水泥智能優化控制系統在海外項目中的應用
2018-04-02 05:55:00魏燦張園園艾軍
水泥技術 2018年1期
魏燦,張園園,艾軍
1 水泥智能優化控制系統TCOCS[1]
水泥智能優化控制系統TCOCS(Cement Optimization Control System)是由天津水泥工業設計研究院有限公司電氣自動化設計研究所和中材(天津)控制工程有限公司聯合開發的、針對水泥廠復雜生產過程的一款新型自動控制系統。系統軟件利用計算機控制技術,采集DCS系統的實時生產數據,并結合化驗室的質量數據,利用多變量預測控制、模糊控制、魯棒控制、最優控制和自適應控制等多種先進控制技術,實現原料粉磨、燒成窯尾、燒成窯頭、水泥粉磨車間所有關鍵生產環節的過程優化控制,并能夠及時檢測且自動處理經常發生的特殊工況,達到安全、穩定、優化的自動控制效果,提高產量,降低能耗,保證產品質量,達到環保要求,穩定系統控制,最大程度地提高水泥生產企業的利潤。
TCOCS系統集合了大量的水泥生產工藝知識及操作經驗,更加適用于水泥生產的實際工況;該系統采用了多變量帶約束的預測控制算法,并配有特殊工況識別模塊、應用監控模塊、故障診斷模塊等,運行更加穩定可靠。
TCOCS系統通過OPC服務器采集DCS數據。實時數據通過信號處理模塊、軟儀表模塊、失效數據檢測模塊、噪聲檢測模塊等方式進行處理。處理后的數據一方面用于生產工況識別模塊,及時發現特殊工況并執行相應的自動處理算法;另一方面用于預測控制模塊,計算目標控制變量的變化趨勢、幅值及控制律,從而進行優化控制;同時用于監視設備及軟件運行,及時發現故障并自動處理,并在超出控制范圍的情況下語音報警提醒操作員進行手動干預。
采用該TCOCS系統,預期能夠使水泥生產增產1%~12%,將過程變動性減少40%~80%,從而減少廢料和原料,每噸能源成本減少1%~10%,達到環境排放法規所需的成本降低大約50%,在不超過環境限制的前提下能最大限度地提高產量、提升產品質量,同時安全穩定生產;能夠極大地降低操作員的工作強度,大大提升企業的自動化、信息化管理水平,給企業帶來可觀的經濟和社會效益,增強企業的綜合競爭力。
2 窯優化系統的構成
本次在印尼BOSOWA MAROS LINE2 5 000t/d CLINKER PLANTS投用的水泥智能優化控制系統為窯優化系統(簡稱KOS),主要包括三個模塊:燒成窯尾模塊、燒成窯頭模塊、篦冷機模塊,實現了窯轉速、窯喂料、窯喂煤、高溫風機轉速、窯頭負壓、篦冷機各室風機等的優化控制,顯著提高了窯系統運行的穩定性,提高了熟料產品質量,實現了節能增效。窯系統優化控制構成及原理見圖1。
(1)燒成窯尾控制模塊。主要包括分解爐溫度自動控制系統、高溫風機及預熱器氧含量自動控制系統等。水泥窯系統優化節能控制模塊能夠穩定并最優化燒成工況,穩定產品質量,提高產量,降低電耗,穩定O2、CO和NOx的含量,減少人為干擾,實現窯系統的自動控制。
(2)燒成系統控制模塊。針對多變量非線性控制模型,采用專家控制算法,通過分析比色高溫計、煙室溫度、窯主電流等參數,計算得出回轉窯燒成帶溫度,并將其模糊化,綜合分析燃燒帶溫度、分解爐氣體分析儀以及窯尾煙室氣體分析儀O2含量來控制窯喂料量、窯喂煤量、窯轉速以及高溫風機轉速。
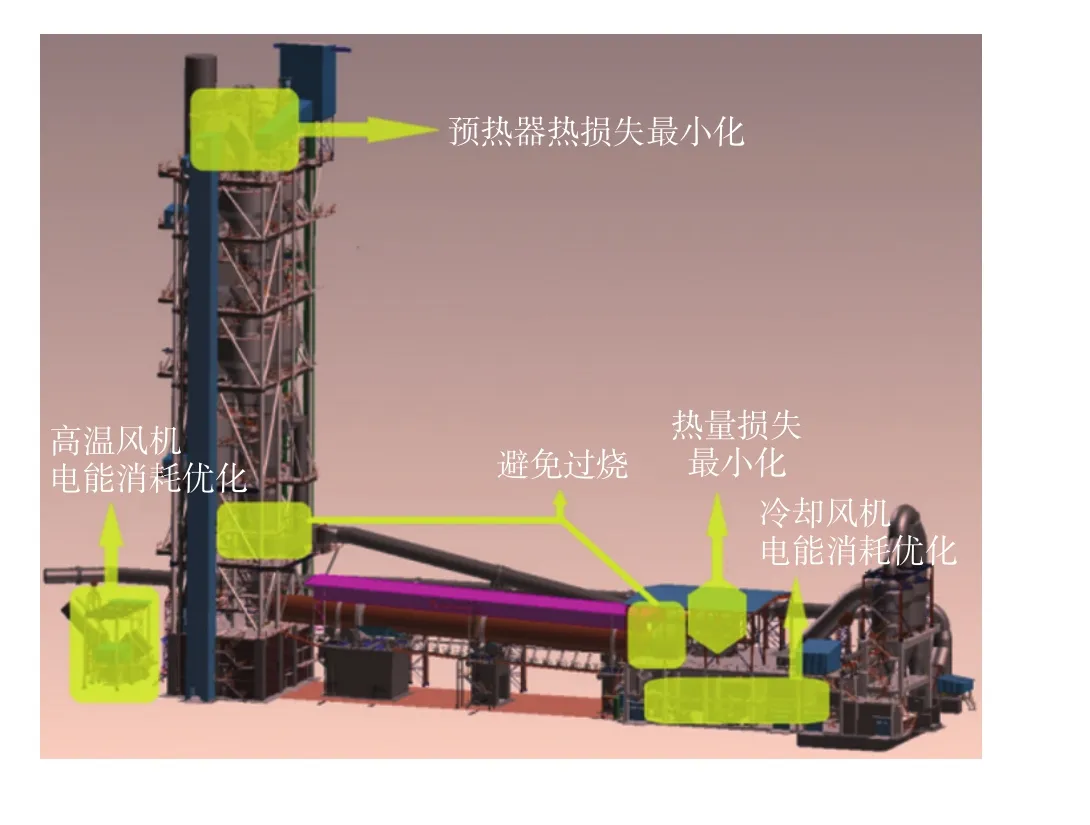
圖1 窯系統優化控制構成及原理示意圖
(3)篦冷機優化控制模塊。主要包括篦冷機風量(風機轉速或進風閥門)自動控制系統、篦冷機壓力自動控制系統、窯門罩負壓自動控制系統等。篦冷機優化節能控制模塊能夠穩定并最優化燒成工況,穩定產品質量,提高產量,降低電耗,穩定O2、CO和NOx的含量,減少人為干擾、實現窯系統的自動控制。
3 窯優化系統的配置
TCOCS系統是采用C++語言從底層開發而成,不依賴于DCS系統,因此操作簡單靈活,一般安裝在一臺操作站中即可。系統的操作過程主要包括TCOCS軟件安裝、OPC服務器配置、數據庫配置、軟件授權安裝、DCS接口配置、數據采集、參數調試等。
TCOCS系統實現原理有以下步驟:水泥優化控制系統通過OPC通訊實時從DCS系統中讀取需要的變量數據,并將數據保存到SQL Server數據庫中;對采集到的數據進行處理和分析;分析變量數據得到控制系統的模型;把輸入輸出變量代入到智能算法中,由智能算法得到可以使控制變量達到預定值的控制律;傳遞智能算法得到的控制律,經OPC通訊寫回到DCS系統中,進而控制執行器的動作。因此在使用本軟件之前需要進行一些必要的配置,包括OPC服務器配置、數據庫配置和DCS端接口配置。
3.1 OPC服務器配置
BOSOWA II線的DCS采用ABB 800XA系統,由于該系統安裝相對復雜,我們采用本地OPC服務器方式連接DCS系統。具體步驟如下:
(1)KOS服務器的安裝;
(2)KOS服務器加入DCS域;
(3)800XA服務器添加KOS服務器節點;
(4)KOS服務器本地機連接節點;
(5)測試KOS本地OPC服務器。
3.2 數據庫配置
TCOCS系統的數據層采用SQL Server2008數據庫,主要存儲優化系統必需的變量、實時數據,以及控制模塊運行時間,當控制模塊停止時,自動將運行時間寫到數據庫中,以備后期查看統計投用率等。具體步驟如下:
(1)SQL Server2008安裝;
(2)數據庫恢復;
(3)自動備份數據表格;
(4)獲取數據庫連接符。
3.3 DCS接口配置
為了提升TCOCS系統操作便捷性,本系統支持DCS端啟停控制模塊,這樣可以有效地減小用戶操作難度。TCOCS軟件運行后,用戶可以通過DCS端畫面上的啟動按鈕來啟動該控制回路,并可以在畫面上設置控制值,實現該控制模塊的啟動及控制。
根據BOSOWA項目具體情況開發出優化控制系統專用功能塊庫TCOCS1.0。該功能塊庫具有簡潔的人機交互界面、操作站優先/服務器優先自由選擇、符合操作員習慣的功能塊方式、操作簡單可靠、優化服務器端免維護等特點。該功能塊庫包括分解爐控制模塊接口功能塊TCOCS_Preheater、燒成系統控制模塊接口功能塊TCOCS_Kiln、通訊監視功能塊TCOCS_Kilnheart等,部分功能塊界面(faceplate)如圖2所示。
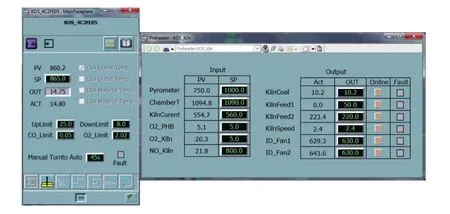
圖2 功能塊TCOCS_Preheater及TCOCS_Kiln界面
該功能塊具有以下特點:
(1)在線/離線切換,目標值設定;
(2)操作上下限設定;
(3)查看關鍵參數歷史趨勢;
(4)查看用戶操作手冊;
(5)自由切換控制變量;
(6)自由切換三種工作模式。
本項目的窯優化系統實現了窯喂料、窯喂煤、窯轉速、高溫風機等7種設備的自動控制,操作界面如圖3所示。
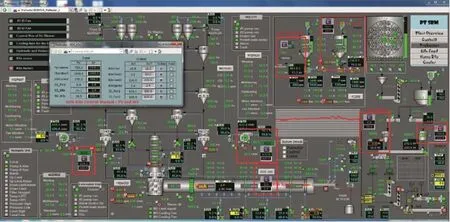
圖3 KOS操作界面
4 窯優化系統的調試
按照本文第三節的配置步驟及《水泥智能優化控制系統TCOCS用戶手冊》將系統配置完畢后,通過數據采集系統采集實時數據,然后使用我們自主開發的模型識別軟件——TCOCS Identification,將辨識出的控制模型參數指導后繼調試工作。
KOS軟件共分三個主頁面,分別對應燒成窯尾、燒成窯頭及篦冷機。以燒成系統為例進行介紹,該界面共分為以下部分:(1)界面切換按鈕;(2)調試參數按鈕;(3)歷史曲線界面;(4)過程數據界面;(5)控制命令界面,Preheater和Kiln界面共用。如圖4所示。

圖4 燒成系統界面
(1)歷史曲線界面。顯示過程控制參數的歷史曲線。子界面下側有8個復選框,勾選后該復選框的變量會在Trend里顯示,在Trend顯示區域點擊鼠標右鍵,則會彈出Trend Option對話框,對趨勢顯示進行配置。可以設置左右坐標軸以及時間軸的顯示范圍。選中左右坐標軸的自動范圍復選框,則自動根據曲線值縮放到合適的顯示范圍。
KOS程序自動將已勾選復選框的前兩個吸附到左側坐標,其余已勾選復選框吸附到右側坐標軸,Trend最多可同時顯示5條曲線。圖5中,勾選CO_A、CO_B和Given PH Coalfeeder三條曲線,因此CO_A、CO_B吸附到左側坐標軸,Given PH Coalfeeder吸附到右側坐標軸,將Trend Option對話框中左右坐標軸自動范圍勾選。
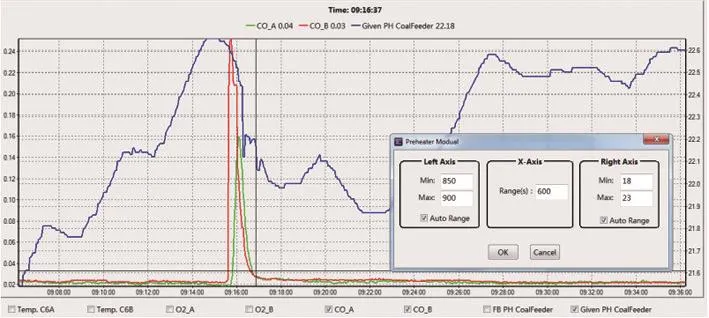
圖5 Trend界面及Trend Option對話框
(2)過程參數界面(圖6)。顯示過程控制參數實時值及配置,分為兩列Value-實時值,Config-過程參數配置,在該數值單擊鼠標左鍵彈出配置對話框,Setpoint-過程參數設定值;FilterLength-參數濾波水平;HLimit-Trend數據歸一化顯示上限;LLimit-Trend數據歸一化顯示下限。
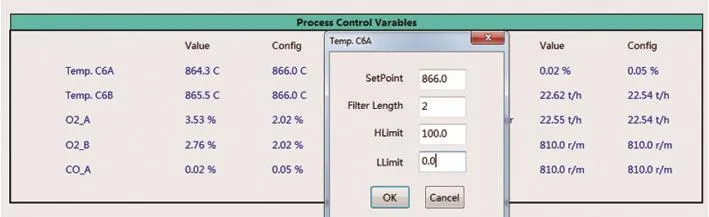
圖6 過程參數界面及Option對話框
(3)控制命令界面(圖7)。燒成窯尾模塊的啟停命令按鈕,包含兩個按鈕及該模塊所有相關的參數,啟動按鈕以及Online按鈕。如果客戶選擇操作站優先模式,則該按鈕用于調試階段啟停控制模塊;如果客戶選擇服務器優先模式,則該按鈕用于直接啟停控制模塊。注意:在啟動燒成窯尾模塊時Online按鈕顯示Online,如果顯示Offline,則無論客戶選擇何種優先模式,KOS都無法啟動。
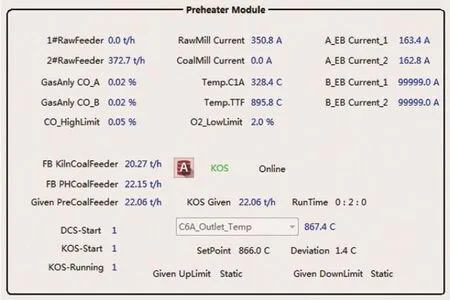
圖7 燒成窯尾模塊控制命令界面
5 窯優化系統的控制效果
截至目前,系統已安全、穩定、連續、自動、優化運行近十個月,系統性能完全媲美甚至超過其他國際知名品牌,尤其是分解爐溫度的控制效果得到業主的高度認可,控制效果如圖8所示。
系統投用后,分解爐溫度波動范圍迅速收斂,能夠達到正常工況條件下±5℃以內波動,甚至能夠長期保持在±3℃的范圍之內,全工況在±10℃之內波動。相比之前人工手動控制,波動范圍縮小了75%,運行率達95%以上,大幅提高了分解爐溫度的穩定程度,大大改善了燒成系統的工況,穩定了產品質量。當操作員改變分解爐溫度設定值時,該系統反應靈敏,跟蹤迅速,控制效果明顯。采用該系統,能夠極大地降低操作員的工作強度,解決了不同水平操作員操作效果差異這一難題,最大限度地減少了人為因素對窯系統的影響。
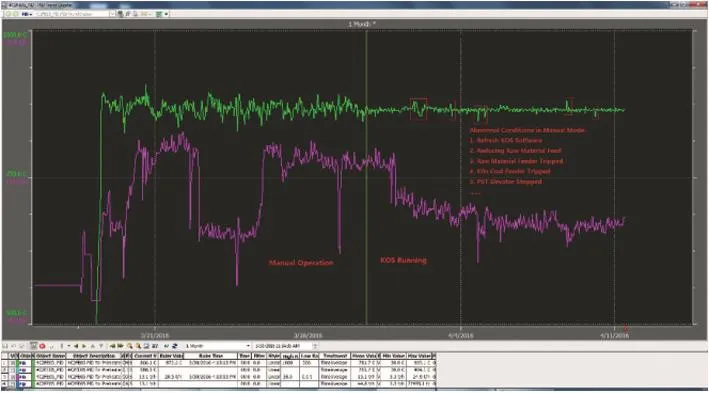
圖8 分解爐出口溫度:手動操作對比TCOCS優化
TCOCS運行時篦冷機冷卻風機風量波動見圖9,各室風量波動范圍迅速收斂,能夠達到正常工況條件下±50m3/h以內波動,全工況在±300m3/h之內波動。相比之前人工手動控制,波動范圍縮小了85%,運行率達99%以上;篦冷機篦下壓力波動范圍迅速收斂,能夠達到正常工況條件下±100Pa以內波動,甚至長期能夠保持在±50Pa的范圍之內,全工況在±150Pa之內波動。相比之前人工手動控制,波動范圍縮小了70%,大幅提高了篦冷機篦下壓力的穩定程度。
此外,在印尼BOSOWA MAROS LINE2 5 000t/d CLINKER PLANTS投用的水泥智能優化控制系統現已通過驗收,近十個月生產數據顯示,每噸熟料平均節約實物煤5kg,節煤比例2%,游離氧化鈣合格率(fCaO≤1.5)提升20%,達到了節能降耗減排的控制效果,預期能給業主帶來可觀的經濟效益和社會效益,大大提升企業的自動化、信息化管理水平,增強企業的綜合競爭力。
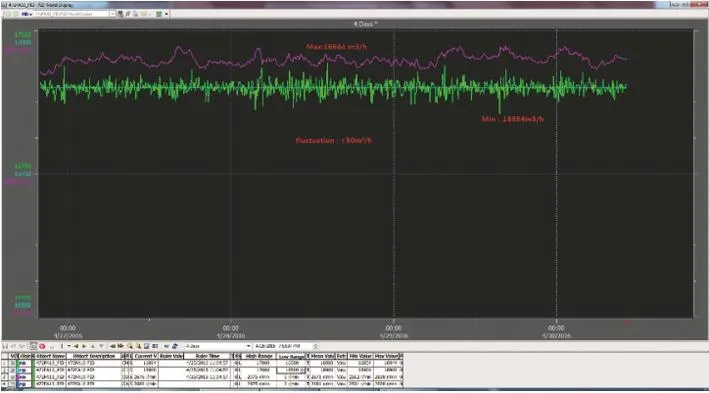
圖9 TCOCS運行時篦冷機冷卻風機風量波動
6 結語
天津院自主開發的TCOCS系統在海外EPC工程的首次成功應用,標志著公司信息化研發團隊長期不懈的技術積累和技術創新已初見成效,填補了公司在水泥智能控制方面的空白,提升了公司提供高端技術服務的能力,為公司帶來了較好的經濟效益。
參考文獻:
[1]王靖,艾軍,魏燦,等.水泥智能優化控制系統的應用研究[J].水泥技術,2016,(2):31-34.■
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
家庭影院技術(2017年9期)2017-09-26 03:41:45