多要素綜合試件設計加工與刀具應用
2018-04-28 00:34:06東北工業集團吉林東光奧威公司長春130012劉振利
金屬加工(冷加工) 2018年4期
關鍵詞:工藝
■ 東北工業集團吉林東光奧威公司 (長春 130012) 劉振利
■ 長春科技學院汽車機械工程學院 (吉林 130600) 劉 剛 郭 墅
要素是構成零件幾何特征的點、線、面。不同形狀的基本幾何特征構成多樣化的零部件和產品。在數控加工領域,不同要素的加工是從業人員必須掌握的技能,更是加工復雜要素的基礎。在制造領域,機械類產品的加工都離不開數控刀具,掌握數控刀具的合理應用,在加工成本控制、提高生產效率方面至關重要。這里將介紹1個比較典型的綜合試件的加工方法和刀具的應用情況。

圖1
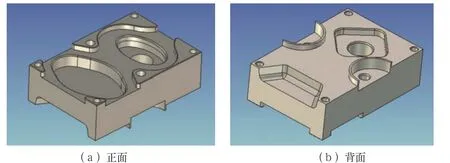
圖2
1. 試件的構成
該綜合件的實體造型使用的是CAXA實體設計和制造工程師軟件,為了較全面地體現各種要素加工特點和刀具的使用,在試件中設計有薄壁、異形、螺紋、曲面、型腔、凸臺、斜面和圓弧連接等許多特征。在造型過程中,使用了拉伸增料、除料、旋轉和掃描等功能。
試切件毛坯尺寸為120mm×80mm×40mm,件1采用2A12材料加工(見圖1),件2采用45鋼材料加工(見圖2)。
(1)件1的設計:為了在加工時體現面銑刀的使用,將試件總體厚度由毛坯尺寸厚度40mm降低到39mm,由面銑刀來銑削完成。在正面,主題設計要素為圓弧連接,一個多曲線連接構成類似葫蘆形輪廓,上面有一個50mm×30mm的橢圓,橢圓上表面為曲面,橢圓中間φ20mm的孔壁內有3條均勻分布的螺旋槽(見圖3)。在類似橢圓的異形輪廓上有兩個成形槽孔(見圖4)。螺旋槽、成形槽孔將使用成形刀具完成加工。
件1的背面以斜線、圓孔、薄壁和螺紋設計為主,在表面上留有刻字和LOGO的位置。件1工藝尺寸如圖5所示。
(2)件2的設計:件2采用了與件1相配合的結構,具有件1的特點,在正反兩面以型腔、輪廓和大孔為主,同時增加了攻螺紋和鉸孔加工的元素。工藝尺寸如圖6所示。
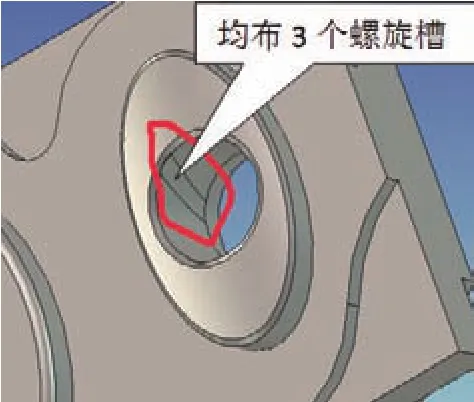
圖3 局部剖切放大
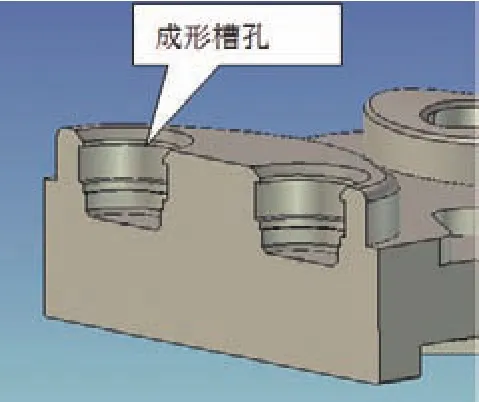
圖4 局部剖切放大

圖5 件1工藝圖
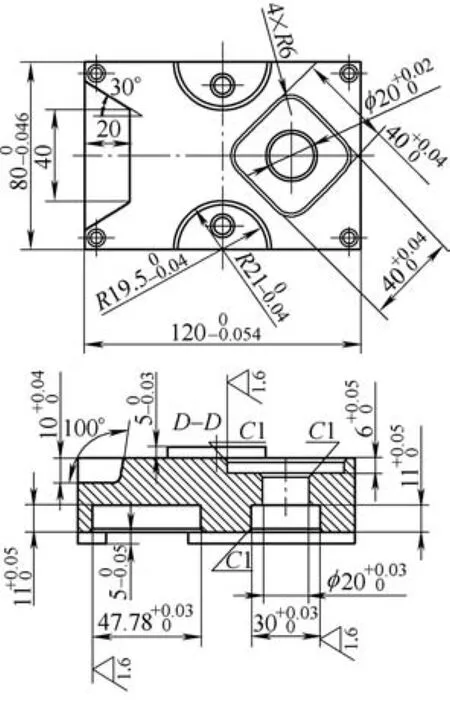
圖6 件2工藝圖
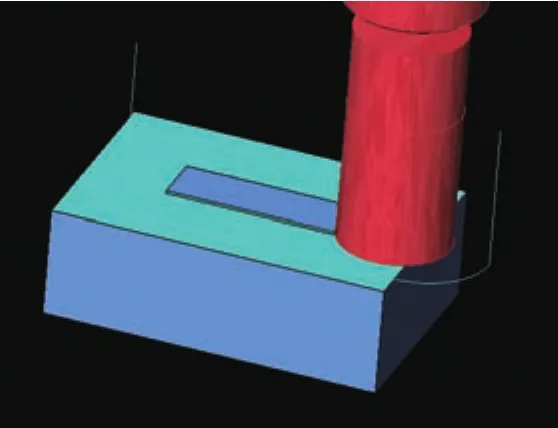
圖7
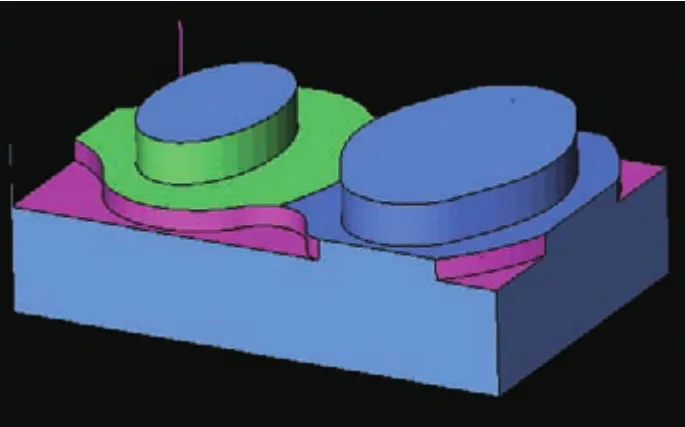
圖8
2. 工藝路線
加工路線的選擇關系到零件的加工質量和表面粗糙度,路徑的優劣會影響到加工效率,并且加工路徑的選擇也會影響到刀具的使用壽命。加工路線的安排一般遵照先面后孔,先粗后精,先主后次的原則。銑削走刀路線一般采用順銑的原則,這樣可以保證加工表面硬化小,形成的切屑由厚變薄,減少刀具摩擦,提高刀具使用壽命。
銑削大平面時,銑削寬度選擇刀具直徑的70%~80%,切入工件時采用圓弧切入,刀具盡量不要離開表面,保證刀具連續切削,平面有孔或槽時一般安排在銑平面后,這樣可以避免斷續切削對刀具刃口的沖擊。減少停頓和振動。通過對試切件圖樣的分析,分別確定了下面的加工路線。
3. 件1加工路線
(1)用平口鉗夾緊工件,保證上表面加工的深度。件1為鋁質材料,為了不夾傷工件表面最好墊上薄銅皮。使用φ40mm方肩立銑刀銑削平面保證39mm尺寸,走刀路線如圖7所示。
(2)粗加工異形凸臺、橢圓和葫蘆形外輪廓:刀具使用φ20mm方肩立銑刀。高速機床應以小切深、快進給進行切削,不但能快速去除余量,也能提高刀具的壽命,如圖8所示。
(3)φ10mm的整體合金立銑刀完成異形凸臺、橢圓和葫蘆形外輪廓精加工,保證工藝所要求的尺寸。
(4)鉆φ20+0.03+0mm底孔,鉆成形槽孔φ(21.5±0.15)mm的底孔:φ20+0.03+0mm孔的加工可以采用鉆→擴→鉸的工藝完成,如果機床精度較好,可以采用鉆孔→銑孔的方式以提高效率,并可以對孔徑進行控制,有利于孔軸的直線度。銑孔采用螺旋下刀銑削方式,孔壁沒有進刀痕。
(5)銑兩個φ(21.5 ±0.15)mm成形槽孔:這種槽孔的加工一般采用的是鉆底孔——成形扁鉆加工φ(18±0.215)mm、φ19.2+0.2+0mm等臺階底孔——槽刀銑削φ(21.5 ±0.15)mm,在這里我們采用鉆底孔——成形槽刀銑削的加工方式加工,這樣可以減少中間成形扁鉆的加工工步,也可以避免在修改程序時,由于修改錯誤造成φ(21.5 ±0.15)mm與φ(18±0.215)mm、φ19.2+0.2+0mm等臺階孔不同心的問題。就是說可以鉆完底孔后,用成形的槽銑刀直接把所用的尺寸全部加工出來,提高效率,節省了刀具費用,保證了加工準確性(所用刀具見圖9)。
(6)銑3個螺旋槽:該螺旋槽常見于某汽車零部件的主孔內加工,孔一般比較深,在側壁上加工螺旋槽的刀具較長,容易產生振紋,通過改變成形刀具的角度和形狀后,能夠銑削出較光滑的表面,滿足技術要求,加工時可編出一個加工程序,通過坐標旋轉完成另外兩條螺旋線(所用刀具見圖10)。

圖9
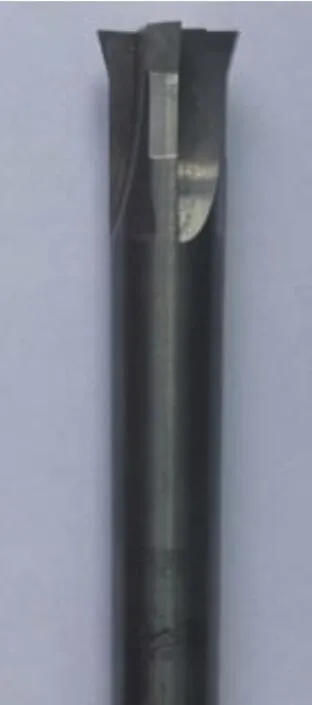
圖10
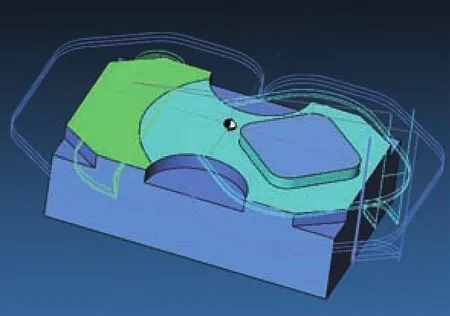
圖11
(7)銑橢圓上表面的圓弧面:使用φ8.0mm的球刀完成加工。為保證球面的光滑,刀具切削刃要鋒利,高轉速,步距取得要盡量小些,精加工一般小于0.05mm效果會好些。
(8)倒角:倒角刀完成工藝上倒角加工要求。注意倒角時既要保證倒角光滑,又要避免振紋的產生。
(9)卸下工件,去毛刺,翻轉加工另一面。
(10)粗銑四邊形和外輪廓:使用φ40mm方肩立銑刀銑削平面保證尺寸。注意銑削路線的安排和進刀方式的選擇(見圖11)。
(11)粗銑四邊形內腔輪廓:使用φ10mm整體合金立銑刀,在加工正面時已經加工出四邊形中間的大孔,進刀可以采用垂直進刀方式。可以減少加工時間。
(12)精加工:使用φ10mm整體合金立銑刀完成對四邊形內外輪廓和外形輪廓的精加工。
(13)銑M24×1.5mm螺紋:采用螺紋銑刀銑削螺紋。
(14)刻字和LOGO的加工,使用刻字刀具完成所要求的刻字內容的加工。因為刀很小,采用高轉速、小切深加工,注意軸向進給速度不要過大(見圖12)。
(15)倒角:倒角刀完成工藝上倒角加工要求。
4. 件2工藝路線
件2和件1具有類似的形狀,加工工藝的的安排大體相同,同樣要注意走刀路徑的安排和進刀方式的選擇。該工件為45鋼件,刀具應該使用YT類,也就是P類的刀具或刀片。切削參數的選擇,在粗加工時應以刀具耐用、快速去除余量為主。精加工時以提高表面粗糙度質量為主,轉速盡量高些。
正面加工路線:如表1所示,在表中我們可以看到工步1和工步3增加了鉆底孔工序,是為了在銑異型輪廓時便于垂直進刀,同時在背面加工φ20mm孔時,也要預鉆出底孔。這樣在銑削輪廓進刀時可減少銑刀的磨損,從刀具成本上考慮比較有利。
背面加工路線如表2所示,半凹槽輪廓側壁具有10°的斜面,側壁底邊為圓弧連接。該輪廓加工用φ20mm刀具開粗后,φ8r4mm球刀進行精加工。為保證表面粗糙度步距不宜過大,φ8mm孔采用鉆→擴鉸完成加工。
所使用的刀具情況如表3所示。

表1 件2正面
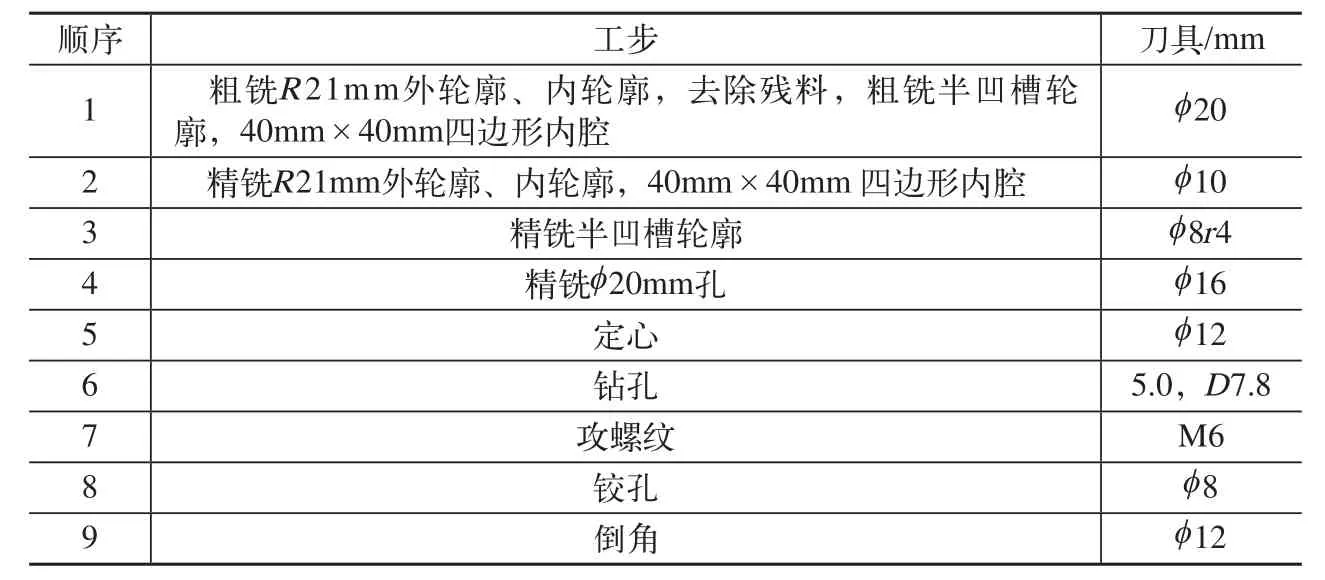
表2 件2背面

表3 刀具使用情況
5. 結語
以上論述就是該綜合試件的切削加工、工藝安排和刀具使用情況。金屬加工技術需要多種基礎知識來支撐,刀具的使用需要豐富的理論知識和實踐經驗的積累。不同的刀具、不同的加工材料都有相應的切削參數范圍。掌握合理的切削原理、刀具結構和刀具材料在延長刀具使用壽命、降低生產成本上會有很大的幫助,只有那樣才能加工出更加精確、更加理想的產品。

圖12
參考文獻:
[1] 金屬加工雜志社,哈爾濱理工大學. 數控刀具選用指南[M]. 北京:機械工業出版社,2014.
[2] 楊叔子. 機械加工工藝師手冊[M]. 北京:機械工業出版社,2008.
[3] 陸劍中,孫家寧. 金屬切削原理與刀具[M]. 5版. 北京:機械工業出版社,2011.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
