高速切削過程材料變形的應變率研究
2018-04-03 06:57:10張克國劉勇王延剛
航空學報 2018年3期
張克國,劉勇,王延剛
山東大學(威海) 機電與信息工程學院,威海 264209
正確描述材料變形在不同應變率情況下的力學行為,是固體力學的研究內容,塑性材料的切削過程是一個高溫、高應變率的大變形過程,正確認識其應變率的變化規律,以及應變率對其他物理參量的影響對認識切削過程十分重要,然而切削過程切削速度快,溫度高,使得應變率的測量與觀察非常不便,本文以航空鋁合金7050的切削加工為研究對象,研究切削過程應變率的分布規律,針對應變率不易測量觀察的特點,提出了一種從流動的觀點對應變率進行定量研究的方法,并利用仿真與實驗相結合的方法,以驗證計算機仿真所得結果以及提出方法的正確性與可行性,旨在為高速切削過程的研究提供參考與思路。
金屬材料在外加載荷超過屈服極限時將發生永久的變形,通常用流動應力表征材料發生塑性變形時的宏觀變形阻力,材料的流動應力會隨應變率的提高而增大,這就是材料的應變率效應,應變率對屈服應力或一定應變下流動應力的影響,人們已從宏觀上得出兩類規律:冪函數律和對數律,從而得出兩個應變速率敏感指數(m,λ)用來衡量應變率增大時材料的強化傾向,其中m為冪函數應變速率敏感指數,衡量的是材料擬制局部出現縮頸的能力,也就是超塑性能力,宋玉泉等[1]提出了測量m值的方法與規范;λ為對數應變速率敏感指數,用來衡量材料對應變率的敏感程度,鄭堅和孫成友[2]研究了這二類指數的聯系,提出用應變率躍變法來測量λ值的大小。然而在高應變率下,應變率對材料流動應力的影響和低應變率情況下的不同,Campbell和Ferguson[3]認為對鋁、銅、鋅、軟鋼等材料而言,超過某一特定的應變率(約為103s-1)后,材料流動應力將與應變率呈線性變化,Li[4]在研究鋁合金1100以及Lee等[5]在研究7050鋁合金的動態特性時也發現了這種近似線性關系。正是這種線性關系為從流動的角度研究切削過程提供了依據。
最早從流動的角度去研究高應變率下的塑性變形始于尤金教授,他用流體流過不同前角刀具來模擬切削過程材料的流動,用實驗的方法來驗證他的設想,并拍攝到了與快速落刀實驗相同的照片,Shaw對尤金實驗的過程和所用裝置進行了說明,如圖1所示[6];Kwon等[7]在切削中引入流體動力學,用勢流(無旋)理論研究微細切削中的尺寸效應;Kazban[8-9]則利用保角變換去處理高速切削現象,將高速切削過程看做具有簡單封閉多邊形邊界的流動,從而利用施瓦茲-克里斯托費爾映射將高速切削過程變換成上半平面的一源二匯問題(即從空間的一個無限遠點以一定的流量向二個方向流出所引起的流動,流出點為源,流入為匯);畢雪峰和劉永賢[10]根據前人的實驗結果用流體中的流線理論計算高速切削過程形成的流線上的應變率與應變;El-zahry[11]則是從流動觀點,利用流體邊界層理論解釋了第2變形區前刀面間的內摩擦與外摩擦,Astakhov[12]在研究刀具磨損時認為,高溫下形成的Fe2W達到了其熔點1 130 ℃時會在第2變形區形成液體流層,Shaw[6]也曾指出,PCBN刀具切削超硬材料時常能見到液體流層,Blumke和Muller[13]認為正是由于切屑與切削刃間的流體熔化層的存在,才使得切屑更易于流動,從而使高速切削時所需切削力下降;Flom等[14]則利用流體熔化層潤滑機理研究高速切削過程,實際上某些金屬,比如銅在室溫下就能表現出和流體相似的特點,Sundaram等[15]曾經以較硬的鋼楔犁切銅的表面以研究金屬界面滑動的現象,發現銅的表面層滑動表現得像流體層流。因此從流動的角度理解切削過程雖然新穎但絕非沒有基礎。
1 切削過程中的應變率計算

(1)
式中:Δs為剪切區的寬度;φ為剪切角;Vs為切屑沿剪切區方向滑移的速度;V為切削速度;α為刀具前角。實際上切削過程中剪切區的寬度不易測量,Oxley[16]在大量實驗的基礎上提出了剪切區應變率的計算公式為
(2)
式中:C1為切削參數,取5.9;LOA=a/sinφ為剪切面的長度,a為切削層的厚度。然而這是忽略了工件材料性能和切削速度對剪切區寬度的影響,實際上隨切削速度的提高,剪切區的寬度會越來越小。Tounsi等[17]在第一變形區不平行模型的基礎上提出了應變率的計算公式,認為應變率同切削速度成正比,與剪切區寬度成反比,同時與刀具前角和剪切角相關。無論哪一種計算方法,隨切削速度的提高應變率會越來越大,最終會超過某一臨界值,使得材料的流動應力與應變率呈線性關系,從而可以從流動的觀點對切削過程進行研究。
文獻[18-19]將高應變率下的材料變形建模為流動的流體,利用有限元分析方法得到了應變率在切削過程中的分布情況,并指出應變率在第一變形區最大,并沿剪切面向外依次減小。但是一直沒有較好的方法實現應變率的實際測量,實際上切屑的產生是被切除材料超過屈服極限時的流動,可從流動的觀點入手,通過觀測加工在被切除材料表面的網格尺寸的變化來獲得較為精確的結果,具體原理如下:在材料表面加工上微小尺寸的網格,可以利用飛秒激光加工至納米級尺寸,理論上尺寸越小精度越高,但尺寸過小,激光加工過程受熱變形會使得微小網格模糊不清,某一區域的網格從始滑移線開始,經一段時間的滑移后越過剪切平面同時發生了變形,如圖3所示,沿前刀面方向定為x向,垂直前刀面方向定為y向,一個網格在某一時刻x方向的長度為xn-1,經一段時間t后沿x方向移動Lx距離后長度變為xn則此網格在二個方向的變形可根據網格尺寸的改變計算獲得:
(3)
若圖形發生了偏轉,還需根據角度關系投影到x方向上,式中γx表示沿x方向的變形,θ為網格發生偏轉的角度。假定切削過程穩定,材料內部材質均勻,從流動的角度看,前一個網格越過剪切面后,后一個網格就會移動到前面網格原來的位置,因此只要測量相鄰網格的長度變化就可得到相應的應變。 忽略激光束加工線的寬度,則沿x方向移動的距離Lx就約等于第一個網格在x方向的測量長度xn-1在x方向的投影,所用時間t可表示為
(4)
式中:Vc為切屑沿前刀面移動的速度。據此可以算出沿前刀面方向的應變率分布為
(5)
同理可得沿剪切面方向上的剪切應變率為
(6)
2 切削實驗與測量結果
被切除工件采用7050航空鋁合金,加工成2 mm厚板狀,同時在工件表面用飛秒激光預加工出0.05 mm×0.05 mm的網格。根部獲取方法按文獻[19]中介紹的方法,如圖4所示,在工件一側加工出圓型孔或是如圖4所示的槽,隨銑削進給的增加,靠近邊緣短槽材料會逐漸減少直到由于刀具的進給從而使切屑根部與工件分離。所用加工設備為Daewoo ACE V500立式加工中心,測量設備利用大景深光學顯微鏡KEYENCEVHX-600。所用銑刀刀盤直徑為160 mm,銑刀片采用肯納Kennametal的KC725M涂層刀片,型號為SNHX12L5PZTNGP,切削速度為20 m/s。利用加工中心獲得切屑根部后,直接在光學顯微鏡下觀察分析。
實驗時獲得的切屑根部如圖5和圖6所示,前刀面方向取4條流線,每條線上測量10個網格分別以數字1~40標記;剪切區方向取3條剪切線(剪切面),以1~30標記。兩個方向上所測得的各網格原始長度見表1和表2。
實際上,隨切削速度的提高,網格在切削過程中會遭到破壞,增加了測量的難度,同時隨切削速度的提高,切削根部的獲取會越來越難,這是此種方法的缺陷,且測量過程是對既成影像的處理,同時切屑根部獲取后因切削受力而發生變形等都增加了測量的不確定性,因此相同條件下測量的結果有可能不盡相同。
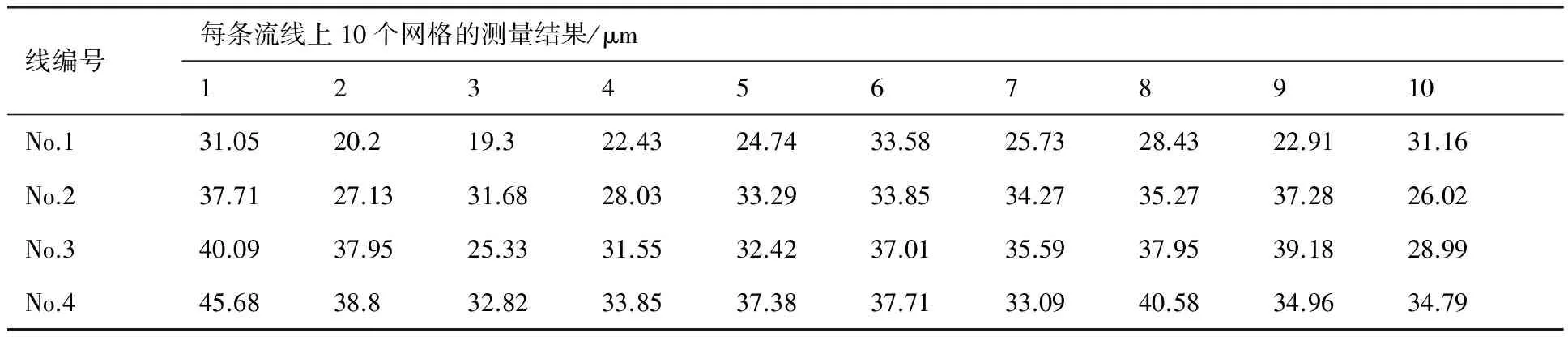
表1 前刀面方向網格測量原始長度Table 1 Original lengths of meshes along direction of rake face

表2 剪切面方向網格測量原始長度Table 2 Original lengths of meshes along direction of shear plane
3 實驗結果分析討論
利用式(5)和式(6)可計算得出各條線上的應變率分布,單個數值受前后網格的影響,波動較大,因此對單個網格研究應變率數值并無意義,而研究各條線上的平均值則能比較接近實際分布情況。計算后得前刀面上各條流線上應變率的平均值分別為1.53×105,0.91×105,0.89×105,0.52×105s-1;而剪切面方向剪切線上的應變率的平均值分別為0.54×105,0.80×105,0.70×105s-1,如圖7所示,前刀面上靠近刀具的第1條線應變率平均值最大,這與刀具前刀面的摩擦有關,摩擦越大變形越大,應變率亦越高,由圖7(a)可看出離刀具前刀面越遠應變率數值越小;而圖7(b)則顯示3條剪切線上的應變率數值以第2條剪切線上的平均值最大,因為處于第1變形區的中心位置,其他區域則依次減小,這與計算與仿真結果相同。
前刀面上的總平均值是0.96×105s-1,剪切面上的總平均值是0.68×105s-1,剪切面方向應變率平均值小于流線方向應變率平均值,說明剪切面方向的材料變形速率要小于流線方向上的材料變形速率,因此從宏觀上看切屑部分尤其是第1變形區內壓縮現象劇烈,從而導致沿x方向的網格長度變小;切削過程應變率的數值達105數量級。
4 實驗結果與仿真結果對比
從流動的角度對切削過程進行模擬計算,切削時體積力可以忽略,切屑不可壓縮,質量守恒,假定均勻且恒定流動,切削的納維爾-斯托克斯方程偏微分形式為
(7)
式中:vi、vj為速度分量;ρ為材料密度;p為材料內局部壓力;μ為材料黏度;xi、xj為梯度方向;i,j=1,2且i≠j。
切削過程是個熱力耦合的復雜過程,如不考慮外部熱源,則其能量方程為
(8)
實驗所得結果與模擬計算結果如圖8所示,前刀面上的應變率分布對比如圖8(a)所示,曲線走向趨勢吻合較好,都是從刀尖開始減小到速度滯止點后逐漸上升,因刀尖變形最為劇烈,因此刀尖的應變率最高,而速度滯止點處材料流動速度最小,因此此處應變率最小。而圖8(b)顯示的是剪切面上的應變率分布對比,實驗與模擬所得都是在刀尖處較高,中間部位數值要比這部分小,但實驗中由于刀尖附件材料變形嚴重,網格出現扭曲翻轉,見圖5和圖6,從大景深顯微鏡可以看出此部分影像模糊,難免給測量帶來誤差,因此實驗中剛開始的幾個數據較為異常。無論是前刀面上的應變率分布還是剪切面上的分布,實驗所得分布規律與計算所得規律基本一致。但實驗結果與模擬計算仍然有很大的改進空間,首先,樣本數量要足夠大,即網格數量需增加,線條數量應盡可能覆蓋研究區域,其次,對影像處理技術需改進,網格距離的測量靠操作者手工控制有太大的浮動因素。同時從流動的方面入手去研究高速切削仍需大量的理論分析與實驗證實,這也是進行下一步研究的方向。
5 結 論
切削過程應變率能達到105數量級,在中心剪切面上數值較大,且剪切面的兩端即刀尖與自由表面處最大,然后由內向外依次減小,沿前刀面方向越靠近前刀面因摩擦的阻礙作用,變形越劇烈,應變率越大,應變率從刀尖沿前刀面減小到速度滯止點后會上升一段距離,然后下降;沿前刀面方向應變率要比沿剪切面方向應變率大,因此切屑沿前刀面方向壓縮現象較為嚴重。
從流動的角度研究切削過程,能得到切削過程應變率的分布規律,并能做到較為粗糙的定量研究,雖然仍需大量的理論支持與實驗證實,但確為應變率從定性研究過渡到定量研究提供了思路。
參 考 文 獻
[1] 宋玉泉, 管志平, 李志剛, 等. 應變速率敏感性指數的理論和測量規范[J]. 中國科學E: 技術科學, 2007, 37: 1363-1382.
SONG Y Q, GUAN Z P, LI Z G, et al. Theoretical and measurement specifications for strain rate sensitivity indices[J]. Chinese Science E: Technical Science, 2007, 37: 1363-1382 (in Chinese).
[2] 鄭堅, 孫成友. 關于材料的應變率敏感效應[J]. 力學與實踐, 1996, 18(3): 18-27.
ZHENG J, SUN C Y. Strain rate effect about material[J]. Mechanics and Practice, 1996, 18(3): 18-27 (in Chinese).
[3] CAMPBELL J D, FERGUSON W G. The temperature and strain-rate dependence of the shear strength of mild steel[J]. Philosophical Magazine, 1970, 81(169): 63-82.
[4] LI C H. A pressure-shear experiment for studying the dynamic plastic response of metals at shear strain rate of 105s-1[D]. Providence: Brown University, 1982: 173-175.
[5] LEE W S, SUE W C, LIN C F. The strain rate and temperature dependence of the dynamic impact properties of 7075 aluminum alloy[J]. Journal of Materials Processing Technology, 2000, 100(1-3): 116-122.
[6] SHAW M C. Chip formation in the machining of hardened steel[J]. CIRP Annals-Manufacturing Technology, 1993, 42(1): 29-33.
[7] KWON K B, CHO D W, LEE S J. A fluid dynamic analysis model of the ultra-precision cutting mechanism[J]. Annals of the ClRP, 1999, 48(1): 43-46.
[8] KAZBAN R V. Fluid mechanics approach to machining at high speeds: Part I: Justification of potential flow models[J]. Machining Science and Technology, 2007, 11(4): 475-489.
[9] KAZBAN R V. Fluid mechanics approach to machining at high speeds: Part II: A potential flow model[J]. Machining Science and Technology, 2007, 11(4): 491-514.
[10] 畢雪峰, 劉永賢. 基于流線理論計算正交切削中應變率和應變的方法[J]. 東北大學學報, 2009, 30(8): 1185-1188.
BI X F, LIU Y X. Calculating strain rate and strain during orthogonal cutting in accordance to streamline theory[J]. Journal of Northeastern University, 2009, 30(8): 1185-1188 (in Chinese).
[11] EL-ZAHRY R M. On the hydrodynamic characteristics of the secondary shear zone in metal machining with sticking-sliding friction using the boundary layer theory[J]. Wear, 1987, 115(3): 349-359.
[12] ASTAKHOV V P. The assessment of cutting tool wear[J]. International Journal of Machine Tools & Manufacture, 2004, 44(6): 637-647.
[13] BLUMKE R, MULLER C. Microstructure—A dominating parameter for chip forming during high speed milling[J]. Materialwissenschaft Und Werkstofftechnik, 2015, 33(4): 194-199.
[14] FLOM D G, KOMANDURI R, LEE M. High-speed machining of metals[J]. Annual Review of Materials Science,1984, 14(1): 231-278.
[15] SUNDARAM N K, GUO Y, CHANDRASEK-AR S. Mesoscale folding, instability, and disruption of laminar flow in metal surface[J]. Physical Review Letters, 2012, 109: 106001(1)-106001(5).
[16] OXLEY P L B. Mechanics of machining: An analytical approach to assessing machinability[M]. Chichister: Ellis Horwood, 1989: 242-245.
[17] TOUNSI N, VINCENTI J, OTHO A, et al. From the basic mechanics of orthogonal metal cutting toward the identification of the constitutive equation[J]. International Journal of Machine Tools & Manufacture,2002, 42(12): 1373-1383.
[18] ZHANG K G, LIU Z Q, WAN Y, et al. Fluid-like properties of chip flow in high speed metal cutting process[J]. Machining Science and Technology, 2015, 19(1): 71-85.
[19] 張克國, 劉戰強, 萬熠. 基于CFD的高速切削層流模[J]. 航空學報, 2013, 34(3): 703-710.
ZHANG K G, LIU Z Q, WAN Y. Laminar flow analog for high speed machining based on CFD[J]. Acta Aeronautica et Astronautica Sinica, 2013, 34(3): 703-710 (in Chinese).
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
中華詩詞(2020年1期)2020-09-21 09:24:52
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36