鑄件數值模擬參數優化
2018-05-21 09:58:49趙亞楠趙曉光
大型鑄鍛件 2018年3期
趙亞楠 趙曉光 何 毅
(一重集團天津重型裝備工程研究有限公司,天津300457)
使用ProCAST軟件進行模擬計算時,參數設置不同,得到的結果也有一定的差異。為了明確一套符合一重鑄件縮孔缺陷預測的基本計算模型,本文以3 t試驗件為例,開展了正交試驗分析,明確影響縮孔分布的主要因素。同時,進行單因素分析,明確該因素對縮孔分布的影響趨勢。最后,結合3 t試驗件的實際澆鑄結果,給出合理的模擬參數取值。
1 前處理設置
1.1 有限元模型
以3 t試驗件為研究對象,建立幾何模型并劃分網格,試驗件三維計算模型見圖1。試驗件材料為ZG270-500,成分見表1。其物性參數均由ProCAST軟件計算得出。ZG270-500導熱系數、密度、熱焓和固相分數隨溫度的變化見圖2。
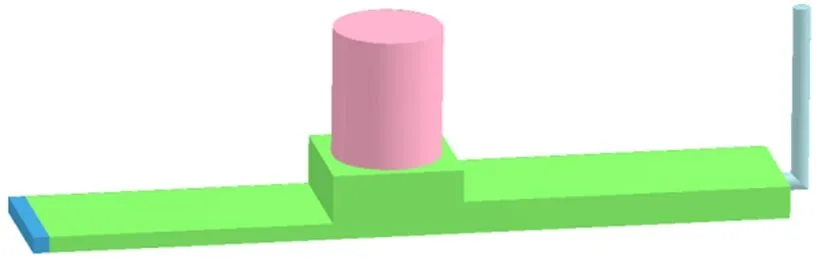
圖1 3 t試驗件三維計算模型Figure 1 Three dimensional calculation model of 3t test piece

表1 ZG270-500合金成分(質量分數,%)Table 1 Composition of alloy ZG270-500 (mass fraction, %)
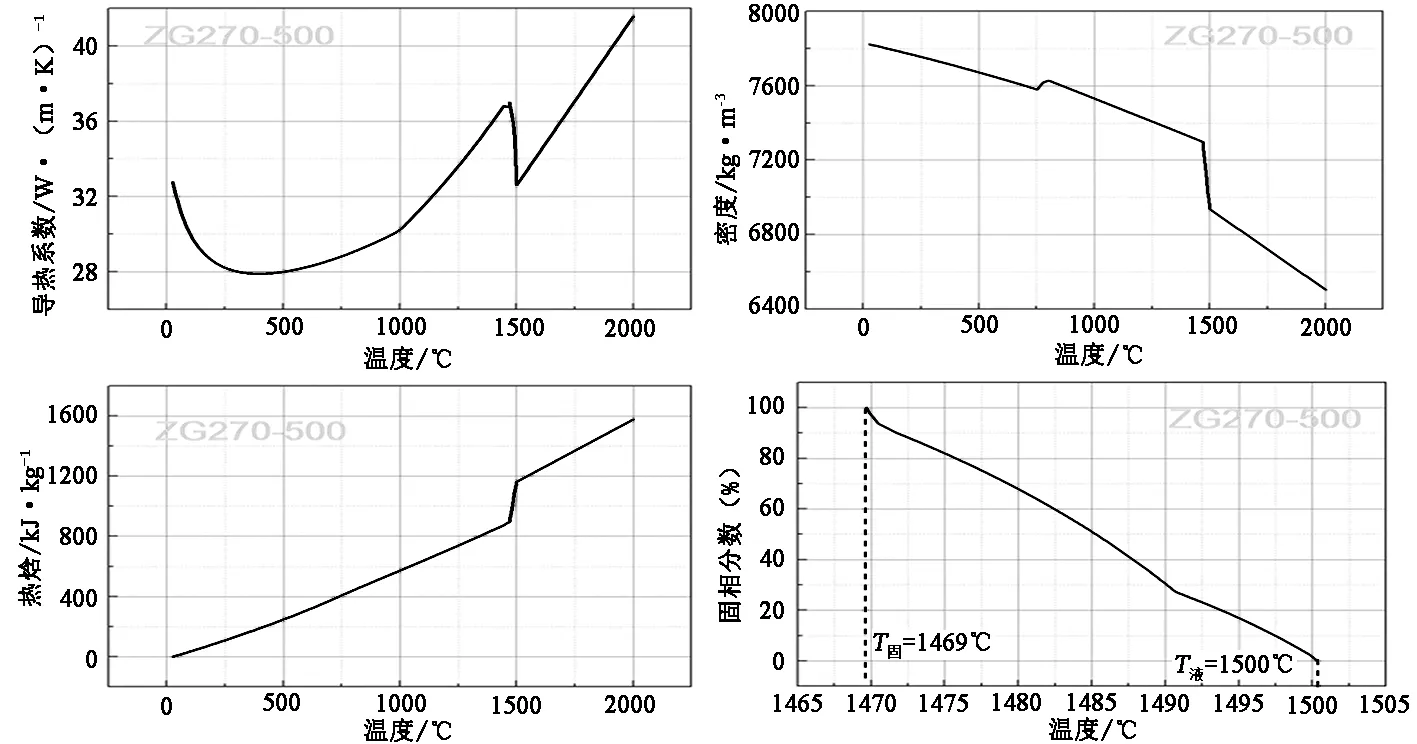
圖2 ZG270-500導熱系數、密度、熱焓和固相分數隨溫度的變化圖Figure 2 Change drawing of ZG270-500 coefficient of thermal conductivity, density, enthalpy, and solid fraction with temperature
冷鐵材料為ZG230-450,砂箱為呋喃樹脂砂(面砂)和硅砂。所有物性參數均為隨溫度變化的曲線,提高計算的可信度。
1.2 邊界條件設置
本計算在冒口頂部設置合理的熱流密度和換熱系數來取代發熱劑的作用。各個界面之間的換熱系數視重要程度分別設置常數與隨溫度變化的曲線,界面換熱系數設置見表2。其中,砂箱外側采用空冷,試驗件與砂箱之間的界面換熱系數是隨時間變化的曲線(見圖3),澆注溫度為1546℃。
2 正交試驗設計
ProCAST軟件中用于計算縮孔縮松的參數主要有3個[1],分別為MACROFS、PIPEFS和FEEDLEN。除軟件本身的計算參數影響外,冒口上方發熱劑覆蓋劑的保溫性能也是影響冒口補縮能力的重要因素,因此,本文選取MACROFS、PIPEFS、FEEDLEN、發熱劑覆蓋劑的保溫性能作為影響縮孔的因素,進行了四因素三水平的正交試驗設計(見表3)。

表2 界面換熱系數設置(單位:W/(m2·K))Table 2 The coeficient setting of interface heat transfer(Unit: W/(m2·K))
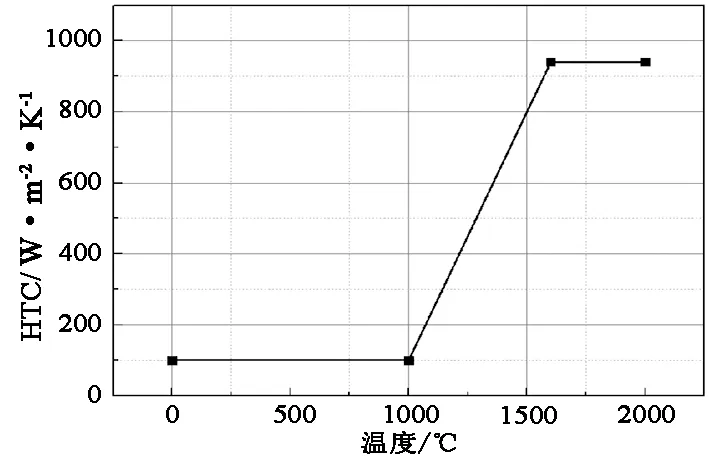
圖3 鑄件-砂型換熱系數隨溫度的變化圖Figure 3 Change diagram of heat transfer coefficient of casting sand mold with temperature
根據模擬結果(見圖4),以一次縮孔深度與二次縮孔深度作為分析標準,通過正交分析(見表4)發現,對于一次縮孔的深度,MACROFS因素對其影響最大,HTC、FEEDLEN次之,PIPEFS影響最不明顯;對于二次縮孔的深度,4個因素的影響程度由大到小依次為PIPEFS、HTC、MACROFS、FEEDLEN,但4個因素的影響程度相差不大。綜合來看,對于縮孔的位置判定,明確MACROFS、發熱劑覆蓋劑的保溫性能十分關鍵。
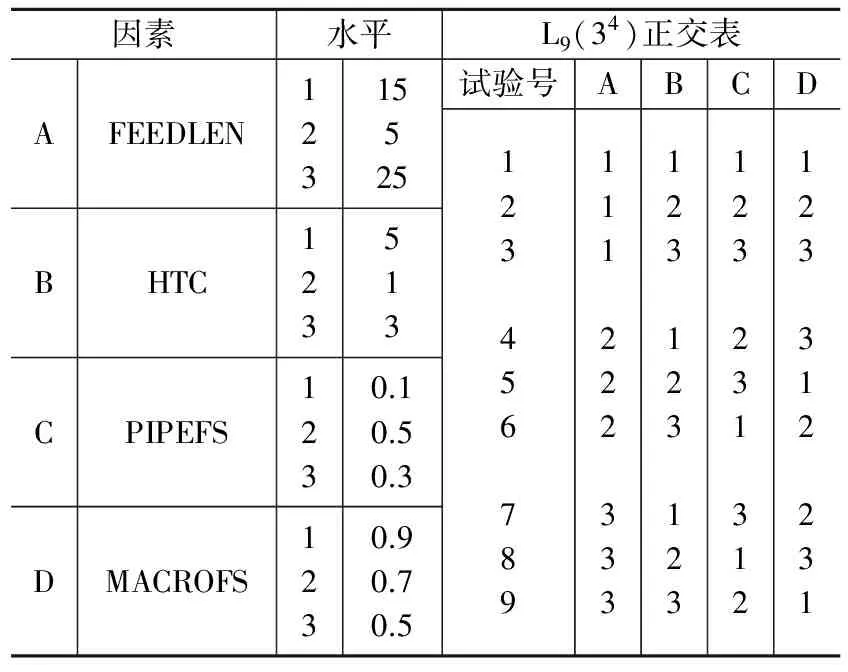
表3 四因素三水平的正交表設計Table 3 Orthogonal table design of four factors and three levels

圖4 9個正交試驗的縮孔分布圖Figure 4 The porosity distribution diagram of 9 orthogonal experiments

表4 縮孔深度正交分析Table 4 Orthogonal analysis of porosity depth
3 縮孔敏感因素分析
3.1 ProCAST計算縮孔的參數對縮孔的影響
PIPEFS增大,一次縮孔上方的形狀由直錐形變為圓滑的碗形(見圖5)。理論上講,PIPEFS增大,一次縮孔深度增大,而本計算中PIPEFS對一次縮孔影響較小,可能原因:冒口上方的保溫效果較好,PIPEFS對其影響有限。
MACROFS增大,一次縮孔上方的形狀由圓滑的碗形變為直錐形(見圖6)。MACROFS增大,鋼液的補縮能力提高,配合FEEDLEN,能夠將已凝固結殼的自由表面重新熔化,達到PIPEFS值以下,液面繼續下降,因此,一次縮孔深度增大。同理,二次縮孔上升,形狀變圓。
MACROFS=0.7的水平中,FEEDLEN增大,對自由表面的重新熔化影響有限(見圖7),因此,一次縮孔幾乎沒有變化;FEEDLEN增大,鋼液的補縮能力提高,鑄件更加緊實致密,二次縮孔變大。初步判斷,相較而言,MACROFS對縮孔的影響要大于FEEDLEN。
3.2 冒口上方界面換熱系數對縮孔的影響
冒口上方的界面換熱系數增大,散熱量增多,自由表面的鋼液凝固加快,導致一次縮孔深度變淺(見圖8)。鋼液凝固變快,導致鋼液的補縮能力下降,因此,二次縮孔增大。
圖5 PIPEFS對縮孔的影響Figure 5 The effects of PIPEFS to porosity
圖6 MACROFS對縮孔的影響Figure 6 The effects of MACROFS to porosity

圖8 冒口上方界面換熱系數對縮孔的影響Figure 8 The effects of heat transfer coefficient at the upper interface of the rise to porosity
3.3 模擬結果與試驗結果對比
圖9 模擬的冒口形貌與實際形貌對比圖Figure 9 Comparison of simulated riser morphology with the actual morphology
圖10 冒口形貌尺寸對比圖Figure 10 Contrast diagram of the shape and size of the riser
通過上述一系列的敏感性試驗,設置合理的模擬參數,得到的最終模擬結果(見圖9)顯示,一次縮孔與冒口底部距離87 mm,二次縮孔距離43 mm,其中,模擬計算中的二次縮孔區域不代表此處有孔洞,而是該位置處致密度沒有達到100%。實際鑄件的冒口處一次縮孔與冒口底部距離98 mm,且未出現二次縮孔。從模擬計算與實際冒口中的縮孔形貌對比圖(見圖10)可以看出,模擬計算結果與實際結果吻合較好。
4 結論
本文開展了一系列縮孔敏感性試驗,結合實際澆鑄結果,得出一套適用于一重實際生產的鑄件模擬計算方法,具體參數推薦值如下:
(1)現場冒口上方保溫效果較好,推薦使用HTC=1 W/(m2·K);
(2)MACROFS選取較大值,推薦使用0.99;
(3)PIPEFS選取較大值,推薦使用0.5;
(4)FEEDLEN影響不大,推薦使用較小值1 mm。
以上結論是在一次澆鑄實驗基礎上得出的,模擬參數的通用性還有待進一步的實驗驗證。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
