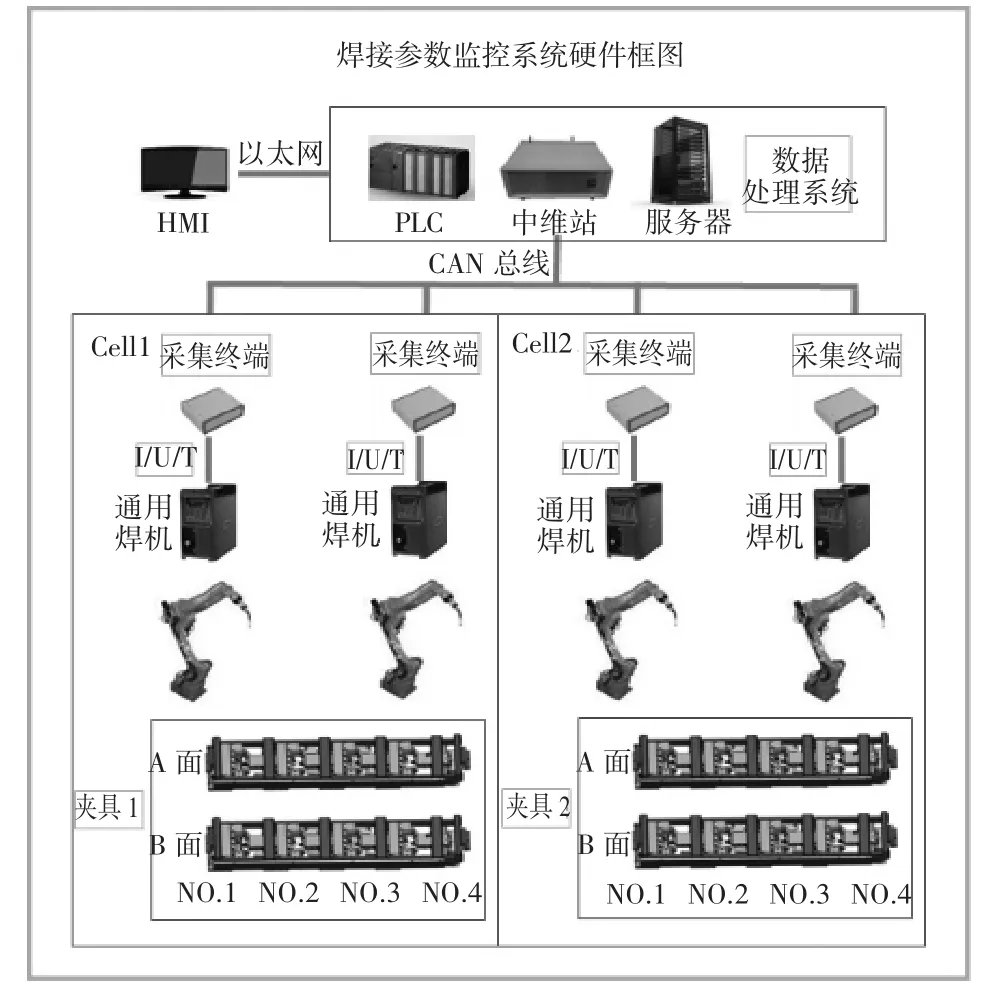
圖1 焊接參數監控系統硬件框圖
2 系統功能及特點
本系統的功能特點在于在線監控與精確追溯兩個方面,一方面通過數據采集及處理,在線監控重要焊接參數來判斷焊接過程質量穩定性,從而指導操作者提前采取措施優化焊接過程。另一方面由于本系統實現了焊縫與參數的精確追溯,操作者可通過HMI(Human Machine Interface人機交互界面),查詢缺陷件對應焊縫的歷史焊接參數,能夠更有針對性的分析問題。如圖2所示。
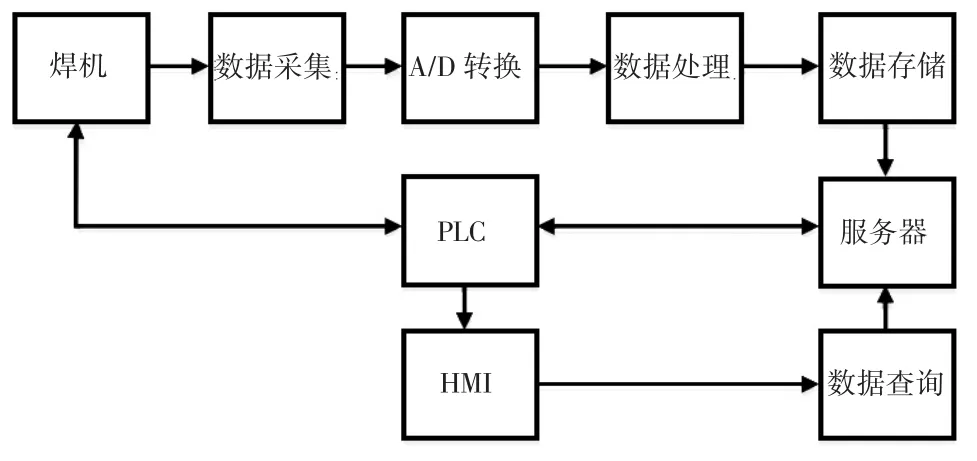
圖2 系統功能邏輯框圖
2.1 焊接參數取樣
焊接參數監控系統采樣使用霍爾電流傳感器和霍爾電壓傳感器直接測量電流電壓,無需對焊接電源進行任何改動,也沒有焊機品牌限制。焊接過程不同熔滴階段的瞬時電流電壓差別大,通過比較不同采樣頻率F(1 Hz~100 Hz)的數據,選擇合理的采樣頻率。本系統采樣頻率可依據不同產品需求在上述范圍內調整,同時可設置電流和電壓校正系數對采集數值進行補償。本系統采用MySQL數據庫,在提高數據傳輸效率的同時保證數據的完整性和穩定性,采集終端先將數據壓縮存儲在本地,按一定頻率上傳中繼站,數據在服務器端解壓還原,服務器剔除損壞的數據包。
為避免焊縫起收弧影響,將焊縫分段為起弧段、主焊縫和收弧段進行控制。同時需要設置取樣邊界條件,對取樣數據做降噪處理,剔除起、收弧過程的短路電流及干擾電壓。
如圖3所示,假設機器人啟動指令ARC ON信號后一段時間為t1,暫停指令ARC OFF信號前一段時間t2,為了剔除干擾數據,記錄t1區間后的實時數據,記錄t2區間前的數據,作為該條焊縫的有效取樣區間。根據設備情況和生產經驗,設定電壓Umin<U<Umax,電流Imin<I<Imax為參數正常范圍。
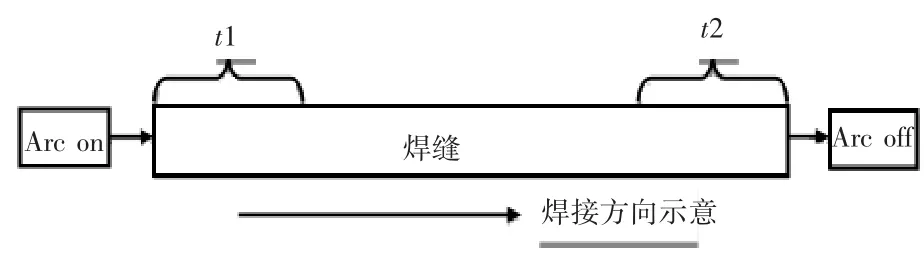
圖3 焊接參數取樣示意圖
本系統通過批量實踐驗證,當t1=t2=0.7 s,Umax=40 V,Imin=50 A,F=10 Hz時,取樣效果較好。
2.2 焊接參數在線監控及預警
焊接參數在線監控是為了從生產過程中監控焊縫質量狀態,確保焊接參數在工藝許可范圍內,如果出現問題,則生產者可第一時間做出反應,以免造成零件批量報廢。
本系統采用Visual C++進行軟件開發,對取樣數據處理后,可沿時間軸在同一界面上同時記錄每段焊縫實時電流、電壓,并伴隨曲線形式實時顯示,如圖4所示。
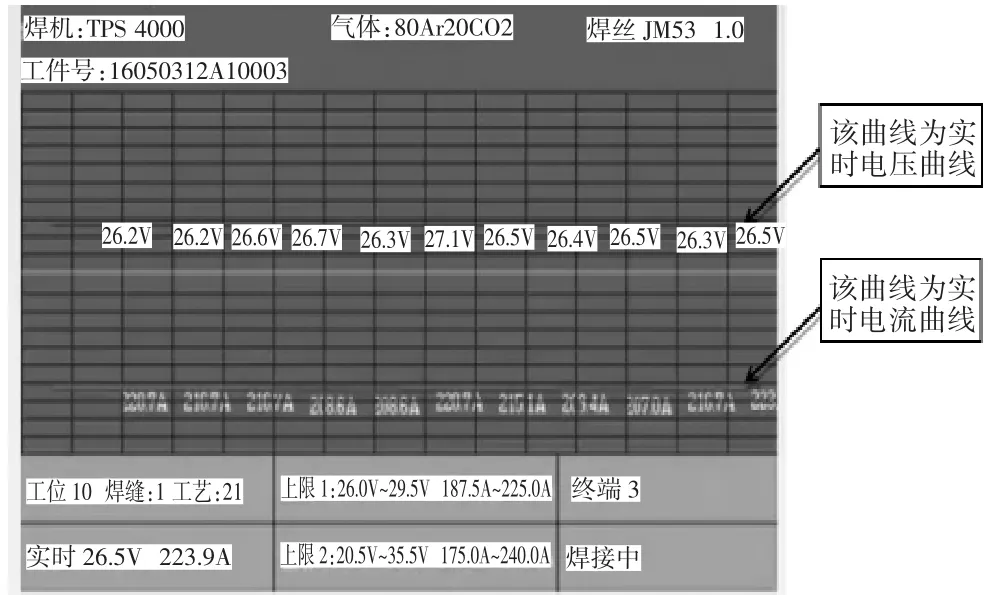
圖4 電流電壓實時在線監控界面
由于焊接過程受外界干撓因素多,為了降低焊接質量問題的誤判率,提高批量生產的流暢性,本系統將實時電流和實時電壓值與預先設定的極限范圍進行比較。本系統可設定兩種極限范圍,定義零件每條焊縫的焊接生產質量控制計劃要求公差為第二極限,當焊接參數超出第二極限時,焊縫質量應判為不合格,應停止生產。第一極限為根據批量生產數據統計及經驗,在第二極限內的設定的預警公差。當實時焊接參數超過第一極限范圍時,系統預警為黃色,當超過第二極限范圍時顯示為紅色,顏色的示意區域如圖5所示。如果超過第二極限的穩定時間高于閥值(本系統擬定Threshold time=2S),監控系統立即報警停機,操作工必須對該焊接工件進行質量檢查,重新復位后生產線才能繼續生產,設計的在線監控流程如圖6所示。
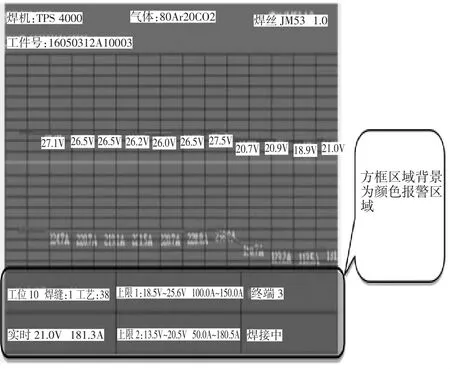
圖5 監控軟件在線報警示界面

圖6 在線監控系統控制流程圖
為了滿足操作的靈活性,系統的極限范圍的上、下限數值既可以根據焊接工藝參數表手工設置,也可根據批量焊接統計結果按自定義規則生成。為了保證采樣數據與原始品牌焊機的準確性,系統可通過設置校正系數對采樣結果進行修正,如圖7所示。
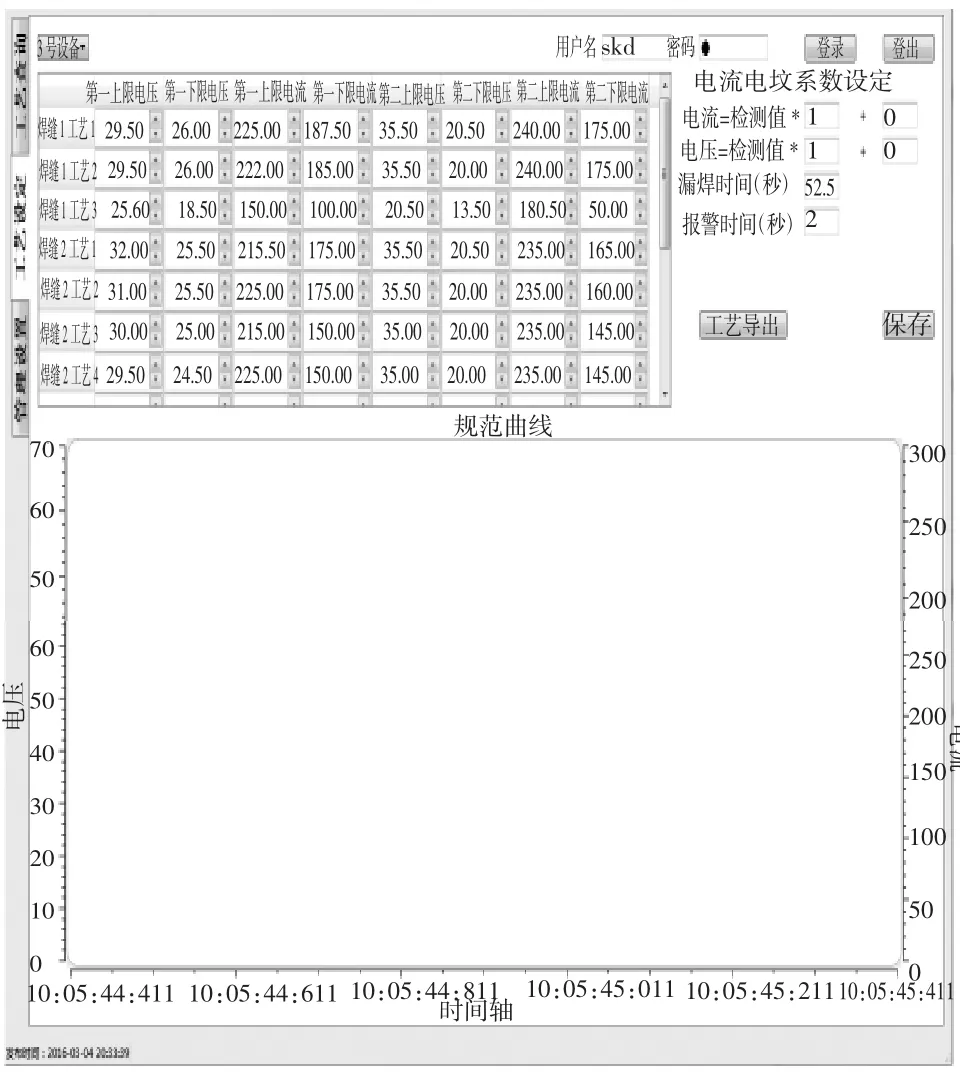
圖7 系統控制參數設置界面
2.3 焊縫與存儲的焊接參數精確追溯
在實際生產過程中,工件中的焊縫往往不止一條,采集和存儲的工藝參數只有實現與焊縫精確追溯,這些數據才有效,否則后續就不具備可分析的條件。
在批量生產過程中,零件按照既定的焊接工藝生產,焊縫的焊接順序是唯一的,因此本系統按照焊接時間鎖定不同焊縫編號對應的焊接參數。在系統的歷史記錄頁面,可以根據工件名(追溯碼)查詢歷史電流及電壓曲線,以及每條焊縫的平均電流、電壓值及每條焊縫的焊接時間等信息,如圖8所示。

圖8 通過工件追溯碼查詢歷史焊接工藝參數和曲線
焊縫的焊接過程須遵循焊接工藝指導書,焊接工藝參數須滿足公差范圍要求。以某車型后橋上橫向導桿中的2條焊縫為例:為了更好的滿足整車臺架耐久試驗性能要求,如圖9所示,將工件焊縫1分割為3段,這3段焊縫分別對應焊縫工藝Job5、Job6和Job18,將焊縫2分割為5段,分別對應焊縫工藝Job7、Job8、Job9、Job10、Job19 進行精細化控制,不同的Job之間有不同的工藝參數(電流、電壓、時間)要求區間。本系統可通過工件代碼查詢到零件每段焊縫及每個job的詳細歷史工藝參數,如平均電流、平均電壓、焊接時間,為后續零件的焊縫質量評估提供了可靠的量化依據,如圖10所示。
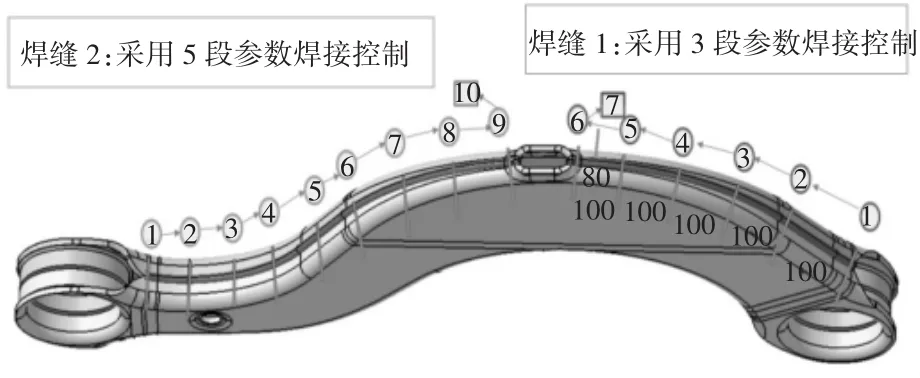
圖9 某車型后橋上橫向導桿焊縫示意圖
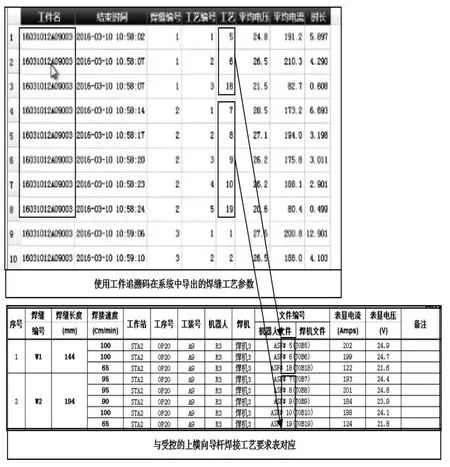
圖10 系統查詢的焊縫分段的工藝參數與工藝要求對比
2.4 零件追溯碼及整車精確追溯
焊接質量監控系統針對每個工件生成唯一的追溯碼。該追溯碼包括工件的產品代碼、生產日期、生產班次、焊機轉臺、工位號和序列號。系統將狀態數據存入到追溯碼中,實現工件與生產時間、焊接參數之間的精確對應關系。焊接質量監控系統包含打印機,將追溯碼打印在工件的表面上形成鋼印。在機器人焊機開始焊接時,機器人焊機將追溯碼傳送給可編程邏輯控制器,然后由可編程邏輯控制器出送給服務器,服務器同時將焊接時的狀態數據記錄在相關焊接規范上。本系統已應用的零件追溯碼共有14位,編碼規則如表1所示,依次按照年、月、日、班次、工作站號、夾具號、工裝號、序列號進行編碼。

表1 零件編碼規則
例如:16071811B07134表示16年7月18日第1班第1個工作站B面第7號工裝焊接的第134件產品。
后續將追溯碼轉化為二維條碼并粘貼在零件上,通過上級總成裝配掃描,實現工件與整車VIN號精確對應。從正向追溯的角度來看,可以準確的查詢到某一焊接工藝下的工件裝配到了哪輛整車上,從逆向追溯的角度來看,可以準確查詢到某一輛車上的某個工件生產時的實際焊接參數是否滿足質量要求。假如售后市場發現一例客戶抱怨該零部件焊縫有質量問題,那么可以讀取工件上刻印的追溯碼,通過本系統精確查詢到當時生產過程的焊接參數,作為質量問題分析的有效依據,同時能夠對比分析歷史焊接過程工藝,判斷是否涉及其他批產零件,從而可以快速、高效且有針對性的分析問題。
又如,當發現X年Y月Z日A班生產的這一批200個工件有焊接質量問題,只需從系統中調取這一批200個追溯碼,通過工件的追溯碼與上級總成裝配的對應關系,精確追溯到每一臺整車WIN碼。那么即使涉及整車召回,也可以精確到200臺,而不是漫無邊際,其余生產日期及批次的工件都可以被有效排除在外,大大降低了召回范圍和費用。
3 焊接質量保障實例
3.1 系統自動檢測漏焊
本系統同時對每個工件的焊接時間進行統計,當工件的總焊接時間低于焊接時間區間時,或者某一條焊縫的焊接時間偏離時間區間時,即認為該工件可能存在漏焊,系統報警并篩選出疑似缺陷件,將工件的焊接質量問題控制在生產現場。
3.2 監控報警發現潛在質量問題
生產過程中連續出現多次電流及電壓超標報警,但檢查工件焊縫無任何外觀缺陷,班組長進一步檢查工作站發現,由于短路引起塑料導絲管軟化粘結,造成焊接電流、電壓超出第二設定極限。操作工當即對其更換維護,避免了一次嚴重質量事故,節約了質量成本,有力保障了批產產品質量,如圖11所示。
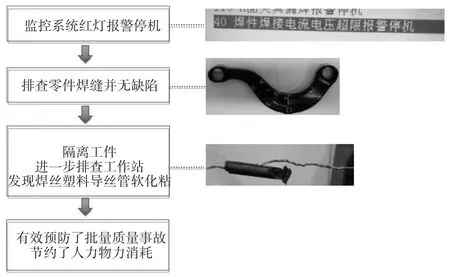
圖11 監控系統發現潛在質量問題案例
4 結束語
本文主要是針對汽車行業零部件機器人MAG弧焊過程開發了一套焊接參數監控系統,搭建了焊接參數監控系統硬件平臺,利用Visual C++開發的軟件系統完成了監控系統的功能設計,基于MySQL搭建焊接參數數據庫,實現分段焊縫的數據存儲與精確追溯,并將其成功應用于批量生產中。
實際應用證明該系統通用性強,對焊機的品牌及型號無特殊要求,具良好的推廣性。對批量生產焊接工藝(電流、電壓、時間)進行實時監控并存檔,為了排除焊縫的起弧、收弧影響,可將焊縫分割為多段進行細化控制。若出現超出工藝范圍的情況,系統自動報警并隔離疑似缺陷件,能夠提前預防嚴重質量問題的發生。
系統能夠通過零件上的追溯碼查詢到產品上所有焊縫的工藝參數記錄,能夠追溯到歷史焊接時的夾具編號及焊接機器人編號,有力保證了批量焊縫質量,為后續零件的焊縫質量評估提供了可靠的量化依據,可避免大規模召回的風險,有良好的經濟效益。
參考文獻:
[1]許保磊.弧焊過程監測及分析系統[D].長春:吉林大學,2009.
[2]蔣 凡,李元鋒,陳樹君.焊接電弧監測技術研究現狀及展望[J].機械工程學報,2018,54(2):16-26.
[3]J.D.Cullun,N.Athi,M.AI-Jader,Multisensor fusion for on line monitoring of the quality of spot welding in automotive in dustry[J].Measurement,2007,41(4):412-423.
[4]劉 芳,蔡春偉,孫清潔.焊接檢測與控制系統[J].哈爾濱理工大學學報,2015,20(4):93-97.
[5]陳方嶺,孫成祥.焊接數據網絡監控系統的開發與應用[J].軌道交通裝備與技術,2013(9):47-49.
[6]王 盛,顧 勇,蔡 艷,等.基于數據通信和圖像處理的機器人弧焊參數網絡化監測系統[J].熱加工工藝,2016,45(9):190-197.
[7]呂 陽.基于Access數據庫的機器人焊接過程監控系統[D].上海:上海交通大學,2015.
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
