泵蓋加工工藝分析及偏心孔車削夾具設計
2018-04-02 07:17:24徐曉翔儲曉猛
裝備制造技術 2018年1期
關鍵詞:設計
徐曉翔,張 穎,儲曉猛
(江蘇大學基礎工程訓練中心,江蘇 鎮江212013)
高壓泵部件是柴油共軌系統的核心部分,承擔著將燃油由低壓狀態通過柱塞將其壓縮成高壓狀態,以滿足系統和發動機對燃油噴射壓力和噴油量的作用。泵蓋(如圖1所示)是高壓泵部件中的重要的密封零件,其加工質量嚴重影響著柴油機尾氣的排放標準及其工況質量。本文結合企業批量生產的加工要求,分析并設計一套基于數控加工工序集中要求的工藝方案和第三道側面及螺紋孔等加工的偏心孔車削夾具[1-2],從而有效提高工件的生產效率和加工精度,應用效果良好。
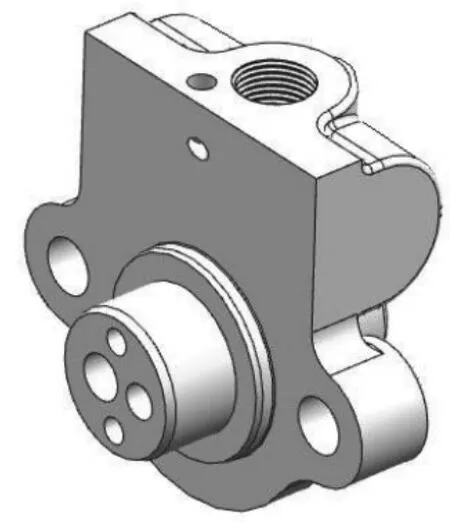
圖1 泵蓋零件實體圖
1 泵蓋加工工藝過程分析
為充分發揮數控機床的加工特點,基于工序集中這一數控加工工藝的原則,結合企業現有設備情況和工件結構(泵蓋零件結構簡圖,如圖2所示),該泵蓋零件設計了4道工序,分別是第一道工序為車M22外螺紋及其端面、車φ30.6外圓及大面(K面)等;第二道工序為鉆鉸大面上(K面)2-φ8.5孔及M22外螺紋端面上4-φ4;第三道工序為車側面(A面)、M12×1內螺紋及鉆鉸φ3×40小孔;第四道工序為鉆φ3.8×40、鉸φ4×4小孔。由于采用工序相對集中的加工方案,每個工序包含了多個工步,一次裝夾解決泵蓋上多個加工特征的加工問題,從而有效保證泵蓋的形狀及位置,減少了裝卸等輔助加工時間,加工質量及效率大幅提高。
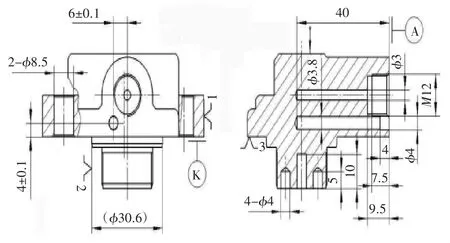
圖2 泵蓋零件結構簡圖
2 偏心孔車削夾具設計分析
2.1 偏心孔車削夾具組成
該專用夾具用于解決第三道工序加工問題,其結構組成如圖3所示,其主要由法蘭盤、菱形銷、圓柱銷、左(右)支撐、銷釘、轉動壓板、球頭螺釘、配重塊、壓塊、安裝座等零件組成。
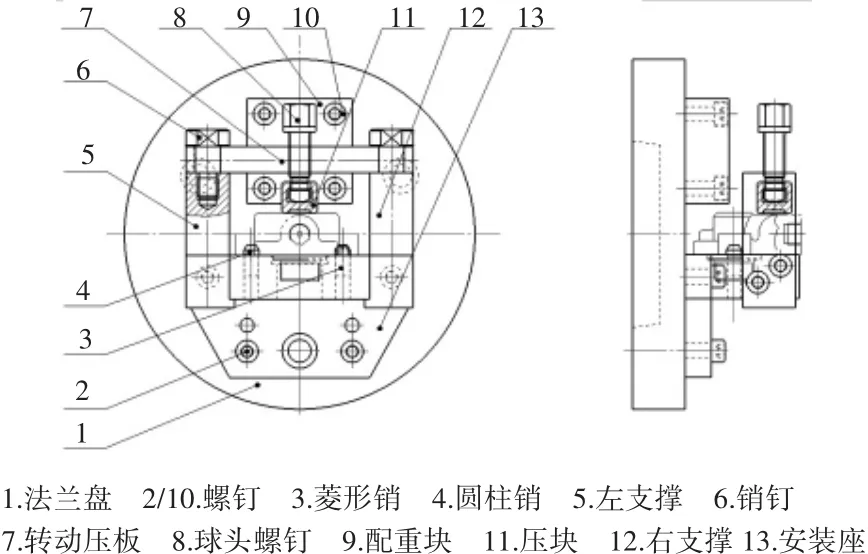
圖3 偏心孔車削夾具總裝圖
2.2 各組成件的設計及其功能
(1)定位裝置設計分析
定位裝置主要由安裝座13、菱形銷3、圓柱銷4等零件組成。在車削泵蓋零件側面(A面)、M12×1內螺紋及鉆鉸φ3×40小孔(第三道工序)時,利用第一道工序車削加工出來的大面(K面)及第二道工序鉆鉸出來的2-φ8.5孔作為定位基準面。根據六點定位原理,安裝座13上開設的一大支承平面與與泵蓋零件K面貼合,限制了泵蓋的三個自由度;圓柱銷4與泵蓋其中一個φ8.5孔配合,限制了泵蓋的兩個自由度;菱形銷3與泵蓋另一個φ8.5孔配合,限制了泵蓋的一個自由度,實現工件的完全定位[3]。其中,需注意各定位元件的制造精度,以保證定位精度和可靠性。
(2)夾緊裝置設計分析
泵蓋零件該道工序采用數控車床加工,該車削夾具將安裝在車床主軸上隨被加工零件一起旋轉,夾具應設計得盡量簡單、安全可靠,使得整個車削夾具的質量降低,以減小車削夾具在旋轉時所產生的離心力及慣性力對零件加工精度造成的影響且需保證零件不能在車削過程中發生脫落和飛出等現象;另外,零件的初期產量不大,且零件尺寸較小,綜合以上兩個因素,宜采用手動單螺旋夾緊機構。夾緊裝置主要由左(右)支撐 5(13)、銷釘 6、轉動壓板 7、球頭螺釘(M12×1.75)8和壓塊11組成。左(右)支撐、銷釘及轉動壓板實現支撐固定球頭螺釘的作用,且通過轉動壓板旋轉一定角度,從而實現零件快速安裝固定及拆卸的目的。轉動壓板上開設有螺紋孔,轉動球頭螺釘,通過壓塊將工件夾緊。壓塊可避免螺桿頭部與工件直接接觸,夾緊時帶動工件轉動,并造成壓痕。
1)切削力的計算
切削力的大小取決于泵蓋材質(40Mn)及車內螺紋M12×1實際選擇的切削用量(轉速S=800、進給量F=1 mm/r),利用NOVEX切削計算軟件,計算得出的理論切削力FC為900 N左右,如圖4所示。在此切削力的基礎上乘以安全因素K[4](取值3),得出所需安全夾緊力FC′=FJ×K=900 N×3=2 700 N.
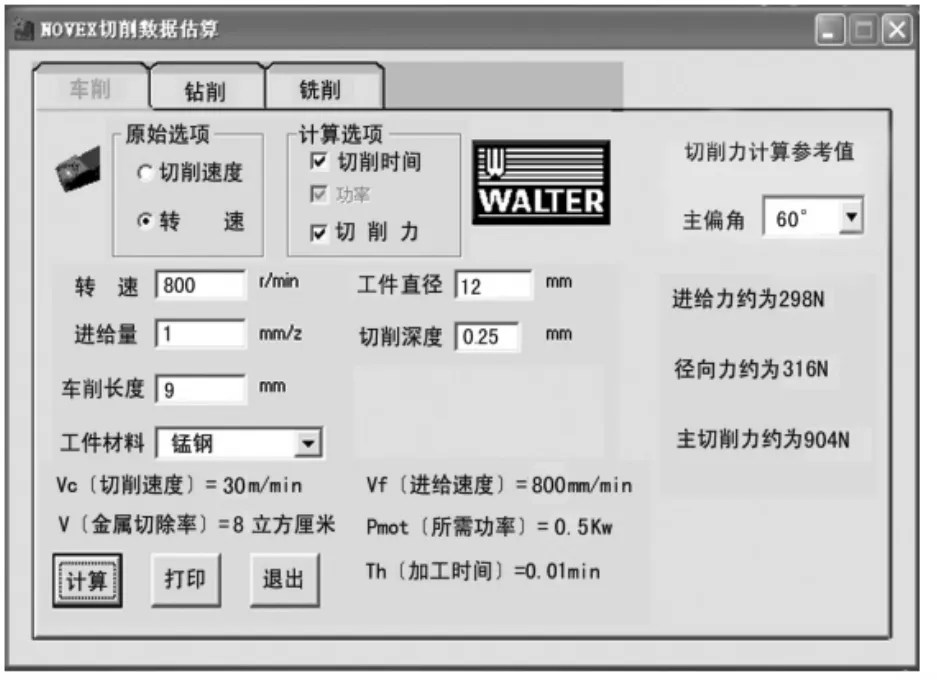
圖4 NOVEX切削計算軟件計算切削力
2)夾緊力的確定
由夾緊裝置的結構可知,該車削夾具采用單螺旋夾緊方式,且球頭螺釘(M12×1.75)與被夾緊泵蓋之間為點接觸,查表可知M12×1.75螺釘的夾緊力FQ=5 050 N[5]。經比較可知5 050 N>2 700 N(即FQ>FC′),滿足加工要求的安全夾緊力。
(3)夾具體設計分析
夾具體即為法蘭盤1和配重塊9.定位裝置及夾緊裝置通過螺釘安裝在法蘭盤上,配重塊的目的是保證零件加工時的動平衡,防止離心力及慣性力等對零件加工精度造成影響。需要保證夾具體自身精度和定位裝置在夾具體上的相對位置精度,另外法蘭盤固定在車床上的安裝精度也是影響工件加工精度的重要因素,在夾具制造、安裝及調試時需加以考慮。
(4)夾具裝夾效果
該夾具符合六點定位原理,定位精度準確可靠,安裝便捷,夾具應用的現場情況如圖5所示。經過半年多的使用,生產實踐表明該套夾具能實現設計初期的設想,極大地提高加工效率,降低了生產成本。
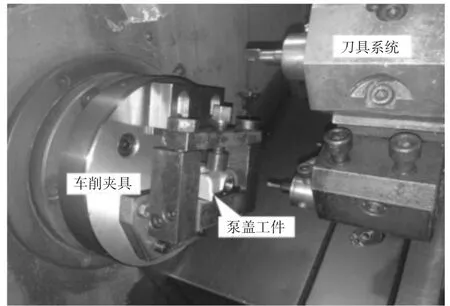
圖5 車削夾具應用場景
3 結語
本套夾具定位準確可靠,結構簡單,安裝便捷,能夠充分保證加工質量,配合基于工序集中的加工方案,有效地提高了生產效率和降低了勞動強度;與此同時,該方案與銑削內孔螺紋相比,極大地降低了加工成本,為解決類似工件加工問題提供一定的借鑒。
參考文獻:
[1]張 均.車削回水蓋螺紋孔夾具設計[J].機械工程與自動化,2008(5):108-110.
[2]張素芬.內偏心孔車削夾具設計與制造[J].機械研究與應用,2007,20(5):54-55.
[3]王茂元.機械制造技術基礎[M].北京:機械工業出版社,2007.
[4]劉俊成.機床夾具在設計過程中夾緊力的計算[J].工具技術,2007,41(6):89-90.
[5]浦林祥.金屬切削機床夾具設計手冊[M].2版.北京:機械工業出版社,1995.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
