煉鐵高爐球鐵冷卻壁的鑄造
2018-04-02 07:17:22唐定忠
裝備制造技術 2018年1期
關鍵詞:工藝
唐定忠
(柳州鋼鐵集團有限公司工程技術公司,廣西 柳州545002)
冷卻壁是煉鐵高爐內的重要組成部件,所起作用主要是確保爐型的穩定和爐況完好,消除熱應力并使爐襯遠離爐內高溫區,延長高爐壽命[1]。目前 ,國內煉鐵高爐的冷卻壁按材質分有灰鑄鐵、球墨鑄鐵、鑄鋼和鑄銅四種;按本體結構形式分為光面冷卻壁和鑲磚冷卻壁(見圖1)。
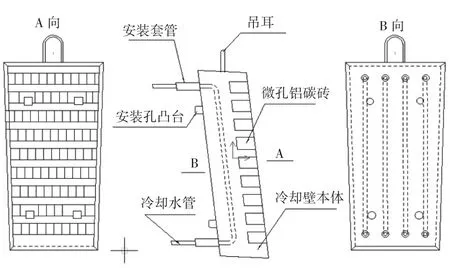
圖1 鑲磚冷卻壁示意圖
光面冷卻壁的材質一般為灰鑄鐵,用在風口帶以下,鑲磚冷卻壁主要用在風口帶以上。由于光面冷卻壁的工況較好,因此在結構設計上較為簡單,材質為普通的HT200,要求不高,一般鑄造都能滿足要求。而鑲磚冷卻壁由于使用工況較為復雜,一般設計結構較復雜,材質要求較高的QT400-20,鑄造難度較大。在鑄造QT400-20時存在的主要問題有:一是冷卻水管的管頭中心距尺寸精度控制不準,導致安裝困難;二是在球墨鑄鐵的球化及孕育處理工藝不夠穩定,導致球化不良,鑄件的機械性能達不到設計要求。因此常常導致冷卻壁在安裝時需要在爐殼上加大割孔和冷卻壁在工作過程中出現裂紋漏水導致休風而影響生產的順利進行。隨著高爐技術的發展,爐殼開孔采用數控技術,開孔精度越來越高,一代爐齡也越來越長,這就要求鑄造的冷卻壁水冷管管頭尺寸精度和鑄造本體性能必須大大提高,否則就難以適應市場競爭的要求。
1 冷卻壁的造型工藝
1.1 模樣制作
為了保證模樣的使用壽命和鑄造的冷卻壁的表面質量,采用一級強度的木材制作整體模樣。由于冷卻壁內鑄入了鋼制的冷卻水管,對球鐵的凝固收縮量造成一定程度的影響,經過多次試驗結果,其凝固收縮量控制在0.5%的范圍內即可。由于采用樹脂砂造型,為確保脫模方便,在垂直于分模面的兩側貼上一層硬質、光滑的樹脂板。
1.2 冷卻壁冷卻水管的制造工藝
1.2.1冷卻水管的彎制
由于冷卻水管鑲鑄在冷卻壁內,冷卻水管在高溫鐵水的作用下會發生膨脹與收縮的過程,所以彎制前必需確定其合理的收縮量,根據試驗結果一般預留收縮量為0.5%.冷卻水管必須是冷彎,以防止熱彎時溫度控制不當出現過燒而破壞其性能。彎制好的水管必須進行試壓和通球檢驗。檢驗合格后的管子要進行拋丸除銹處理。
1.2.2冷卻水管的安裝套管的裝配
為了保證冷卻壁在使用過程中,冷卻水管在冷卻壁內能自由的收縮,以防止冷卻壁和冷卻水管的收縮不同步而拉裂冷卻壁或者冷卻水管。因此在冷卻水管外加裝安裝套管(如圖2),安裝套管與爐殼焊接在一起,起到固定冷卻壁的作用。
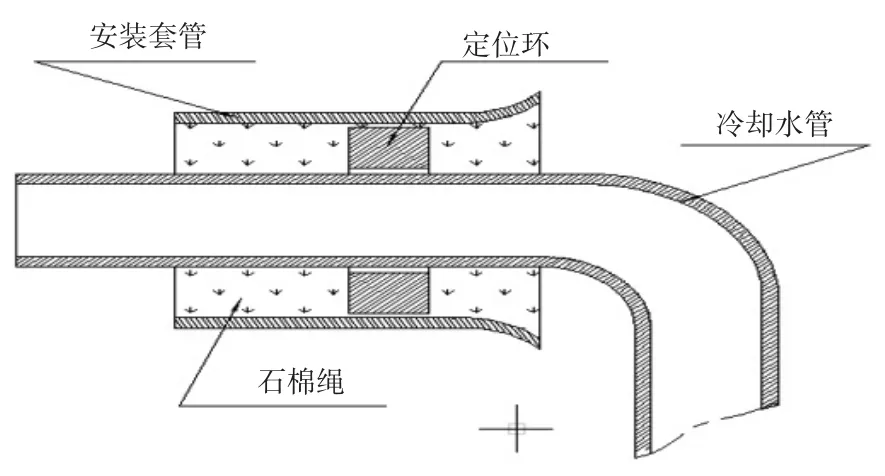
圖2 安裝套管裝配示意圖
1.2.3冷卻水管防滲碳處理
將彎制好的冷卻水管表面進行拋丸除銹后,涂刷2~3遍浙江省某公司生產的專利產品“KC202”防滲碳涂料,涂層厚度控制在0.2~0.4 mm范圍內。
1.2.4冷卻水管的尺寸控制
由于高爐熔煉技術的發展,對高爐一代爐齡的要求也越來越長,因此冷卻壁的安裝精度要求也越來越高,爐殼安裝孔全部采用數控切割,對冷卻壁的冷卻水管管頭尺寸偏差控制要求在控制φ3 mm以內,而冷卻水管在冷卻壁內受到高溫鐵液的作用時熱脹冷縮又難以預測其尺寸收縮量,僅靠設計鑄造收縮量來控制管頭尺寸的難度較大,經過多年的生產經驗總結,設計出一套工裝(如圖3)來控制其尺寸。該工裝通過預留一定的管頭收縮空間來控制各管頭收縮難以統一的情況。配箱時通過調節螺母的作用來調節管頭縱向中心距,同時通過固定架來控制管頭的橫向中心距。最終保證管頭中心距的精度偏差控制在φ3 mm范圍內。
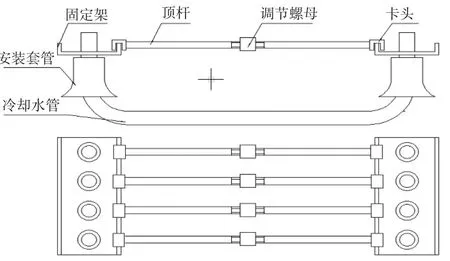
圖3 冷卻水管尺寸控制工裝示意圖
1.3 冷卻壁的砂型制造
1.3.1型砂選擇
為了確保冷卻壁的表面光滑,保證壁厚尺寸偏差及各端面棱角線分明,采用呋喃樹脂砂造型工藝,砂型的分型負數控制在 1~2 mm[2].由于安裝孔砂芯細而長,容易粘砂,造成清砂困難。設計用鋼板焊制了整體芯殼。最后整體芯殼鑲鑄在冷卻壁中,清砂時敲掉鋼殼內的砂子,保證了螺栓孔的鑄造質量,提高了生產效率。
1.3.2冷卻壁鑲磚處理
為了延長冷卻壁的使用壽命和適應高爐冶煉強度的需要,對高爐不同層段的冷卻壁采用鑲鑄不同材質的磚來半覆蓋冷卻壁。為了保證磚與磚之間沒有鐵液進入和減輕鐵液冷卻收縮時對磚的收縮壓力,在所有可能接觸鐵液的磚面皆用一層(3~5 mm厚)耐火石棉氈覆蓋住。
1.3.3澆冒口系統的設置
為了防止澆注過程中鐵液直接對冷卻水管的沖刷而導致穿管,采用了小截面、多內澆道、半封閉、階梯式澆注系統。直澆道設置在冷卻壁一側面,嚴禁內澆道直接沖刷冷卻水管。在冷卻壁上各鑄造凸臺處設置直徑20 mm的出氣冒口[3],直澆道對面及冷卻壁兩側設置若干壓邊集渣冒口,冷卻壁鑄造工藝如圖4所示。

圖4 冷卻壁鑄造工藝示意圖
2 鐵水熔煉及球化處理工藝
2.1 化學成份的選擇
QT400-20牌號的冷卻壁屬高韌性球墨鑄鐵,且斷面尺寸厚大,球化處理難度較大,只有合適的化學成份才能使鑄態鐵素體含量達到較高的水平,保證較高的延伸率。通過對各化學元素的作用逐一進行分析,最后確定將球墨鑄鐵冷卻壁的化學成份控制在如下表1所示范圍。

表1 冷卻壁的化學成份控制表
2.2 原材料選擇及配比
原材料選擇柳鋼生鐵、河南林州生鐵、廢鋼、同牌號回爐鐵,爐料配比柳鋼生鐵(40%)+林州生鐵(30%)+廢鋼(15%)+回爐鐵(15%)[4]。
2.3 鐵水熔煉工藝
Q T400-20牌號屬高韌性球墨鑄鐵,其生產難度較大。由于該冷卻壁斷面尺寸厚大,使得其鑄態下基體組織中鐵素體量難以達到較高水平,因此其熔煉工藝是關鍵。為了保證鐵水熔煉質量,采用沖天爐熔化鐵水,中頻爐升溫精煉的雙聯熔煉工藝。
2.4 鐵水處理工藝
要想達到QT400-20的性能要求,必須保證鐵水球化良好,保證鐵素體含量在95%以上。因此,選擇江西龍南DY-2釔基重稀土球化劑,一次孕育劑選用75硅鐵,二次孕育劑選用稀土高效孕育劑。球化孕育處理工藝如下:將75SiFe破碎成10~20 mm塊度并進行烘干。在鐵水包底一側放入1.4%球化劑,攤平后再覆蓋0.5%粒度為10~20 mm 75SiFe,然后覆蓋一層鐵屑,上面再覆蓋一層河南某耐火材料廠生產的球鐵專用覆蓋劑。出鐵溫度控制在1 430~1 450℃.一次出鐵液量控制在鐵水總量的2/3,待球化劑反應平穩后再出剩余的1/3的鐵水。通過提高出鐵溫度,實施一次出鐵球化孕育處理技術,使球化反應時鐵液沸騰充分,孕育劑迅速熔化,孕育均勻程度明顯提高,促使石墨球數量增加,石墨球變的更細小、更圓整,石墨球大小達到5級,球化率級別達到3級,伸長率達到20%以上。由于球墨鑄鐵鐵液含渣量大,且具有孕育衰退現象,因此必須在渣扒凈后快速澆注。澆注溫度控制在1 300~1 350℃;為了防止鐵液對冷卻水管產生滲碳等,澆注過程中采用通入氬氣保護性澆注技術。
3 實際生產效果
3.1 附鑄試樣性能檢測結果
通過采取以上措施,抽取部分冷卻壁附鑄試樣檢測化學成分和機械性能以及金相組織(見表2)。
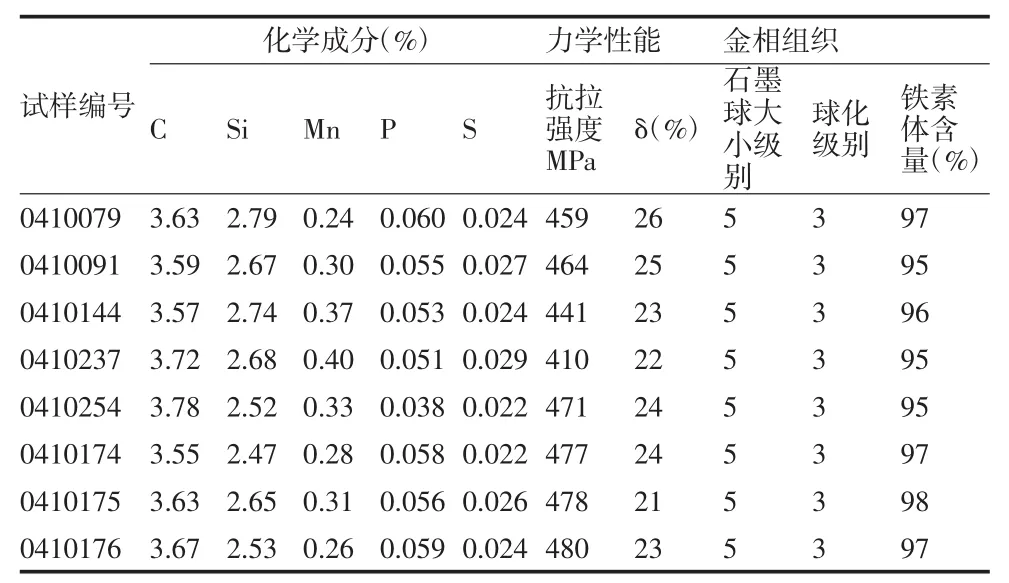
表2 試樣檢測結果表
從表2中數據可以看出各項性能指標都達到要求。
3.2 冷卻壁表面質量檢驗結果
冷卻壁表面光滑,尺寸精度高,冷卻水管頭的尺寸控制精度誤差在±3 mm內。將冷卻壁進行解剖,冷卻水管能輕易地與冷卻壁分離,冷卻水管內壁光滑。冷卻壁試壓無滲漏現象,水管通球無卡阻。
經在煉鐵高爐安裝,完全滿足爐殼用數控開孔的安裝要求,安裝施工順利。通過一代爐齡的使用,過程沒有出現任何因冷卻壁質量問題造成的休風等意外情況發生。
4 結束語
雖然球鐵鑲磚冷卻壁的鑄造技術難度較大,但只要技術人員能夠深入實際,了解其安裝使用工況,敢于創新工藝方法,還是能夠掌握高延伸球墨鑄鐵冷卻壁的鑄造技術。
參考文獻:
[1]范曉明.高爐冷卻壁的制備技術及其研究[J].鋼鐵研究,2007,35(4):51-54.
[2]王君卿.鑄造手冊第5卷鑄造工藝[M].北京:機械工業出版社,2003.
[3]魏 兵.鑄件均衡凝固技術及其應用[M].北京:機械工業出版社,1998.
[4]陳 奇.鑄造技術問題對策[M].北京:機械工業出版社,2001.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
