夾套容器改進型圓環加強圈的設計
2018-05-18 12:23:18
化肥設計 2018年2期
(武漢江漢化工設計有限公司,湖北 武漢 430223)
夾套容器是指在容器殼體外包有完整的密閉腔用來加熱或冷卻容器內物料的一種容器。夾套容器主要由內容器和外夾套兩部分構成,內容器的設計壓力要考慮內壓、外壓或最大壓差。當夾套側壓力相對較高時,內筒體的壁厚往往取決于外壓計算厚度。為提高經濟效益,降低設備整體造價,可在內筒體設置加強圈,提高其穩定性,有效降低內筒體的厚度。
考慮到結構緊湊及合理性的要求,內外筒體間的間隙一般較小,加強圈的設置受到間隙尺寸的約束。當加熱或冷卻介質采用低壓蒸汽或循環冷卻水時,內筒的設計外壓相對較低,所需的加強圈截面尺寸較小,內外筒體間的間隙可以滿足加強圈的結構尺寸以及換熱介質流通面積的要求;當夾套內介質壓力相對較高(如采用中、高壓蒸汽)時,內筒的設計外壓也較高,所需的加強圈截面尺寸更大,常出現加強圈結構尺寸大于內外筒體間隙而無法布置,或者勉強能夠布置下,又沒有足夠的介質流通面積的情況,影響工藝操作。本文以某裝置中的一個儲槽為例,討論在這類情況下圓環型加強圈的設計。
1 設計參數
夾套容器外形示意見圖1,主要參數見表1。
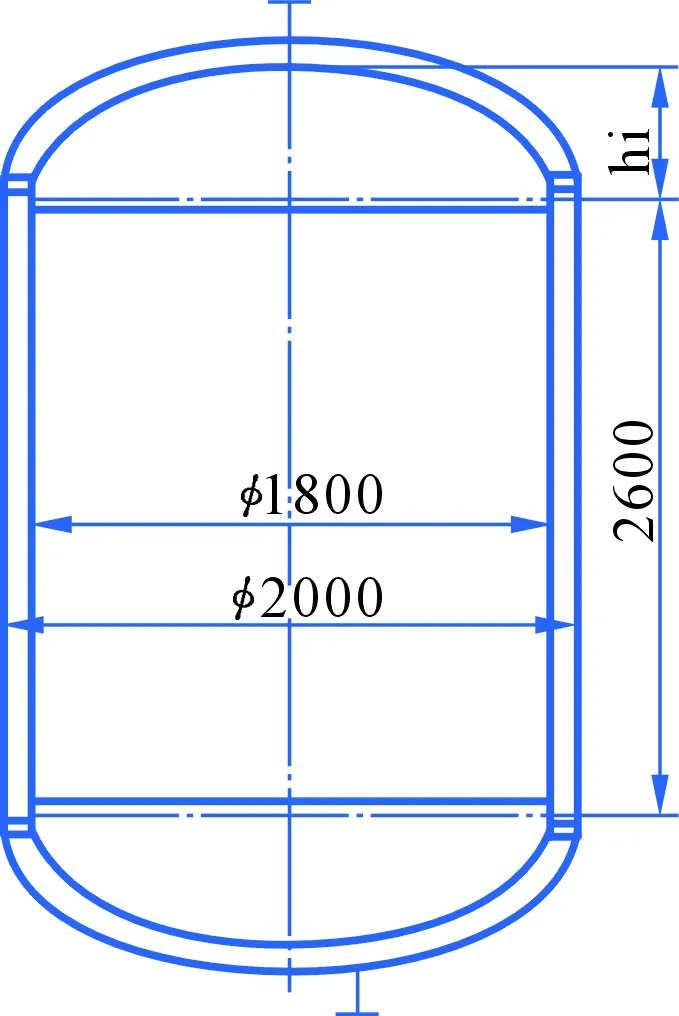
圖1 夾套容器外形示意

部位設計壓力/MPa設計溫度/℃內徑/mm長度(切線)/mm材料焊接接頭系數內筒0.811018002600S304080.85夾套0.811020002680S304080.85
如果內筒體不進行加強設置,則內筒外壓計算長度L=2 600+2×hi/3=2 900mm(hi為內筒橢圓封頭曲面深度,下同),按GB/T 150.3—2011中內壓筒體和外壓筒體的計算方法,在內壓和外壓分別作用時所需名義厚度分別為7mm和22mm,由此可見內筒體壁厚主要取決于外壓的計算厚度。外壓容器的失效形式主要是失穩,當殼體的結構尺寸(直徑、長度)一定時,可通過設置加強圈降低外壓計算長度,從而降低筒體壁厚。
2 常規型、改進型圓環型加強圈
(1)在內筒外側設置圓環型加強圈可以降低外壓圓筒計算長度L,圓環型加強圈結構見圖2。因內外筒體間隙為50mm,加強圈的尺寸應小于50mm。
先假設在筒體中間位置設置一個加強圈,則外壓計算長度L=2 600/2+hi/3=1 450mm,按GB/T 150.3—2011中外壓容器的計算方法得到內筒所需名義厚度為18mm,加強圈尺寸至少為150mm×12mm以上,同時夾套水壓試驗時,內筒需充壓0.038MPa,即使換成慣性矩更大的反置等邊角鋼,也至少需要∠100mm×12mm以上;再假設在內筒外側設置2個加強圈,將整個外壓計算長度三等分,即L=2900/3≈967mm,則內筒所需名義厚度為18mm,加強圈至少需要120mm×16mm,即使換成慣性矩更大的反置等邊角鋼也至少需要∠100mm×8mm以上。由此可見,無論是120mm×16mm的扁鋼還是∠100mm×8mm的等邊角鋼,都無法滿足內筒外壁與夾套內壁的間隙要求,更無法保證夾套內介質的流通要求。考慮到接管的布置,允許的最小外壓計算長度按L=300mm計算,經核算所需加強圈最小為∠90mm×8mm,仍然無法滿足間隙空間的要求。
(2)改進型圓環型加強圈結構見圖3。該結構將加強圈與夾套筒體相焊,使內筒、加強圈和夾套形成一個整體。由于它是整體結構,外壓圓筒軸向剖面的單位長度上內筒受壓應力,夾套受更大拉應力,可通過加強圈阻止內筒的收縮,從而阻止其失穩,改善了筒體的整體穩定性。文獻[2]對該加強圈結構進行了應力和穩定性計算分析,認為該整體結構不會發生總體失穩,GB/T 150—2011對加強圈應有慣性矩的要求不適合于整體雙層殼體結構,作為加強圈本身,與夾套焊成一體,提高了加強圈失穩的臨界應力值。因此,在設計中內筒受內壓和外壓的計算按GB/T -2011的規定,但是加強圈的結構尺寸可按文獻[2]的方法取定:加強圈的軸向厚度取等于或大于內筒厚度及夾套厚度中較大者,加強圈與內筒體及夾套的焊接結構須按受壓元件焊縫結構設計。針對本文中提到的夾套容器,在筒體中間位置設置一個加強圈即可將內筒體厚度由22mm減為18mm,加強圈的厚度略大于內筒和夾套厚度中較大者即可,這樣的設計在降低設備用材的同時,還簡化了結構設計,一舉兩得。如需進一步降低筒體壁厚,可增加加強圈的數量。
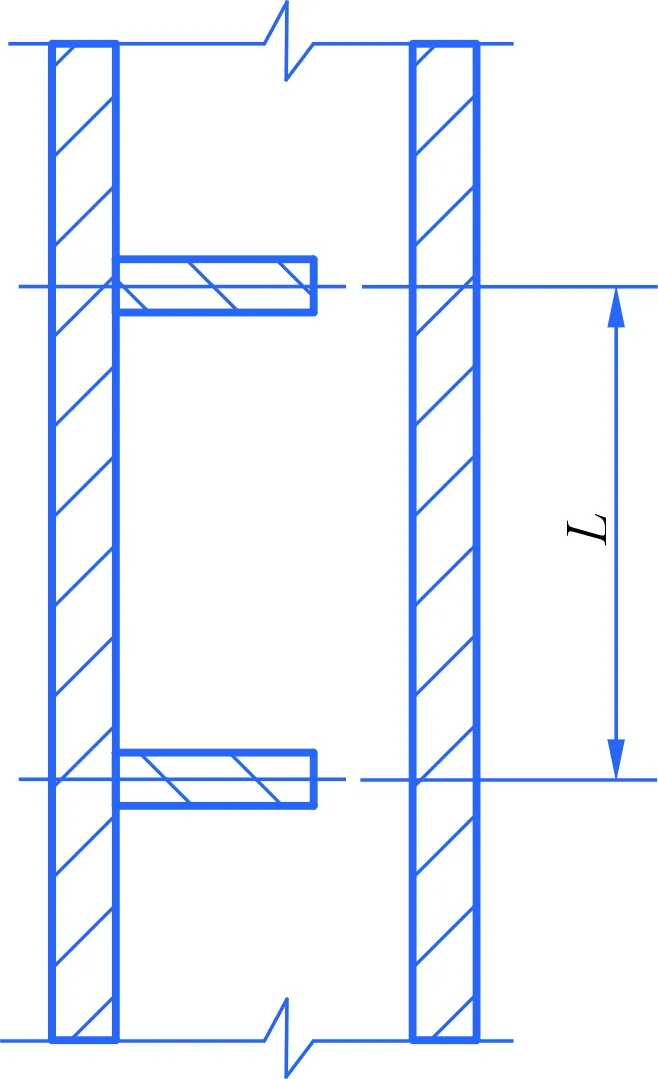
圖2 圓環型加強圈
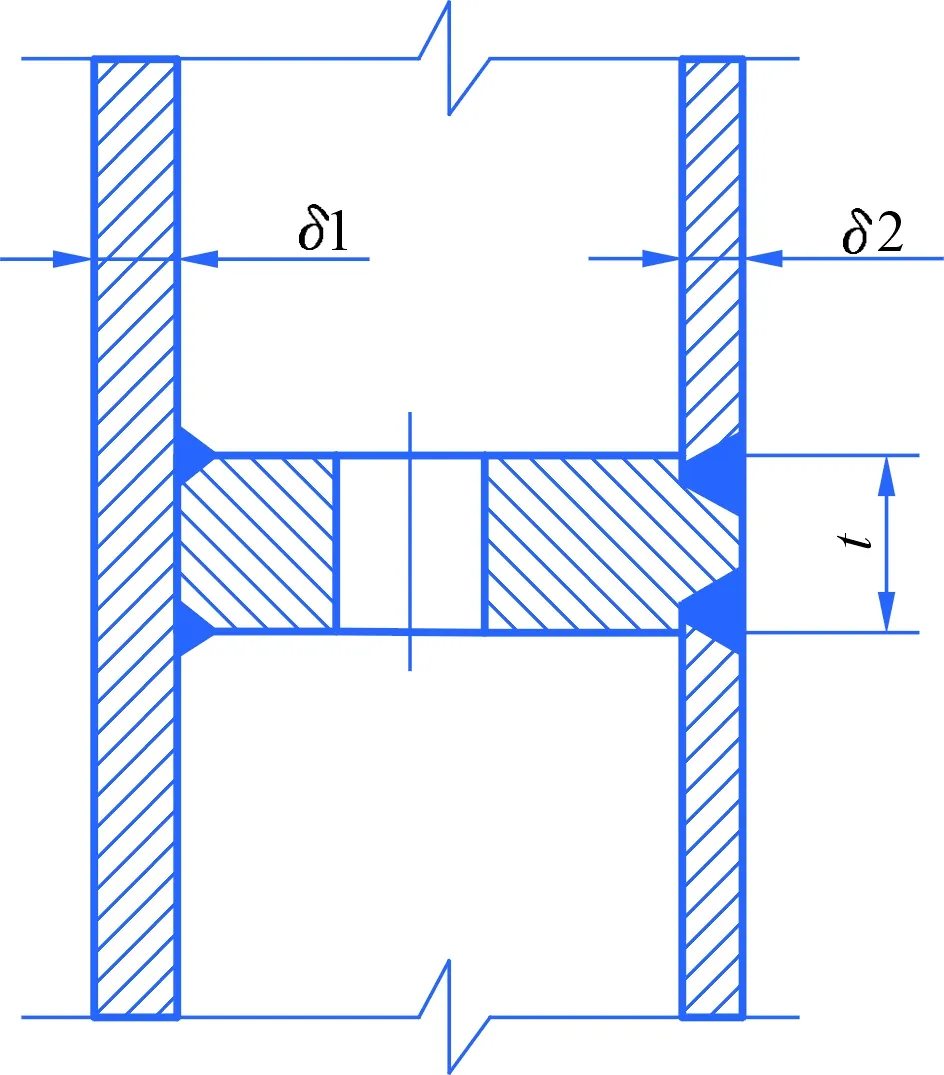
圖3 改進型圓環型加強圈
文獻[3]中UG-29條(f)規定,當容器的內殼與外夾套由若干拉緊棒或者其他一些圓環連接,在夾套與內殼間有壓力存在時,這種結構本身具有足夠的剛度,因此,可不遵循UG-29條中關于禁止開孔等條款的要求,可以在加強圈上開孔。為保證介質的正常流通,加強圈開孔面積之和應大于入口管的橫截面積。
該型結構有效解決了狹小間隙間加強圈的布置問題,降低了設備造價。但設計時有幾點需要注意:①該結構總體不會發生失穩的前提是加強圈、內筒和夾套形成一個整體結構,因此焊接結構必須按照受壓元件的要求進行設計(全焊透、無損檢測等),使其保持一個整體;②該結構通過在加強圈上開孔使介質進行流動,通道減小,增加了流體阻力,壓降增大,增加了不流動區,不利于冷凝液排出。因此,不適用于對壓降等有較高要求的工況。
3 結語
綜上所述,在夾套容器的設計中,當常規的圓環型加強圈不能滿足設計要求時,可以采用改進型的圓環型加強圈,將加強圈與夾套相焊接,夾套筒體通過加強圈對內筒起到加強的作用,提高了總體穩定性。尤其當夾套內采用高壓蒸汽或其他壓力較高介質時,該結構能明顯地降低設備用材和制造運輸成本,節約了設備投資和費用。
參考文獻:
[1]GB/T 150.1—150.4—2011,壓力容器[S].
[2]林代貴,岳國印,陳渝.雙層殼結構的容器受外壓穩定性計算[C].第四屆全國壓力容器學術會議論文集.
[3]ASME BOILER & PRESSURE VESSEL CODE,SECTION Ⅷ,Div 1,2010[S].
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
中華詩詞(2019年7期)2019-11-25 01:43:04
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
設備管理與維修(2015年11期)2015-03-16 05:57:40