汽車覆蓋件沖壓模具修邊毛刺的解決方案分析
2018-04-02 07:17:34賓小林
裝備制造技術(shù) 2018年1期
關(guān)鍵詞:工藝
黃 羆,唐 雅,賓小林
(柳州高華機(jī)械有限公司,廣西 柳州545616)
在模具調(diào)試及零部件生產(chǎn)過(guò)程中,修邊毛刺問(wèn)題是所有模具企業(yè)都會(huì)面臨的疑難問(wèn)題,零件會(huì)因各種模具問(wèn)題導(dǎo)致毛刺的產(chǎn)生,影響零件的品質(zhì)(在與其它零件焊接時(shí),毛刺會(huì)干涉其它零件,導(dǎo)致焊接不穩(wěn)定)及人員的取放安全性。為了在后期的模具項(xiàng)目中盡可能地消除零件毛刺,進(jìn)而縮短模具制造、調(diào)試的時(shí)間,降低模具制造成本,特針對(duì)該問(wèn)題進(jìn)行分析,制定可行性方案。
1 零件產(chǎn)生毛刺的問(wèn)題匯總及各類問(wèn)題的原因分析
(1)工藝制定不夠完善
原因1:修邊工序的修邊線一般是由零件邊緣抽取出來(lái)所得,但有些位置因?yàn)槭窃谛捱吅笮枰叺玫搅慵罱K形狀,這樣就需要人工通過(guò)測(cè)量線長(zhǎng)后分段偏置修邊線,分段位置的橋接在3D軟件中存在微觀不平的鋸齒形狀,如圖1所示。
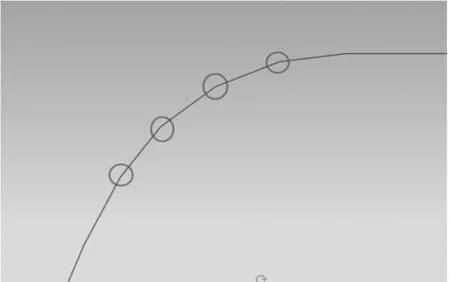
圖1 微觀不平的鋸齒形狀
原因2:工藝制定時(shí)存在縱/立切現(xiàn)象,并伴隨有形狀導(dǎo)致修邊刃口局部單薄現(xiàn)象,工藝未考慮到縱/立切對(duì)加工毛刺的影響[1],如圖2所示。

圖2 縱/立切修邊刃口
(2)修邊模凸、凹模鑲塊的配合間隙不對(duì)
原因1:模具設(shè)計(jì)工程師設(shè)計(jì)時(shí)選取凸、凹模配合間隙大[1],不按設(shè)計(jì)手冊(cè)針對(duì)不同材質(zhì)、料厚的產(chǎn)品選取合適的凸、凹模配合間隙。
原因2:數(shù)控加工過(guò)切。
數(shù)控加工修邊凸、凹模時(shí),一邊有過(guò)切現(xiàn)象后[2],不按新數(shù)據(jù)偏另一邊的間隙,而是直接按數(shù)模加工另一邊,如圖3所示。
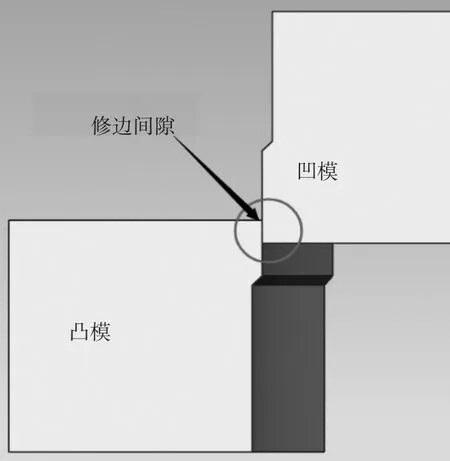
圖3 凸、凹模修邊間隙
數(shù)控刀具在精銑時(shí)用的是小刀,極易磨損,磨損后帶鐵削擠壓刃口,導(dǎo)致刃口粗糙不平整。
原因3:鉗工研配凸、凹模間隙不對(duì),在研配過(guò)程中不檢測(cè)配合間隙,每次研配把握不了修模量。
(3)模具修邊鑲塊所使用的材質(zhì)不對(duì)
原因:針對(duì)不同的產(chǎn)品材質(zhì)及料厚,應(yīng)選取不同的模具鑲塊材質(zhì)[1-2]。常用的修邊鑲塊材質(zhì)有Cr12MoV、ICD5(改材質(zhì)有鑄鋼及鍛鋼兩種,又名7CrSiMnMoV)、SKD11(日本進(jìn)口材料)。
(4)兩工序修邊的工藝缺口接刀方式不對(duì)
原因1:常出現(xiàn)因設(shè)計(jì)不按工藝缺口設(shè)計(jì)規(guī)范執(zhí)行[3],導(dǎo)致工藝缺口切入量不夠深,鉗工后續(xù)進(jìn)行手工修配,而修配又不能使凸、凹模有良好的配合間隙及垂直度,最終產(chǎn)生毛刺。
原因2:數(shù)控加工修邊鑲塊時(shí),鑲塊的拐角加工不到位,鉗工在研配刃口配合間隙時(shí)磨得過(guò)多,后序接刀不順暢產(chǎn)生毛刺。
(5)修邊凹模鑲塊尺寸設(shè)計(jì)不合理,導(dǎo)致修邊時(shí)強(qiáng)度不足,進(jìn)而產(chǎn)生毛刺。
(6)模具工藝分序時(shí)出現(xiàn)單側(cè)修邊現(xiàn)象,這樣的情況下修邊存在側(cè)向力,但模具結(jié)構(gòu)設(shè)計(jì)時(shí)卻未采取合理的抵消側(cè)向力的措施,最終造成零件出現(xiàn)毛刺,甚至沖壓零件數(shù)量越多毛刺變得越大。嚴(yán)重影響模具的壽命及零件品質(zhì)。如圖4所示產(chǎn)品(TR修邊線以內(nèi)為產(chǎn)品)就是單側(cè)修邊案例(有線圈出位置)。
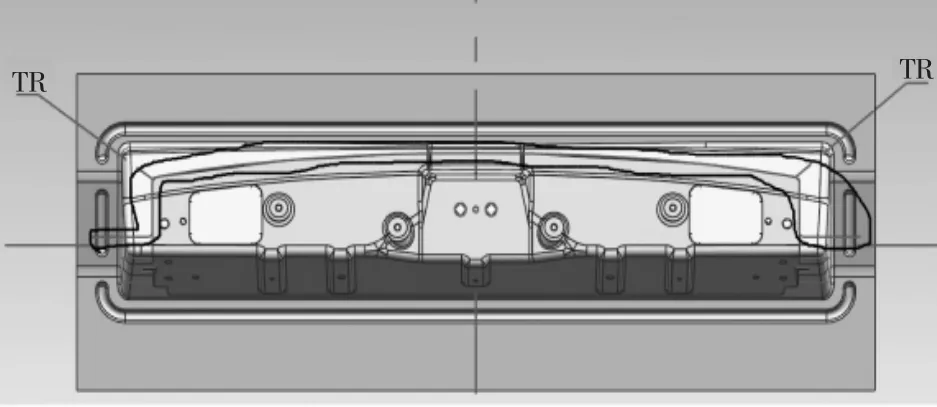
圖4 單側(cè)修邊案例
2 防止毛刺產(chǎn)生的主要措施
(1)針對(duì)工藝制定不夠完善
方案1:在人工分段偏置修邊線后,對(duì)分段位置進(jìn)行橋接處理,然后還需要針對(duì)橋接接頭部位進(jìn)行倒圓角處理,使微觀不平的現(xiàn)象可通過(guò)圓角接順,圓角大小要求≥R3 mm[1]。如圖5所示為在圖1基礎(chǔ)上進(jìn)行倒圓角處理后的狀態(tài)。
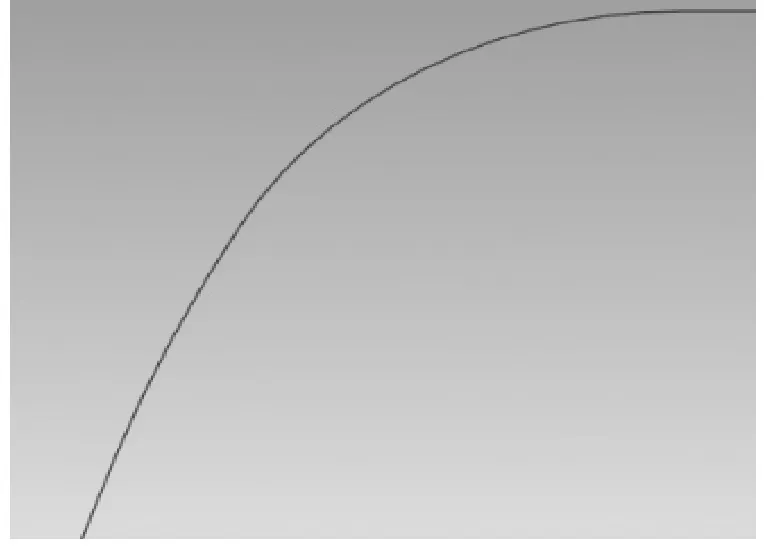
圖5 倒圓角處理后的狀態(tài)
方案2:編制《工藝規(guī)范》,明確不同料厚、不同修邊高度所要求的極限傾斜角度大小,并且要消除縱切時(shí)導(dǎo)致修邊刃口局部單薄的現(xiàn)象,在制定工藝時(shí)以《工藝規(guī)范》為準(zhǔn),不滿足該規(guī)范要求的,在工藝制定上增加側(cè)修邊工序;一般情況下鈍角切邊≥30°(圖6)、銳角切邊≤15°(圖 7)[2]就要考慮零件該部位進(jìn)行側(cè)修邊工藝。
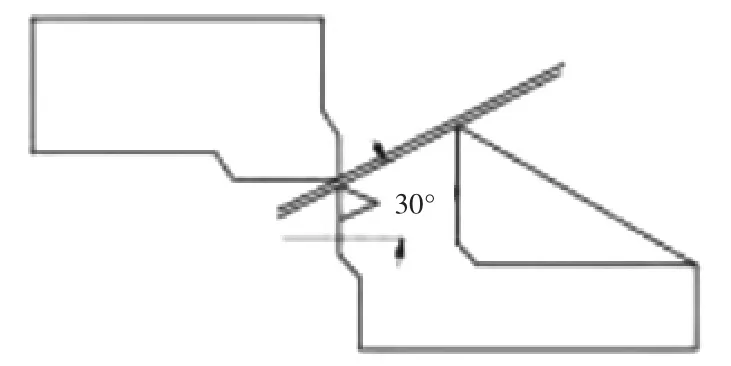
圖6 鈍角切邊≥30°
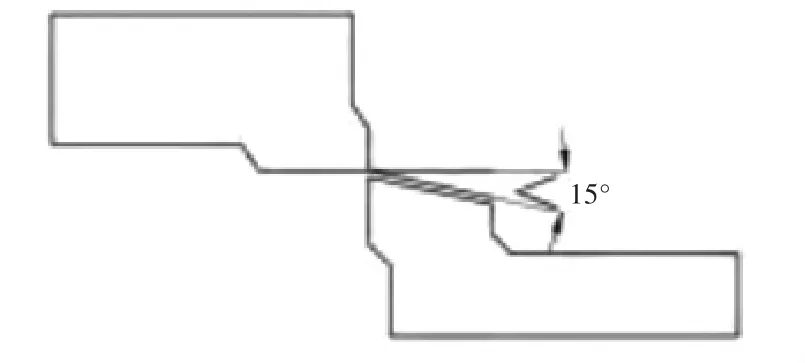
圖7 銳角切邊≤15°
(2)針對(duì)修邊模凸、凹模鑲塊的配合間隙不對(duì)
方案1:主要針對(duì)設(shè)計(jì)端,該問(wèn)題已有明確的間隙選取設(shè)計(jì)手冊(cè),按設(shè)計(jì)手冊(cè)規(guī)定選取間隙值時(shí)[3],以設(shè)計(jì)手冊(cè)中偏小間隙為準(zhǔn),若制造現(xiàn)場(chǎng)在研配間隙時(shí)萬(wàn)一間隙太小還有量進(jìn)行研配,如圖8所示。
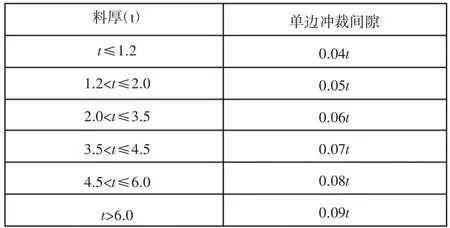
圖8 單邊間隙選取規(guī)定
方案2:針對(duì)數(shù)控加工過(guò)切
1)加工完修邊凸、凹模其中一邊修邊刃口后,在加工另一邊刃口前必須檢查該刃口實(shí)際加工數(shù)據(jù)并記錄,遞交數(shù)控編程人員進(jìn)行程序處理,補(bǔ)嘗加工另一邊刃口的數(shù)據(jù),用補(bǔ)償后的數(shù)據(jù)進(jìn)行另一邊刃口的加工。
2)驗(yàn)證數(shù)控精加工刀具針對(duì)不同修邊鑲塊材質(zhì)的磨損程度,編制刀具使用壽命記錄表,在刀具加工修邊刃口粗糙度變差之前進(jìn)行停機(jī)換刀,防止刀具磨損后帶鐵削擠壓刃口而導(dǎo)致刃口粗糙不平整的問(wèn)題出現(xiàn)。
方案3:針對(duì)鉗工研配
1)規(guī)范研配間隙流程,編制檢查表,檢測(cè)間隙數(shù)據(jù)必須記錄于檢查表及標(biāo)注至模具上,作為每次研配及模具品質(zhì)檢查的依據(jù)。
2)“工欲善其事,必先利其器”,故在規(guī)范研配間隙流程的同時(shí),也規(guī)范好研配修邊刃口各個(gè)不同位置所使用的工具及磨頭(如修邊的小拐角必須用較小的磨頭),以達(dá)到物盡其用的目的。
(3)針對(duì)模具修邊鑲塊所使用的材質(zhì)不對(duì)
該問(wèn)題主要在于模具設(shè)計(jì)時(shí)對(duì)鑲塊材質(zhì)的選取,一般對(duì)于有經(jīng)驗(yàn)的模具設(shè)計(jì)工程師來(lái)說(shuō),不會(huì)犯該問(wèn)題的錯(cuò)誤,重點(diǎn)需防范的是從事模具設(shè)計(jì)工作不到1年的員工,故所采取的措施是將零件材質(zhì)硬度、料厚與鑲塊使用材質(zhì)加入設(shè)計(jì)檢查表里,工作不到1年的設(shè)計(jì)工程師需以檢查表為基準(zhǔn)進(jìn)行自檢,有經(jīng)驗(yàn)的設(shè)計(jì)工程師需拿檢查表對(duì)該設(shè)計(jì)工程師的結(jié)構(gòu)圖進(jìn)行復(fù)檢并簽字,防止該類問(wèn)題的發(fā)生。附零件不同材質(zhì)及料厚模具各部位選取不同材質(zhì)表[3]如圖9所示。
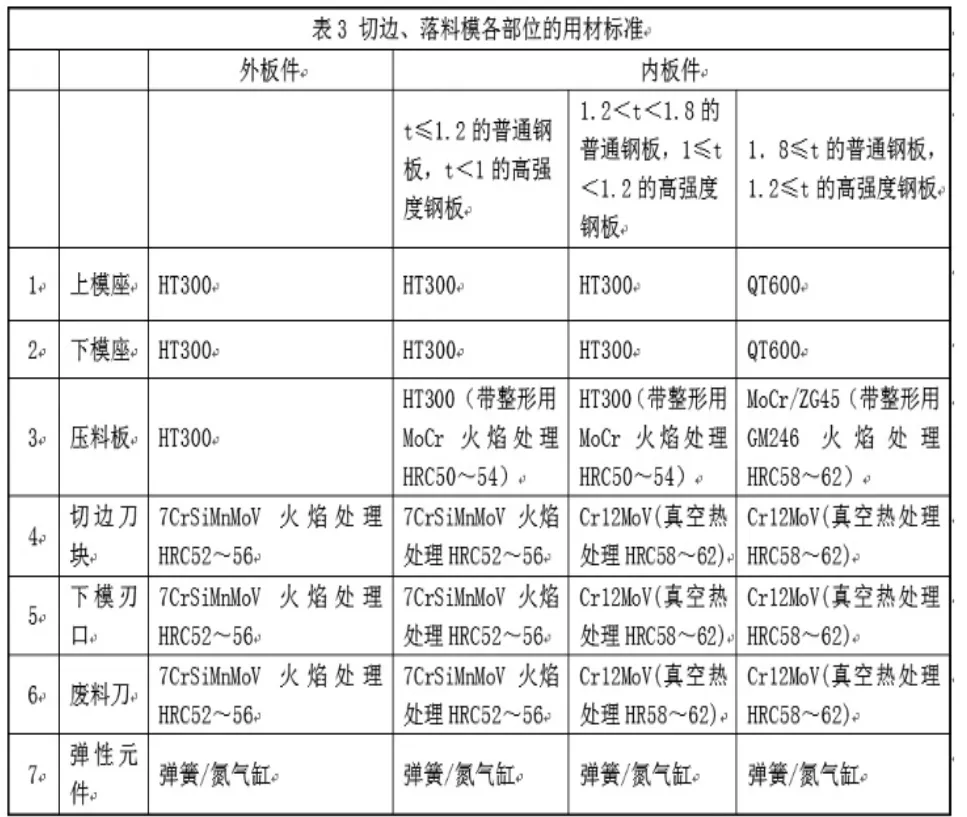
圖9 模具各部位選取不同材質(zhì)規(guī)定
(4)針對(duì)兩工序修邊的工藝缺口接刀方式不對(duì)
1)工藝規(guī)范兩序之間的工藝缺口設(shè)計(jì)形式[1],現(xiàn)規(guī)定如圖10所示。
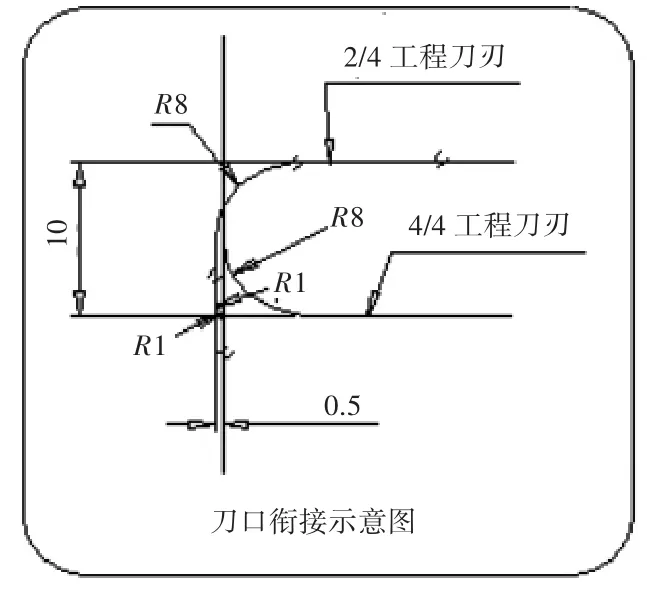
圖10 工藝缺口設(shè)計(jì)形式
2)鉗工修配時(shí)以凸模為基準(zhǔn)配凹模,使用3 mm的磨頭清理拐角的R角。
3)在因數(shù)控加工拐角不到位的情況下,前、后工序加工出工序樣件,再對(duì)比確認(rèn)修配哪道工序的接刀刃口。
(5)針對(duì)修邊凹模鑲塊尺寸設(shè)計(jì)不合理,導(dǎo)致修邊時(shí)強(qiáng)度不足
修邊凸、凹模鑲塊按材質(zhì)分為鍛件(Cr12MoV)及鑄件(ICD5/7CrSiMnMoV)兩種,材質(zhì)不同,設(shè)計(jì)結(jié)構(gòu)也不同[2],如圖11為鍛件結(jié)構(gòu)、圖12為鑄件結(jié)構(gòu)。
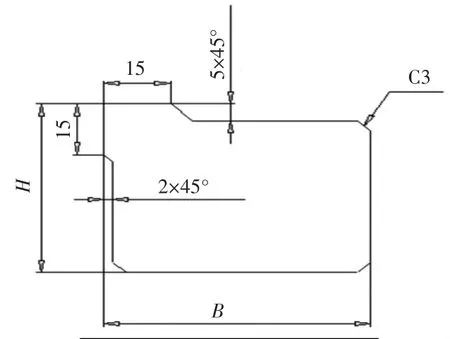
圖11 鍛件結(jié)構(gòu)
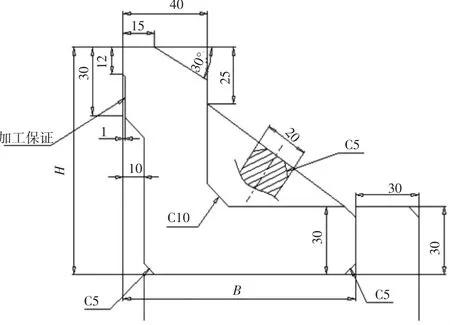
圖12 鑄件結(jié)構(gòu)
其中鑲塊的高/寬比為1:1.2~1.5,也就是說(shuō)寬度至少比高度尺寸大1.2倍,這樣才能滿足安裝強(qiáng)度;另外,鑄件結(jié)構(gòu)中根據(jù)產(chǎn)品材質(zhì)的強(qiáng)度及厚度,40 mm的尺寸又有不同,詳見(jiàn)圖13(40 mm尺寸在圖中為厚度T):

圖13 鑄件厚度T的選取
設(shè)計(jì)過(guò)程中必須嚴(yán)格按照上面3個(gè)圖所示規(guī)范進(jìn)行鑲塊結(jié)構(gòu)設(shè)計(jì),才能保證鑲塊強(qiáng)度滿足修邊要求。
(6)針對(duì)修邊側(cè)向力
在有側(cè)向力修邊的結(jié)構(gòu)中,必須設(shè)計(jì)防側(cè)向力結(jié)構(gòu)以抵消該力,使模具在運(yùn)動(dòng)過(guò)程中始終保持在平衡的狀態(tài),不至于因?yàn)椴黄胶鈱?dǎo)致修邊鑲塊錯(cuò)位而凸、凹模咬合在一起使零件出現(xiàn)毛刺。如圖14(下模)、圖15(上模)為單側(cè)修邊模具設(shè)計(jì)防側(cè)向力的結(jié)構(gòu)案例。
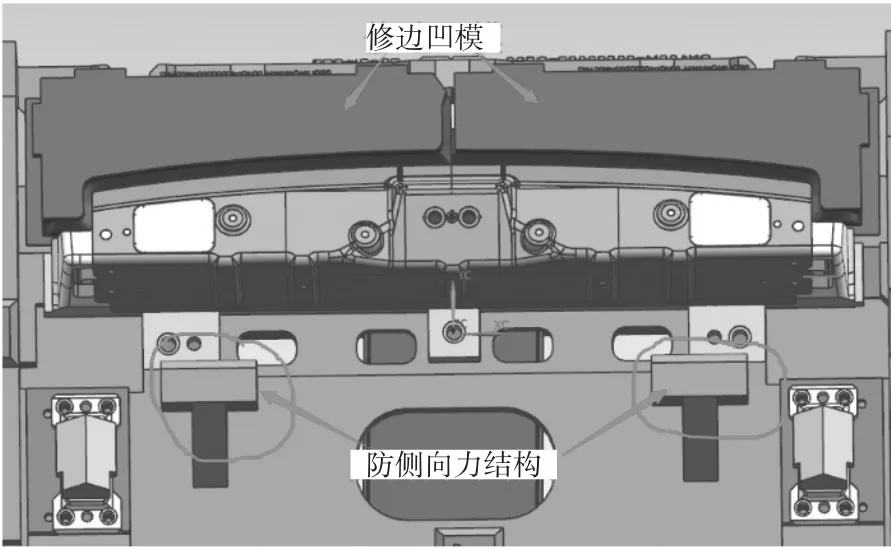
圖14 下模防側(cè)向力結(jié)構(gòu)
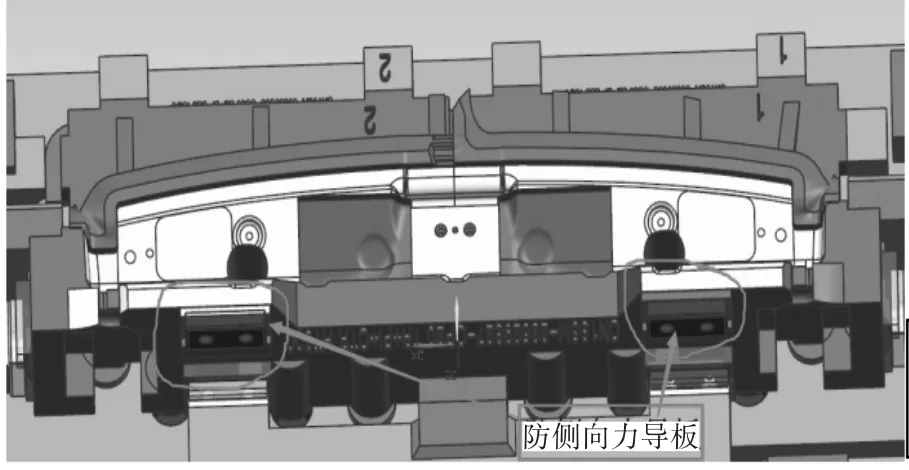
圖15 上模防側(cè)向力結(jié)構(gòu)
3 結(jié)束語(yǔ)
毛刺問(wèn)題在沖壓產(chǎn)品中是較為常見(jiàn)的一種現(xiàn)象,在模具制造的過(guò)程中,最終基本都會(huì)因毛刺問(wèn)題導(dǎo)致模具不能順利交付,所以,在這個(gè)問(wèn)題中,需要通過(guò)對(duì)設(shè)計(jì)、加工及制造的每個(gè)環(huán)節(jié)進(jìn)行分析總結(jié),結(jié)合公司的實(shí)際狀況,將毛刺問(wèn)題出現(xiàn)的幾率壓縮到最小,上述問(wèn)題及解決方案已在實(shí)踐中得以應(yīng)用,使公司模具修邊毛刺直接通過(guò)無(wú)需返修的幾率上升至85%,從而縮短模具開發(fā)周期,降低制造成本,提高產(chǎn)品品質(zhì)。
參考文獻(xiàn):
[1]于 欣.汽車覆蓋件模具設(shè)計(jì)與制造[M].北京:國(guó)防工業(yè)出版社,1998.
[2]胡 平.汽車覆蓋件模具設(shè)計(jì)[M].北京:機(jī)械工業(yè)出版社,2014.
[3]馬朝興.沖壓模具設(shè)計(jì)手冊(cè)[M].北京:化學(xué)工業(yè)出版社,2009.
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
