平地機前橋轉向座鏜孔工裝設計
2018-04-02 07:17:26黃湛
裝備制造技術 2018年1期
關鍵詞:設計
黃 湛
(廣西中源機械有限公司,廣西 柳州545000)
平地機前橋是傳遞車架與前輪之間各向作用力及產生彎矩和轉矩的裝置,而轉向座則是前橋的關鍵部件。轉向座主要是由不同規格的板件拼焊,最后再與車輪軸焊接而成。由于焊接變形大,轉向座與前橋本體的鉸接孔、與轉向拉桿的鉸接孔等需要進行鏜銑加工保證各尺寸的精度[1]。由于精益生產要求的不斷提高,轉向座生產工藝優化為焊接車輪軸后再鏜孔。針對此次工藝優化,制定了多種的鏜孔方案;結合轉向座的結構特征及技術要求,從效率及經濟性考慮,設計鏜孔工裝保證鏜孔質量最為合適。隨著優化工藝正式實施的接近,根據生產現場實際情況,利用現有的設備條件,設計出適用的鏜孔工裝迫在眉睫。
1 工藝分析
轉向座整體外形為非規則結構件,有板件之間拼焊及軸與板件拼焊,是前橋產生彎矩和轉矩的核心構件,其中鏜削鉸接孔是加工的關鍵工序,如圖1中的鉸接孔φA與車輪軸徑向角度為α,同軸度要求為D,傾斜度要求為β,如圖2所示;“翅膀”上的鉸接錐孔φB,與車輪軸軸線的角度為θ;鉸接錐孔φC錐度則與鉸接錐孔φB方向相反,尺寸基準為φA的圓心,如圖3所示。
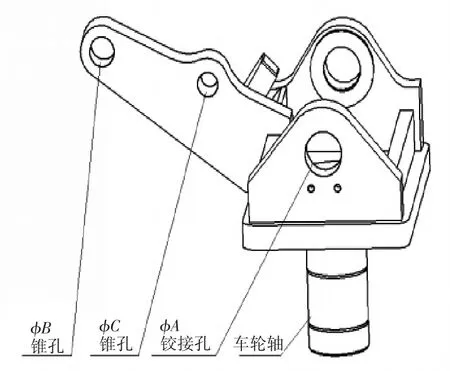
圖1 轉向座
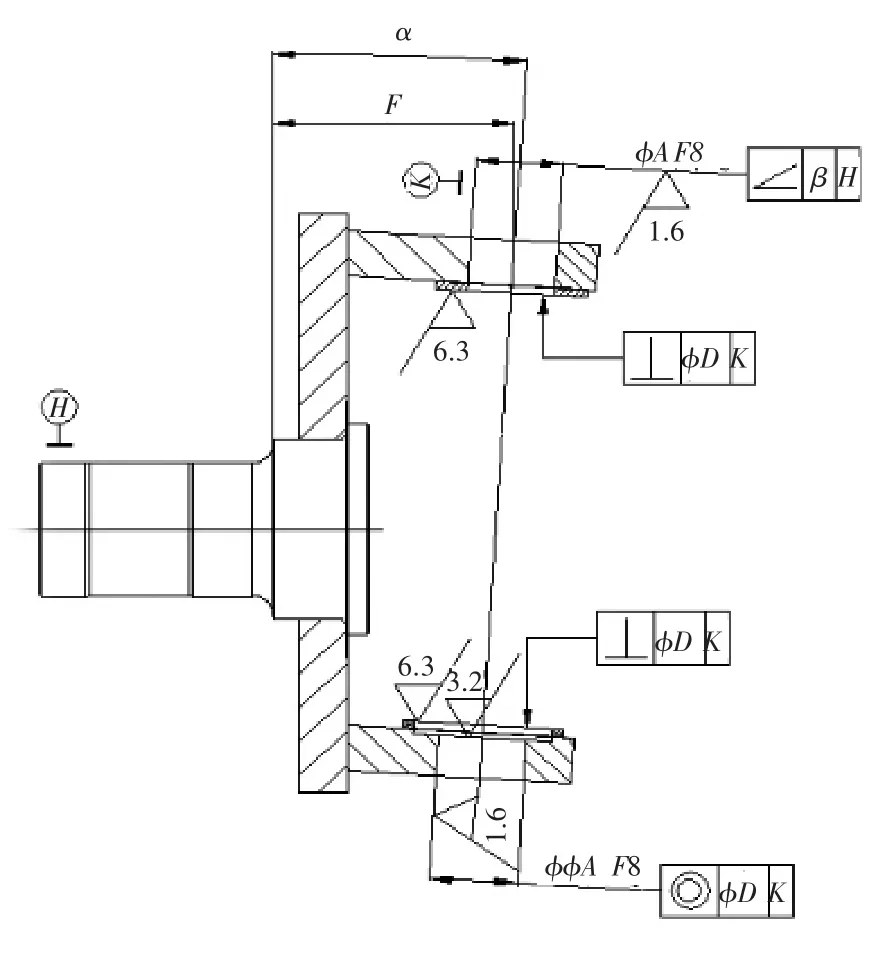
圖2 鉸接孔φA鏜孔要求
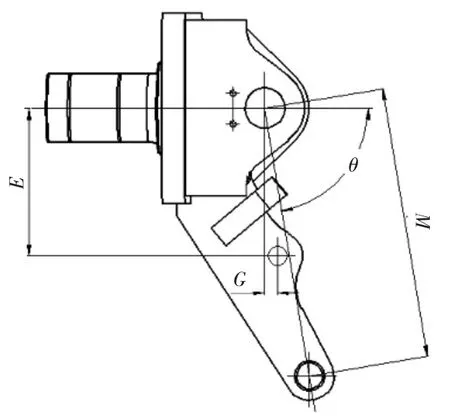
圖3 錐孔φB、φC鏜孔尺寸要求
由于轉向座為非規則的結構件,φA是以車輪軸徑向為基準,φB和φC則以φA圓心和車輪軸軸線為基準,用普通臥式鏜床直接裝夾加工,要多次裝夾,基準難找,容易產生疊加誤差,工作效率低且達不到圖紙要求;用五面體加工中心可一次裝夾加工所有孔位,較好地保證工件位置公差及尺寸一致性,但由于五面體結構復雜,造價昂貴,需要巨額的投入,經濟性差。運用工裝可保證一次裝夾即可完成鏜孔工序,能較好地結合生產現場實際情況,充分利用現有的設備條件,在效率性和經濟性上可行性高。
2 工裝結構設計
工裝設計思路為如何在一次裝夾中保證各個加工尺寸都準確找到基準。經過對圖紙分析確定工裝設計為立式,即轉向座裝夾后車輪軸軸線垂直于工作臺。
鏜孔工裝由底座、支撐板、螺母塊、螺桿、壓塊及校正組件組成。
2.1 底座
由工作臺的旋轉特性及工件的裝夾狀態,α夾角只能通過拼焊底座的上下表面得到,故底座設計為上表面傾斜度為α的箱型機構。由于直接拼焊未進行銑加工裝夾時會帶來誤差,故在底座上表面焊接“7”字型螺母塊,使用螺栓調節使角度α在技術要求范圍內,從而消除角度誤差,如圖4所示。
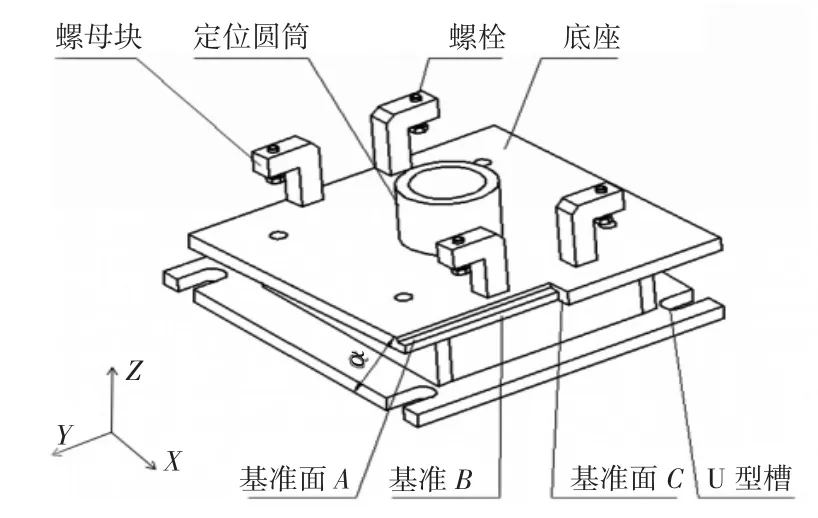
圖4 工裝底座示意圖
底座與工作臺的連接形式為保證工裝與工作臺的連接方便、快捷、牢固,在底座底面銑“U”型槽與鏜床工作臺的T型槽配合,用螺栓擰緊固定即可[2],如圖4所示。
2.2 基準設計
2.2.1工件定位基準
由圖2可知,φA鉸接孔以車輪軸為基準,因此工裝的定位基準設計為底座上能與車輪軸精密配合的定位圓筒;因定位圓筒與車輪軸靠精密配合來保證精度,因此接觸部分對耐磨性有一定的要求,但圓筒整體熱處理不利于機加工,因此接觸部分設計為打入圓筒中的經過熱處理的襯套,用襯套內孔與車輪軸配合。
2.2.2工裝對刀基準
由于底座上表面為傾斜面,對刀不方便,故在上板相對下板銑一個水平面A和垂直面B,即Y向和Z向基準[3],如圖4所示。
2.2.3校正基準
轉向座的車輪軸與底座上的圓筒配合,Z向上還有360°旋轉的自由度,為保證φA軸線與鏜床主軸平行,則必須設計校正裝置,校正轉向座擺放位置后再夾緊固定,故在底座上板銑校正基準面C,基準面垂直于底座的底面穿過定位圓筒軸線,即X向基準面,如圖4所示。
2.3 校正組件
校正組件由與φA工藝孔配合的光軸及校正板焊成。光軸穿入φA工藝孔,校正板自由下垂,轉動轉向座使校正板與基準面C貼平即可校正完成,如圖5所示。

圖5 轉向座與鏜孔工裝
2.4 夾緊裝置
鏜孔工裝的夾緊裝置由螺桿、螺母、壓塊及支撐板組成。轉向座校正后即可利用螺母與螺桿配合鎖死壓塊從而壓緊工件,如圖5所示。
3 實際應用與效果
鏜孔工裝與工作臺用螺栓連接固定,移動、旋轉工作臺使鏜孔工裝上基準面C與鏜床主軸平行。轉向座上車輪軸放入工裝定位圓筒,調整螺栓得到角度α;用校正組件貼平基準面C,校正后用螺母鎖死壓塊壓緊轉向座。以基準面A、B、C的交點為對刀零點,拉坐標鏜鉸接孔φA至符合圖紙要求;由于一次裝夾基準點固定不變,將錐孔φB角度要求θ轉化為相對鉸接孔φA圓心坐標尺寸,鉸接孔φA鏜孔完成即可換刀拉坐標鏜錐孔φB.錐孔φB鏜孔完成后退刀回到鉸接孔φA圓心,工作臺后移旋轉180°按圖紙拉坐標鏜錐孔φC.
鏜出來的轉向座經三坐標檢測,各尺寸均符合圖紙要求,鏜孔工裝達到預期的設計目的。
4 結束語
結構件大多為不規則構件,其焊接變形是不可避免的,有鉸接配合的部位就免不了鏜孔工序,這就需要開動思維,創新性地設計出符合現場需求的工裝。
本次設計的工裝生產方便,操作簡單,可一次裝夾就完成鏜孔工序,且基準統一,保證了加工質量,其設計方法為今后的工裝設計提供參考。
參考文獻:
[1]孫 躍,李建華.大型結構件鏜孔工裝設計[J].金屬加工(冷加工),2014(19):46-47.
[2]王光斗.機床夾具設計手冊[M].上海:上海科學技術出版社,2000.
[3]關慧貞.機械制造裝備設計[M].北京:機械工業出版社,2014.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
