對(duì)稱弧形檔鐵零件的高效加工工藝研究
2018-04-02 07:17:26曾柏權(quán)
裝備制造技術(shù) 2018年1期
關(guān)鍵詞:數(shù)控車床
曾柏權(quán)
(廣東省韶關(guān)市技師學(xué)院,廣東 韶關(guān)512023)
0 引言
在我院校企合作加工的系列產(chǎn)品中,其中有一特殊零件(弧形檔鐵)如圖1所示。

圖1 弧形檔鐵
在φ120外圓臺(tái)階處,有一組徑向?qū)ΨQ圓弧表面需要加工,待加工圓弧R80表面的形位精度要求工件軸線的對(duì)稱公差0.02 mm,R80的上偏差為-0.20 mm,下偏差為-0.40 mm,加工難度大。
原始加工方案是:①安排車床工序:加工外圓、加工臺(tái)階、加工倒角、加工內(nèi)孔、內(nèi)錐。②采用立式鉆床鉆對(duì)稱孔φ11。③普通銑床上銑削鍵槽。④數(shù)控線切割加工R3及兩直角面。⑤數(shù)控銑床、加工中心單件銑削對(duì)稱圓弧表面R80.
在數(shù)控銑床、加工中心銑削中,毎次只能加工一個(gè)零件,精度雖可以保證,但加工成本較大,沒有充分發(fā)揮數(shù)控銑床和加工中心的作用。為此,通過對(duì)其工藝進(jìn)行研究改進(jìn),研制了一種專用夾具來加工,在保證加工精度的同時(shí),大幅縮短輔助時(shí)間,降低了工人勞動(dòng)強(qiáng)度,提高了生產(chǎn)效率,降低了加工成本。
1 專用夾具設(shè)計(jì)與分析
原方案效率低,主要是因?yàn)闅按沃荒芗庸ひ粋€(gè)零件,因此新的加工方案的出發(fā)點(diǎn)是提高一次加工的零件數(shù)。為此,需要設(shè)計(jì)專用的夾具。利作專用夾具的優(yōu)點(diǎn),以獲得較高的加工精度和生產(chǎn)效率。
1.1 設(shè)計(jì)原理
工件圓弧表面R80通過合理布置安裝在圓形花盤上,可構(gòu)成一個(gè)直徑φ160的圓,構(gòu)成的圓屬于回轉(zhuǎn)體。如果能利用這種關(guān)系,則便可在車床加工。則需要設(shè)法通過1∶5錐孔進(jìn)行錐形心軸裝夾定位,錐形心軸可通過螺母、開口墊圈實(shí)現(xiàn)定位。而構(gòu)成一個(gè)直徑φ160的圓平均分布在圓周上需要6個(gè)工件同時(shí)安裝,從而推論出只要把直徑φ160的圓的圓心設(shè)計(jì)與車床主軸軸線同軸,即可設(shè)計(jì)專用夾具,實(shí)現(xiàn)以車代銑,最大限度的擴(kuò)展機(jī)床的使用范圍。夾具裝配圖如圖2所示。
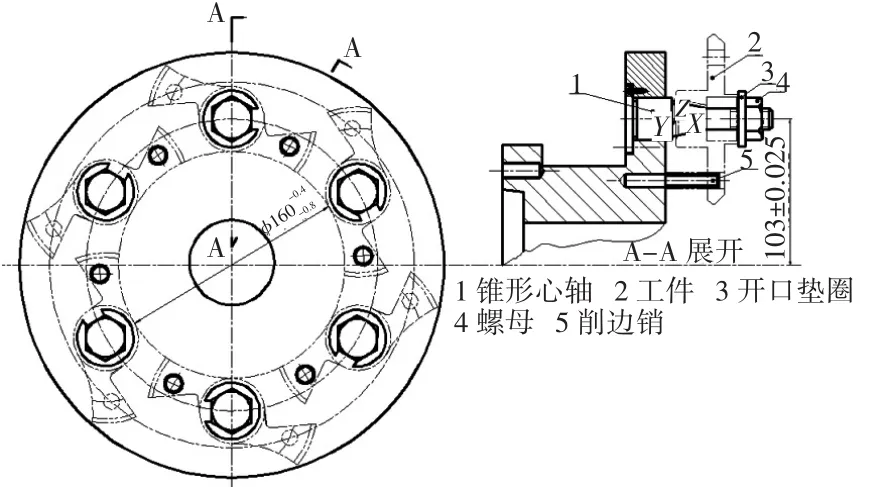
圖2 夾具裝配圖
1.2 工件在夾具中的定位分析
如圖2所示,夾具體的錐形心軸1限制了工件的五個(gè)自由度,止轉(zhuǎn)削邊銷5限制了一個(gè)自由度。夾具體的錐形心軸1相當(dāng)于五個(gè)支承點(diǎn)限制了工件的五個(gè)自由度,X移動(dòng)、Y移動(dòng)、Z移動(dòng)、Y轉(zhuǎn)動(dòng)、Z轉(zhuǎn)動(dòng)。止轉(zhuǎn)削邊銷5定位相當(dāng)于一個(gè)支承點(diǎn),它限制了一個(gè)自由度X轉(zhuǎn)動(dòng)。
1.3 夾具定位誤差和定位精度的分析
由定位分析可知,夾具采用了心軸、圓柱孔、止轉(zhuǎn)圓柱銷進(jìn)行定位,將會(huì)產(chǎn)生一定的定位誤差,要保證圓弧面與工件軸線的距離及圓弧面在工件軸線中的對(duì)稱要求,必須使工件在夾具中定位所產(chǎn)生的誤差小于工件的形位公差。
1)尺寸鏈分析,夾具主體零件圖(圖3)所示尺寸
φ30軸與孔φ30H7的最大間隙為:[6]
0.025-( -0.016)=0.041(mm)
則工件軸線與主軸軸線距離為:
100.025+0.041=100.066(mm)
2)若R80轉(zhuǎn)為φ160孔徑加工時(shí)控制公差為±0.05mm,則:
圓弧面與工件軸線的最大距離為:
103.066-79.975=23.091 < 23.26(mm)
圓弧面與工件軸線的最小距離為:
102.934-80.025=22.909 > 22.74(mm)
故滿足圓弧面與工件軸線的距離要求,同時(shí)φ160孔徑控制在公差為±0.05 mm時(shí),也滿足R80圓弧的精度要求。
由此得到新的加工方案:新方案以車代銑,專門設(shè)計(jì)了專用夾具使六個(gè)工件能夠同時(shí)安裝,并能保證工件待加工圓弧R80的圓心處在主軸軸線上。因此只需將基準(zhǔn)軸軸線相對(duì)于主軸軸線平行偏離一個(gè)準(zhǔn)確的距離(偏心距103 mm)夾具裝配圖(見圖2)所示即可達(dá)到加工的裝夾要求。利用削邊銷采用工件上已鉆削出的φ11孔中的其中一個(gè)作為工件止轉(zhuǎn)定位,可保證圓弧表面的位置精度,從而保證工件在夾具中定位,利用螺母、開口墊圈輔助夾緊,使工件在整個(gè)車削過程中始終保持正確的位置達(dá)到加工要求。
1.4 強(qiáng)度校核
通過受力分析,導(dǎo)致止轉(zhuǎn)削邊銷剪切疲勞強(qiáng)度極限的變形量因素主要有兩方面。一方面由剪應(yīng)力影響,另一方面由離心力的影響。
通過主切削力計(jì)算公式:FZ=2 000 apf[2]
當(dāng)選取 ap=1 mm、f=0.1 mm/r,則:FZ=2 000× 1 × 0.1=200(N)
剪應(yīng)力的計(jì)算:當(dāng)選取止轉(zhuǎn)削邊銷為φ10 mm,[3]則截面積A=πR2=3.14×52≈0.007 85 M2.
τ=Q/A=FZ/A=200÷0.007 85=25 477.71 Pa≈25.477 MPa
當(dāng)選取材料為45#,許用應(yīng)力為30 MPa.根據(jù)剪切強(qiáng)度條件 τ=Q/A ≤ [τ],τ≈ 25.477 MPa ≤ [τ][4]故,止轉(zhuǎn)削邊銷軸符合剪切強(qiáng)度要求。
2 夾具制作、安裝[5]
2.1 夾具的構(gòu)成
夾具的構(gòu)成分為四部分:錐形心軸、定位裝置、夾緊裝置、夾具體構(gòu)成。其零部件具有各種不同的幾何形狀、尺寸規(guī)格,并且它們的精度高、硬度高、耐磨性好,具有良好的互換性。可以非常方便維護(hù),便于重復(fù)使用。夾具體可直接安裝在車床主軸上。其結(jié)構(gòu)簡(jiǎn)單,制造難度不大。夾具主體零件圖,如圖3所示。
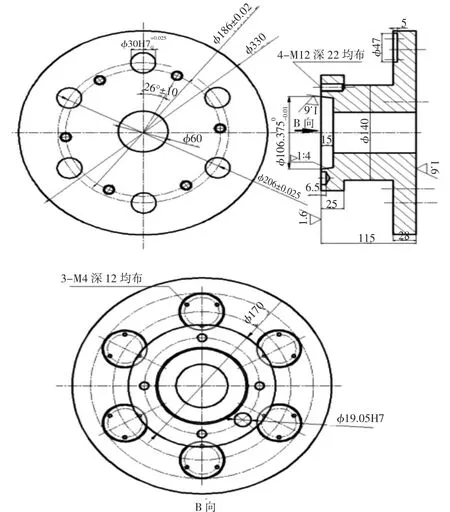
圖3 夾具主體零件圖
2.2 夾具的安裝
夾具體可直接安裝在車床主軸上。因?yàn)楣ぜ茄b夾在夾具上加工的,因此,夾具體的精度直接影響工件的加工精度,故加工工件前必須對(duì)夾具體進(jìn)行精度檢測(cè),要求夾具體本身的幾何誤差小于工件相關(guān)公差的1/3~1/2.
2.3 工件加工工藝
工序一:車床加工外圓、加工臺(tái)階、加工倒角、加工內(nèi)孔、內(nèi)錐。
工序二:采用立式鉆床鉆對(duì)稱孔φ11.
工序三:普通銑床上銑削鍵槽。
工序四:數(shù)控線切割加工R3及兩直角面。
工序五:利用設(shè)計(jì)的夾具安裝,對(duì)徑向局部圓弧進(jìn)行加工,實(shí)際上是將R80圓弧轉(zhuǎn)換成加工φ160 mm的孔徑,從而達(dá)到設(shè)計(jì)的目的,找到解決問題的方法。
2.4 加工φ160mm的孔徑數(shù)控工藝
1)零件圖工藝分析
a)技術(shù)要求分析 加工φ160達(dá)尺寸精度要求,銳邊去毛刺。
b)確定夾具安裝工件的裝夾方案,合理選擇加工起點(diǎn)、換刀點(diǎn),建立工件坐標(biāo)系原點(diǎn)。
2)制定加工工藝路線。
3)根據(jù)工藝特點(diǎn),合理選擇刀具,使用鏜孔車刀進(jìn)行孔的粗、精加工。
4)確定切削三要素:選取切削深度ap=1 mm、進(jìn)給量f=0.1 mm/r、轉(zhuǎn)速N=220 r/min
5)編寫加工程序
O 0001 程序名
N10 G0 X200 Z100 定位到加工起點(diǎn),換刀點(diǎn)
N20 S220 M3 T0101 啟動(dòng)主軸轉(zhuǎn)速,正轉(zhuǎn),換1號(hào)刀并執(zhí)行刀偏
N30 G99 G0 X152 Z20 定位到孔加工起點(diǎn)
N40 G90 X154 Z-2 F0.1 粗車孔,每刀切削深度1mm
N50 G90 X156 Z-2 F0.1 粗車孔,每刀切削深度1mm
N60 G90 X158 Z-2 F0.1 粗車孔,每刀切削深度1mm
N70 G90 X159 Z-2 F0.1 半精車孔,每刀切削深度1mm
N80 G90 X160 Z-2 F0.1 精車孔,每刀切削深度1 mm
N90 G0 X200 Z100 刀具返回加工起點(diǎn)
N100 T0100 換1號(hào)刀并取消刀偏
N110 M30 程序結(jié)束
3 生產(chǎn)效率對(duì)比分析
生產(chǎn)效率是企業(yè)生存和發(fā)展的重要因素之一,所以保證生產(chǎn)效率是產(chǎn)品加工重要環(huán)節(jié)。生產(chǎn)效率比較必須在機(jī)床設(shè)備調(diào)試正常、加工質(zhì)量穩(wěn)定、批量生產(chǎn)前提下進(jìn)行。現(xiàn)通過進(jìn)行對(duì)稱弧形檔鐵零件的加工采集數(shù)據(jù)進(jìn)行生產(chǎn)效率比較:
3.1 加工中心、數(shù)控銑床、CJK6140經(jīng)濟(jì)型數(shù)控車床單件機(jī)動(dòng)工時(shí)間比較
在數(shù)控銑床和加工中心中,只能實(shí)現(xiàn)一次一件的加工,加工效率低,不經(jīng)濟(jì);在CJK6140經(jīng)濟(jì)型數(shù)控車床上采用夾具裝夾加工,一次可實(shí)現(xiàn)六工位同時(shí)加工,單件機(jī)動(dòng)工時(shí)間如下表1所示。
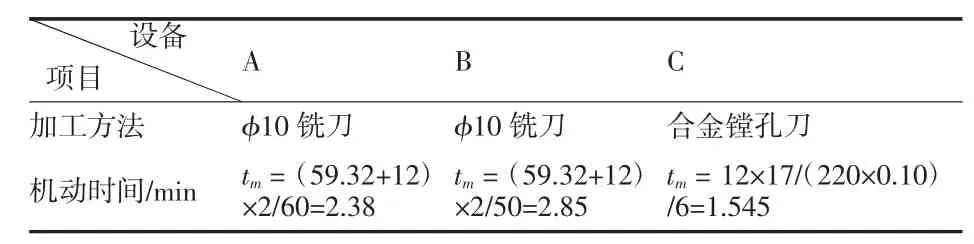
表1 單件機(jī)動(dòng)工時(shí)間比較
3.2 加工中心、數(shù)控銑床、CJK6140經(jīng)濟(jì)型數(shù)控車床單件耗電比較
在數(shù)控銑床和加工中心中,裝夾工件時(shí)間長(zhǎng),電能損耗高,在CJK6140經(jīng)濟(jì)型數(shù)控車床上采用夾具裝夾加工,一次可實(shí)現(xiàn)六工位同時(shí)加工,裝夾時(shí)間短,電能損耗低,單件耗電比較如下表2所示。

表2 單件耗電比較
采用上表數(shù)據(jù)對(duì)比和分析的結(jié)果判斷,利用CJK6140經(jīng)濟(jì)型數(shù)控車床設(shè)計(jì)專用夾具裝夾加工的方法加工,要比采取數(shù)控銑床單件裝夾加工的方法效率高,要比采取加工中心單件裝夾加工的方法效率高。利用CJK6140經(jīng)濟(jì)型數(shù)控車床設(shè)計(jì)專用夾具裝夾加工大大提高生產(chǎn)效率、降低成本,是目前加工的最佳方法。
4 零件加工實(shí)體
利用CJK6140經(jīng)濟(jì)型數(shù)控車床設(shè)計(jì)專用夾具裝夾加工零件質(zhì)量達(dá)圖紙要求,如圖4所示。

圖4 零件加工實(shí)體圖
5 結(jié)束語
本文講述的例子,采用夾具后,大量減少輔助時(shí)間,同時(shí)降低工人勞動(dòng)強(qiáng)度,勞動(dòng)生產(chǎn)率顯著提高,其關(guān)鍵因素是工件的裝夾定位。正確處理好夾具核心問題,解決刀柄剛度問題、切削用量選取更精準(zhǔn)、控制切屑流出方向因素,問題就迎刃而解。
參考文獻(xiàn):
[1]薛源順,劉福庫,吳春華,等.機(jī)床夾具設(shè)計(jì)[M].北京:機(jī)械工業(yè)出版社,1999:8-37.
[2]許兆豐,梁君豪,南曉東.車工工藝學(xué)[M].中國:勞動(dòng)出版社,1996:129.
[3]蔡月珍,王有先,王慶翔,等.金屬材料與熱處理[M].北京:中國勞動(dòng)出版社,1993:12-14.
[4]蔡月珍,王有先,王慶翔,等.金屬材料與熱處理[M].北京:中國勞動(dòng)出版社,1993:65-66.
[5]陳望,王愧德,車工實(shí)用手冊(cè)[M].北京:中國勞動(dòng)社會(huì)保障出版社,2002:612-620.
[6]胡荊生.公差配合與持技術(shù)測(cè)量[M].北京:中國勞動(dòng)社會(huì)保障出版社,2000:14.
猜你喜歡
裝備制造技術(shù)(2020年4期)2020-12-25 05:26:22
制造技術(shù)與機(jī)床(2019年12期)2020-01-06 03:17:48
制造技術(shù)與機(jī)床(2017年6期)2018-01-19 02:41:24
制造技術(shù)與機(jī)床(2017年4期)2017-06-22 11:18:05
制造技術(shù)與機(jī)床(2017年2期)2017-05-04 04:17:34
現(xiàn)代工業(yè)經(jīng)濟(jì)和信息化(2016年12期)2016-05-17 05:37:48
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:08
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:05:42
裝備機(jī)械(2015年1期)2015-02-28 22:19:52
組合機(jī)床與自動(dòng)化加工技術(shù)(2014年9期)2014-03-01 02:21:42
