鋁合金危化品運輸車隔板總成焊接變形控制方法
2018-04-02 07:17:24劉標永仲于進郭成榮
裝備制造技術 2018年1期
吳 欽,劉標永,仲于進,郭成榮
(中國重汽集團柳州運力專用汽車有限公司,廣西 柳州545112)
隨著鋁合金危險品運輸車的運用得到越來越多物流運輸用戶的親睞,如何實現鋁合金危化車的高效制作成為主題。隔板總成結構是某系列鋁合金危化車產品上的重要部件,它與垂直罐筒、水平罐筒及隔板加強圈等相聯接,起到支承、防浪作用。在生產中,工件外周長、平面度一旦出現變形超差,矯正的工作量較大,而且校正后也難以完全達到產品圖紙要求,嚴重影響鋁合金危化車罐體總成的組裝質量及效率。為了保證質量、提升產能,在隔板總成制作的技術準備中,根據產品的結構特點,結合焊接變形理論,采取了必要的控制焊接變形的措施,確保了產品的焊接質量及穩定性,為順利實現后續裝配奠定基礎[1-2]。
1 隔板總成結構特點
整體結構特點(如圖1):鋁合金危險品運輸車隔板總成有兩個部件組焊而成,即由隔板、隔板加強筋組焊構成;從圖1可以看出此結構全長2 730 mm,寬1 115 mm,即整體外型尺寸細長,共有4條直焊縫,焊接量較大,每條直焊縫相隔距離較近,加上是鋁合金結構,易產生焊接收縮變形,影響結構外周長尺寸及平面度。
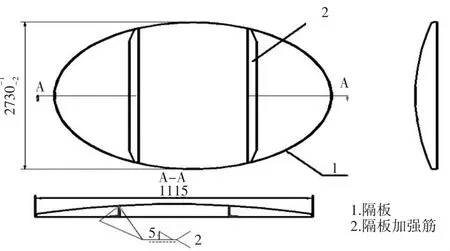
圖1 鋁合金運油車隔板總成示意圖
2 隔板加強筋總成的焊接變形原因分析
根據隔板總成結構特點,能否保證隔板總成的外周長焊后誤差、平面度焊后誤差變形量控制在3 mm內,并使其焊縫的強度達到設計使用要求,是生產制造的關鍵。引發構件焊接變形的原因為:結構件的焊接過程實際上是在焊接局部區域加熱后又冷卻凝固的熱過程,但由于不均勻溫度場,導致焊接件不均勻地膨脹和收縮,從而使焊接件內部產生焊接應力,引起焊接變形。結合其結構特點,此鋁合金隔板總成的焊接涉及的主要焊接變形是扭曲及橫縱向收縮變形。這種焊接變形主要受焊縫橫截面積、焊接熱輸入量、焊接方法、接頭形式及焊接層數的影響,如果沒有工藝措施,就無法控制危化車隔板總成結構的焊接變形量及各板間的準確裝配,焊前不準確,焊后不可能滿足裝配要求[3]。
3 隔板豎筋焊接變形控制方法
焊接變形不僅會影響結構尺寸的準確和外形美觀,而且還會加大裝配的累積誤差,增加后續裝配難度,嚴重者可能無法實現與相關部件的裝配而報廢[4]。從上述分析可知,焊接變形有內在規律,如采取一些必要的控制措施可以將變形減至最小,達到圖紙要求。具體控制措施如下:
(1)備料:由于圖1中件2加強筋屬于細長型L型板,在下料折彎過程中容易產生扭曲變形,故應采用高精度、高效率的數控精細等離子弧切割機下料,盡量減小下料時產生的尺寸誤差,提高板料的平面度和垂直度。
(2)定位:為保證隔板加強筋與隔板結構的對位準確,自制直角靠尺,輔助件1、2部件間的垂直定位。
(3)焊道數量的選擇:由于焊縫截面積越大,冷卻時收縮引起的塑性變形量越大,所以為減小焊縫截面積,在得到完整、無超標焊縫前提下,焊接采用單道焊的焊接方式,焊腳≤8 mm,這樣,單道焊接有利于減低熱輸入,減少多次焊接多構件的影響.
(4)焊接方法的選擇:由于此隔板總成構件采用的板厚小于8 mm的導熱性較快的鋁板5182,根據焊接熱輸入量用公式
q=IU/V
式中,Q為單位長度上熱輸入量(J/ram);I為焊接電流(A);U為焊接電壓(V);V為焊接速度(mrti/s)。
可以看出熱輸入量大時,加熱的高溫區范圍大,冷卻的速度慢,使接頭塑性變形區增大,所以應選擇熱輸入量小的焊接方法;當前廠內焊接鋁及鋁合金常用的焊接方法主要有TIG焊、MIG焊焊兩種。手工MIG焊與手工TIG焊相比,手工MIG焊不但效率高、成本低,而且電流密度高。電弧在保護氣流的壓縮下熱量集中,焊接熔池和熱影響區較小,而且改善了工人的勞動條件。因此,對比兩種焊接方法的優劣可知焊接應首選手工MIG焊。
(5)焊接工藝參數的選擇:焊接工藝參數選擇根據表1所列進行選擇。

表1 焊接工藝參數選擇
(6)焊接防變形固定工裝的選用及焊接位置、焊接順序安排:
按圖2所示,采用防變形焊接工裝固定裝置(所采用的隔板加強筋防變形工裝主要由限位裝置、舉升裝置、托架三部分組成)來進行控制焊接變形,具體操作如下:
首先,找正組對件1、件2焊件,并點固完畢吊至于焊接防變形工裝內水平放置,組對完成后,自檢工件整體尺寸,垂直點固件2加強筋于件1隔板(具體操作如隔板焊接防變形工裝總體控制方案);然后焊接按照下面所述的焊接位置、焊接順序安排進行施焊。
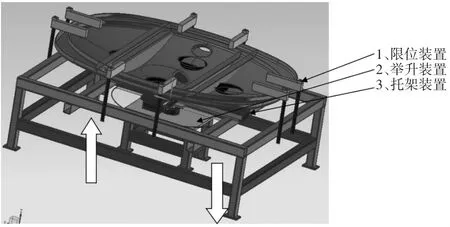
圖2 隔板總成防焊接變形控制控制工裝三維圖
1)焊接位置、焊接順序安排:隔板總成結構整體焊接的全部焊縫均采用水平位置焊接,焊道順序為兩端至中間。首先焊接頂板、底板及筋板相關焊道,其次焊接縱向焊道。長直焊縫均采用對稱、退焊法,這樣可將連續焊縫變成斷續焊縫。在焊接操作中應適當地減慢焊接速度,問歇施焊,以防過熱。每條焊道自檢,消除修補氣孔,弧坑、咬邊、焊瘤等缺陷。
2)隔板焊接防變形工裝總體控制方案:防變形工裝整體尺寸:長2 730 mm×寬2 380 mm×高1 115 mm.
裝夾:將上限位裝置(圖5)限位塊旋轉90°~180°間,將封頭等吊上托架裝置(圖3),并調整吸盤(圖3件1),讓吸盤與封頭等貼合。轉動上限位,使其轉到圖示位置,轉動舉升裝置(圖4),讓托架裝置向上升高,至上限位處頂緊。從而實現夾緊功能。然后焊接。
拆卸:冷卻后,將舉升裝置螺母反向轉動,讓托架裝置下降,待到下限位桿為止,將上限位塊旋轉90~ 180°.吊出封頭。
3)托架裝置(如圖3所示)。托架裝置由吸盤(件1)、導向板(件 3)、限位桿及螺桿組成(件 4)。吸盤與待焊工件接觸,有一定的轉動,起到支撐封頭等的作用,同時也能在操作中減少刮傷封頭的作用。導向板支撐吸盤,上有槽口,能讓吸盤沿槽作一定方向移動,使吸盤與封頭更好貼合。螺桿與舉升裝置上螺母聯接,通過螺母轉動,達到托架上升、下降。限位桿防止托架在上升或下降過程中轉動。
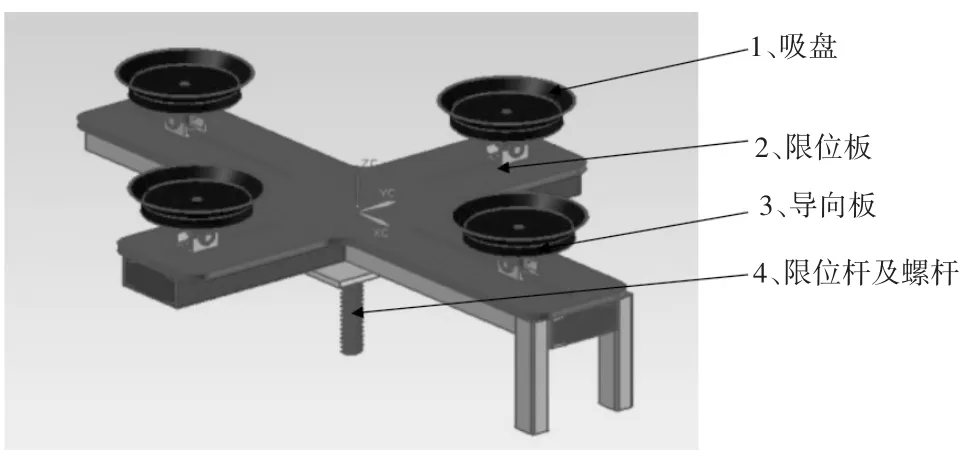
圖3 隔板總成防焊接變形工裝托架裝置
4)舉升裝置(見圖4)。通過轉動圓轉桿(件1),使螺母轉動,從而帶動托架上的螺桿上升可下降,達到頂緊焊件的目的。螺母與螺桿的牙為梯牙,能達到自鎖的功能。
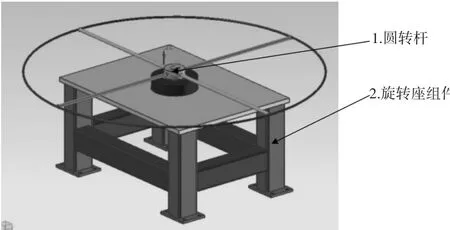
圖4 隔板總成防焊接變形工裝舉升裝置
5)限位裝置(見圖5)。限位裝置由限位塊(件1)、限位塊(件2)固定架組成,其作用是固定隔板總成與隔板總成焊接防變形工裝內,起到防止焊接變形的作用。
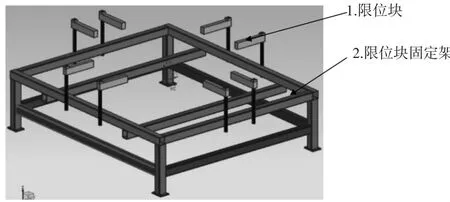
圖5 隔板總成防焊接變形工裝限位裝置
4 結束語
實踐證明,通過采取有效的工藝和控制焊接變形的措施,確保了鋁合金危化品運輸車隔板總成的焊接質量,為順利實現后續罐體總成的裝配質量、焊接質量提供了必要的保證,有效地降低了工人的勞動強度,提高生產效率。同時也為企業在鋁合金危化車的生產制造在焊接變形控制方面積累了寶貴經驗。
參考文獻:
[1]中國機械工程學會焊接學會編.焊接手冊第3卷[M].3版.北京:機械工業出版社,2007.
[2]中國機械工程學會焊接學會.焊接手冊(第1卷)焊接方法與設備[M].北京:機械工業出版社,2001.
[3]錢祖尼.焊接變形的工藝選擇[M].上海:上海科學技術出版社,1958.
[4]中華人民共和國機械工業部統編機械工人技術培訓教材.電焊工工藝學[M].北京:機械工業出版社,1982.
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中華詩詞(2019年7期)2019-11-25 01:43:04
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
